基于机器视觉的螺纹牙型角检测方法研究
2022-07-13韩宗旺张伟程祥李锦超高军李阳
韩宗旺,张伟,程祥,李锦超,高军,李阳
山东理工大学机械工程学院
1 引言
工业现场测量螺纹参数多采用综合量规法,而实际应用中,接触测量存在精度较低、时间成本高、容易引入人为误差和造成螺纹损坏等缺点[1]。为此,迫切需要一种高精度的螺纹牙型角检测方法来实现自动化检测。相比于传统的机械测量方法,机器视觉检测优点是非接触检测,可提高生产效率,满足现代检测的需求。
目前,国内外一些专家学者对螺纹测量系统进行了研究。李明炜等[2]开发了通用型外螺纹视觉测量系统,可测量多种螺栓的大小径和螺距,测量精度可达30μm。陈淑娴等[3]结合SUSAN算法和Forstner算法对卡钳螺纹边缘角点精确定位,此方法满足牙型角精度要求。Jing Min[4]提出利用67.5°和112.5°改进的Sobel模板获得图像边缘的新方法,使线性边缘具有更高的分辨率细节和连续性,用该方法检测牙型角相较于人工检测误差为0.2%。Lee Y.C.等[5]开发了一种基于计算机视觉的数控机床自动非接触测量系统来检测螺距和螺纹深度,其最大平均误差为3μm。Gadelmawla E.S.[6]提出的视觉系统能够自动识别大多数螺纹类型,并可以计算最常见的螺纹特征,测量误差为±5.4μm。Chen Manlong[7]推导了螺纹轮廓畸变的计算公式,给出了相应的补偿算法,测得螺距直径补偿效果大于85%,螺纹角补偿效果大于70%。大多数学者通过提取螺纹的边缘轮廓线测得牙型角参数,而对牙型角的直接算法检测研究较少。
目前尚无成熟的方法测量螺纹牙型角或能快速准确地测量所有牙型角。本文开发一种基于机器视觉技术外螺纹牙型角测量系统,采用三爪卡盘夹紧被测螺栓,螺栓在旋转电机牵引下旋转,同时相机采集图像。利用边缘增强的Otsu算法分割螺纹工件图像,采用LSD算法求得牙型角侧边直线段,直线段的夹角即为螺栓上牙型角度,并进行了实验研究。
2 视觉系统组成
2.1 系统构成
如图1所示,测量系统硬件主要由计算机、CMOS相机、精密旋转平台、三爪卡盘和LED光源等组成。采用大恒MER-2000-19U3C彩色相机,分辨率为5496H×3672V。采用日本Computar的V3528-MPY镜头。测量系统控制软件界面如图2所示,可实现相机的图像采集以及精密旋转平台的控制。图像处理界面如图3所示,可实现图像处理以及螺纹牙型角检测等。
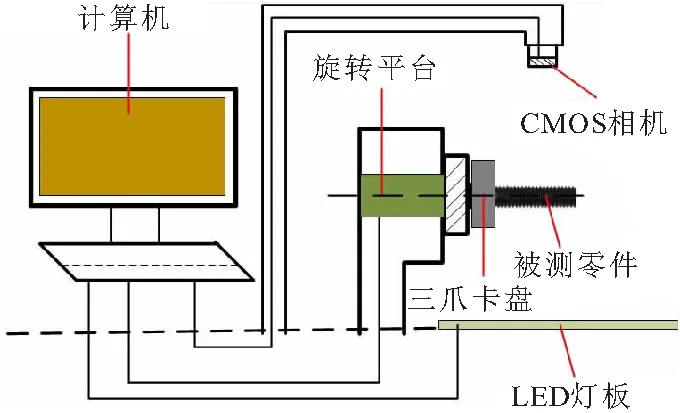
图1 螺纹牙型角测量系统原理
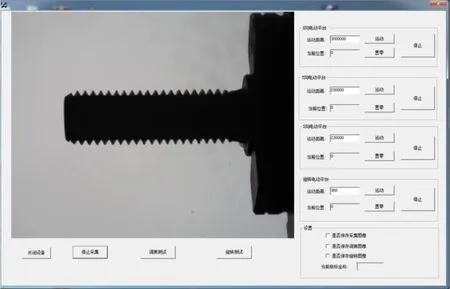
图2 测量系统控制软件界面
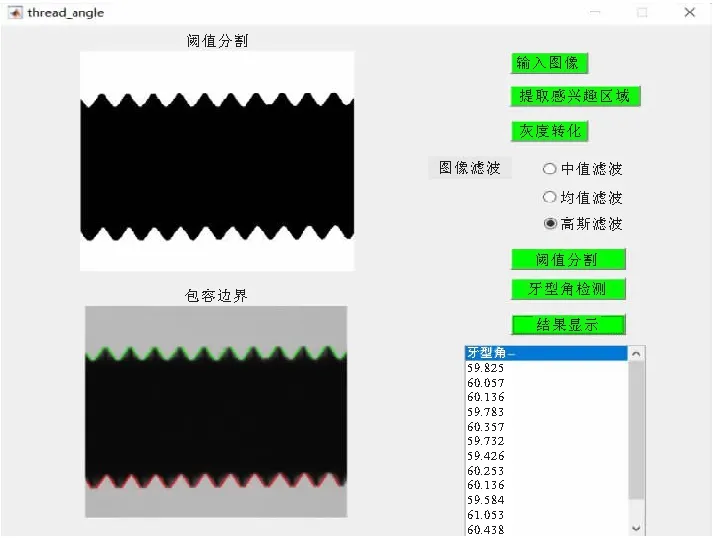
图3 图像处理软件界面
2.2 图像采集
采集测量螺纹图像前,需调整物距得到清晰的工件图像。将待测螺栓装夹在三爪卡盘上,控制Z向电动位移平台,将被测零件位于相机镜头焦平面上。为了获得较多数据,螺栓在旋转平台牵引下每旋转15°,CMOS相机采集一次,共获得24张不同角度的工件图像,然后进行图像处理与螺纹牙型角检测。
2.3 相机标定
由于相机及镜头制造和工艺等方面因素,成像过程中存在不同程度的非线性变形。如图4所示,设p为相机视野内的一点,p点在图像坐标系、相机坐标系和世界坐标系的齐次坐标分别为(u,v,1),(XC,YC,ZC,1)和(XW,YW,ZW,1),其转换关系为

图4 相机标定时各坐标系关系
(1)
式中,R为3×3旋转矩阵;t为3×1平移矩阵;M1为相机内参数矩阵;M2为相机外参数矩阵;fu,fv为x,y方向的等效焦距;(u0,v0)代表相机主点坐标。
归一化后设p点在图像平面上投影坐标为p(xn,yn),加入畸变后设p点投影坐标为p(xd,yd),则有
(2)
(3)
式中,k1,k2为径向畸变系数;fu,fv,u0,v0,k1,k2为非线性模型的内参系数。
为了达到高标定精度和测量精度,选择20×16个边长为4mm且精度为0.001mm的陶瓷基棋盘格当标定板。采集一张与轴零件相同实验条件(如相同焦距、相同物距和相同光照环境等)的棋盘格图像,在视场内采集9张不同方位的棋盘格图像。其标定步骤见图5。
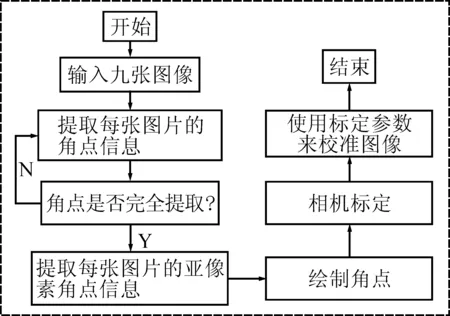
图5 相机标定流程
3 关键算法
3.1 阈值分割
为了提取螺纹图像的工件边缘信息,需对其进行图像分割,而固定阈值只能针对单一图像或者同组环境的图像进行有效分割,并不能适应环境多变的工业场景,否则会导致测量误差增大。为了使图像分割不受图像亮度、对比度和光照等外界环境的影响,本文采用边缘增强的Otsu算法分割工件图像。
采用Sober算子计算图像梯度,输出计算图像A。检测图像x方向和y方向的Sober模板为
(4)
其水平与竖直方向的梯度为
(5)
图像的梯度为
(6)
建立空的二值图像B,利用Otsu算法计算得到阈值T。若图像A中某像素梯度值大于T,则二值图像B相应位置为1,否则为0。
将图像B与原始图像相乘,从原图中选取强边缘像素,再次利用Otsu方法进行阈值分割,得到分割图像。利用Otsu算法和边缘增强Otsu算法处理同一图像,处理结果见图6和图7。对比可得,边缘增强Otsu算法能有效地将目标物体从背景下分割出,且受背景光源影响小。为进一步对比,利用图6和图7处理后的图像计算得到螺纹边缘的波峰与波谷,分别对波峰点与波谷点进行最小二乘拟合,两直线的距离即为螺纹牙型高度(见图8)。查阅资料得到M10×1.5-6g-LH平均高度为0.8120mm,对比数据可得,边缘增强Otsu算法分割出的图像更接近原始图像(见表1)。

图6 Otsu算法分割结果图7 边缘增强Otsu算法分割结果
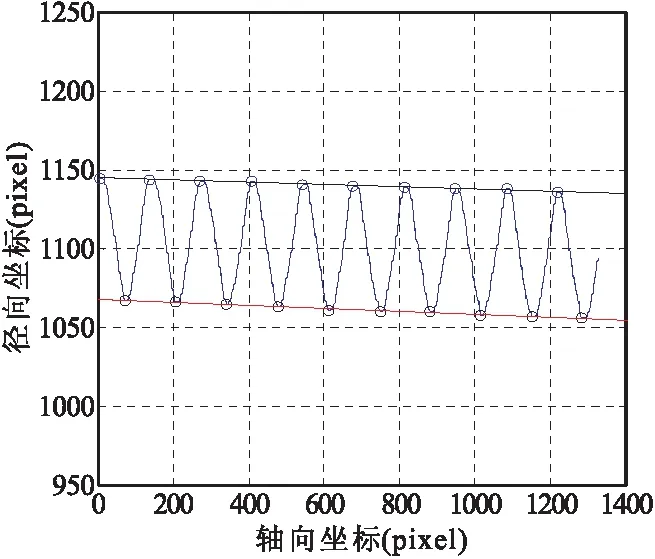
图8 螺纹牙高测量

表1 螺纹牙高测量结果比较
3.2 LSD检测算法
LSD(Line Segment Detector)是Von Gioi R.G.等[8]提出的一种直线段检测算法,该算法有高效的检测效率和良好的容错率。传统LSD检测算法直接输入灰度图[9],容易导致边缘灰度区别不大的图像检测直线不连续和偏离较大等问题。因此,本文提出基于分割图像的LSD算法检测牙型角。
LSD算法检测牙型角流程如图9所示。输入分割后的二值图像,计算二值图像的梯度并进行排序和阈值处理,剔除梯度幅值小于阈值的像素点,避免参与区域生成矩形的过程;进行区域生长操作,根据螺纹图像牙型角的特点,增加LSD算法支持区域主方向角,设牙型角侧边倾角约束范围为[θ1,θ2]和[θ3,θ4],得到矩形的主惯性轴方向角θ满足θ∈[θ1,θ2]∪[θ3,θ4],使检测直线倾角均位于该角度范围内,剔除干扰直线,提高检测精度;计算NFA(the number of false alarms)的值,用来判断这个矩形是否可以作为一条直线段,若NFA≤阈值可认为结果有效,保留直线段;最后计算相邻直线段的夹角得到牙型角值。NFA的计算公式为
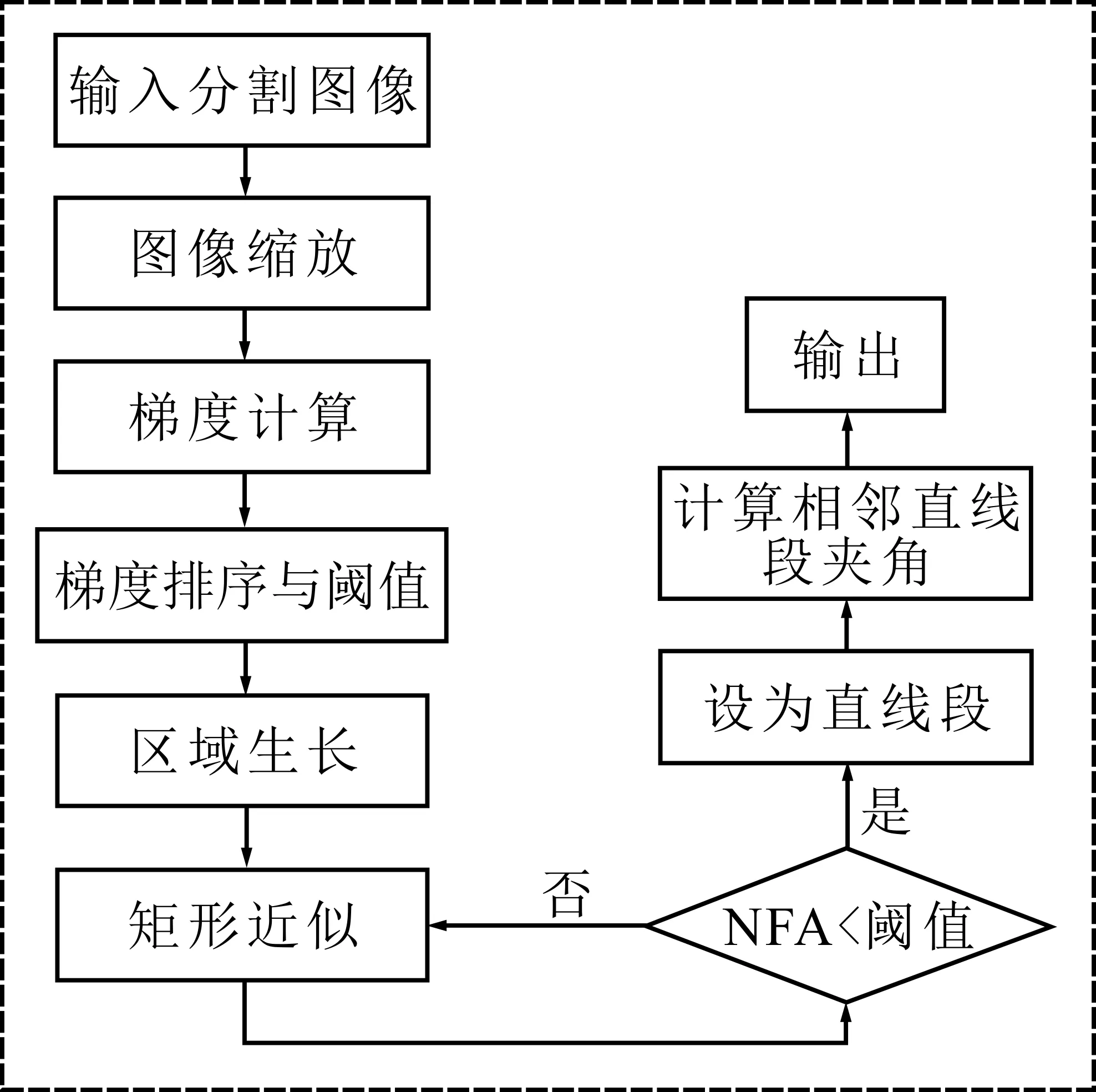
图9 LSD算法检测牙型角流程
(7)
式中,N,M为采样后图像的列和行;r为矩形区域;n为矩形区域像素总数;e为矩形水平角度对齐的点数;μ为精度。
采用传统LSD检测算法和基于分割图像的LSD算法检测牙型角,结果分别见图10和图11。前者检测的牙型角侧边直线偏差大,且个别侧边直线段不连续;后者可精准判别出牙型角侧边,因而采用基于分割图像的LSD算法能准确检测出牙型角。
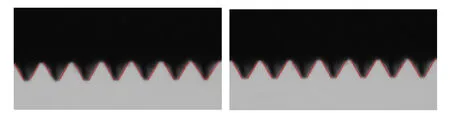
图10 传统LSD检测算法检测结果图11 基于分割图像的LSD算法检测结果
利用LSD算法得到相邻直线的斜率K1和K2后,牙型角α为
(8)
3.3 LSD检测结果校正
如图12a所示,螺纹图像测量系统通常使用平行光源,投影方向S与螺纹轴垂直。由于螺旋线对螺纹轴线方向剖面内的牙型垂直投影产生遮挡,实际螺纹图像轮廓侧边如图12b所示。
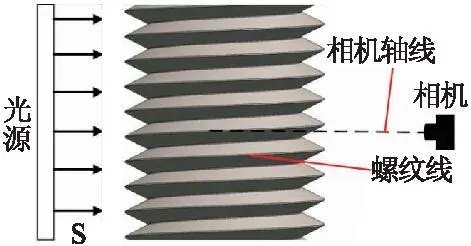
(a)螺纹测量原理
将本实验标准螺纹参数代入螺纹牙型与阴影区域边界差值方程[10],为
(9)
式中,p为螺距;α为牙型角;a为螺纹牙型线上点与螺纹轴线的距离。
计算结果如图13所示,牙底阴影区域宽度约12.3μm,牙顶阴影区域宽度约9.7μm,阴影区域两侧宽度相差约2.6μm,均小于一个像素,本方法所得牙型角的侧边角度不会产生较大偏差。为了得到更精确的结果,依据螺纹牙型与阴影区域边界差值方程对LSD检测螺纹牙型轮廓线结果进行校正,使螺纹图像侧边直线与实际侧边重合,消除螺纹线阴影影响,从而得到准确牙型角值。
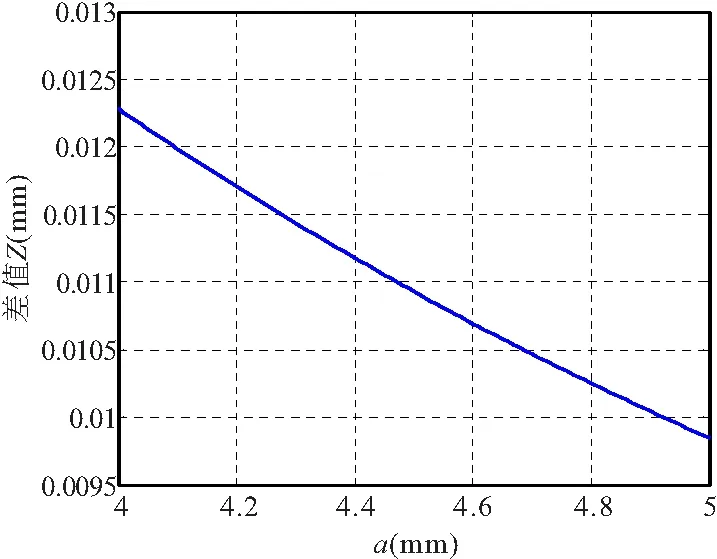
图13 螺纹实际牙型与牙型图像边界差值方程曲线
4 实验结果及分析
采集图像前先进行相机标定,拍摄9张棋盘格图像(见图14)。

图14 棋盘格标定图像
根据图5流程对相机进行标定,得到内参和畸变矩阵为
对矫正后的图像提取亚像素化的角点坐标,得到相邻角点的像素距离为h,利用内参和外参计算得到亚像素角点坐标在世界坐标中的二维坐标。设相邻实际角点距离为M,根据比例关系得到像素距离和实际尺寸的比例系数k,则k值为
(10)
计算得到水平方向k=10.50μm,垂直方向k=10.40μm。实验系统如图15所示,选取1颗M10×1.5-6g-LH螺栓,该螺纹牙型角为60°,以工具显微镜测得值为参考(见图16)。选取10次实验数据进行对比,其结果如表2所示。

图15 螺纹牙型角测量实验系统

图16 显微镜牙型角测量结果

表2 测量结果比较
分析表2数据可得,螺纹牙型角测量系统与显微镜测量均值相差0.022°,可以较准确地测量出螺纹牙型角,因而本测量系统可以应用于螺纹牙型角测量。
5 结语
开发的基于机器视觉的螺纹牙型角测量系统具有操作简单快捷、测量精度高等优点。针对螺纹边缘图像特征,利用边缘增强的Otsu算法分割螺纹工件图像,提出了基于分割图像的LSD算法检测牙型角,准确检测牙型角包容侧边,分析了螺纹图像与实际轮廓的关系,根据差值方程校正了LSD检测结果,开发了图像处理程序和螺纹检测平台控制程序,得到了相机内参数矩阵以及径向畸变系数,实现了螺纹牙型角的精密检测。
