铝合金蒙皮化铣保护层切割技术及工具
2022-07-13唐臣升孙朝海唐鹏王金权白玉珍李研
唐臣升,孙朝海,唐鹏,王金权,白玉珍,李研
沈阳飞机工业(集团)有限公司
1 引言
化学铣切(简称化铣)工艺是一种非传统的加工工艺,采用特定化学溶液对金属进行均匀腐蚀,从而获得具有较复杂形貌和特定尺寸与精度的零件[1-3]。由于化铣不产生切削应力,可加工特薄、易变形和大面积的零件,是飞机生产制造中不可缺少的关键技术之一[4-7]。化学铣切工艺利用腐蚀溶液去除成形后蒙皮上不需要的部分,而不需要去除的部分采用保护层与化铣液隔离。由于先将保护层覆盖整个铝合金蒙皮零件表面,需要对化铣蒙皮的保护层进行去除。由于采用了玻璃钢切割样板,因此采用手术刀片切割化铣保护层极易使玻璃钢样板损坏,最终导致化铣蒙皮保护层分离切割出现效率低、质量差等问题,较难满足化铣的工艺要求。
为了提高化铣保护层分离切割的质量与效率,应当进行系统的铝合金化铣保护层切割方法及工具技术研究,研制出合理的处理方法及工具,达到降低化铣成本与制造周期的目的。
2 高效铝合金化铣保护层切割方法
2.1 被加工对象的工艺特征与技术要求
目前惯用的化学铣切工艺方法是按照化学铣切工艺设计要求、利用强腐蚀溶液将成形后零件上不需要的部分去除,而不需要去除的部分应用保护层与化铣液隔离。铝合金化铣零件结构见图1。
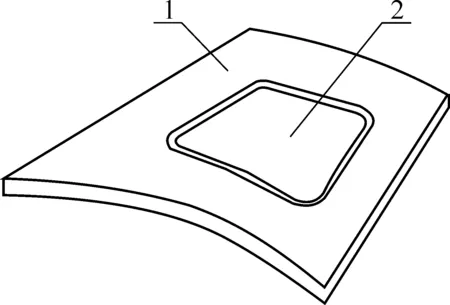
1.不需要化铣的蒙皮部分 2.实际的化铣部位
化学铣切工艺方法为:
(1)将隔离化铣液的保护层覆盖整个铝合金蒙皮零件表面。图2a为铝合金蒙皮未涂覆保护层的结构示意图,图2b所示为整个铝合金蒙皮涂覆保护层的结构示意图。
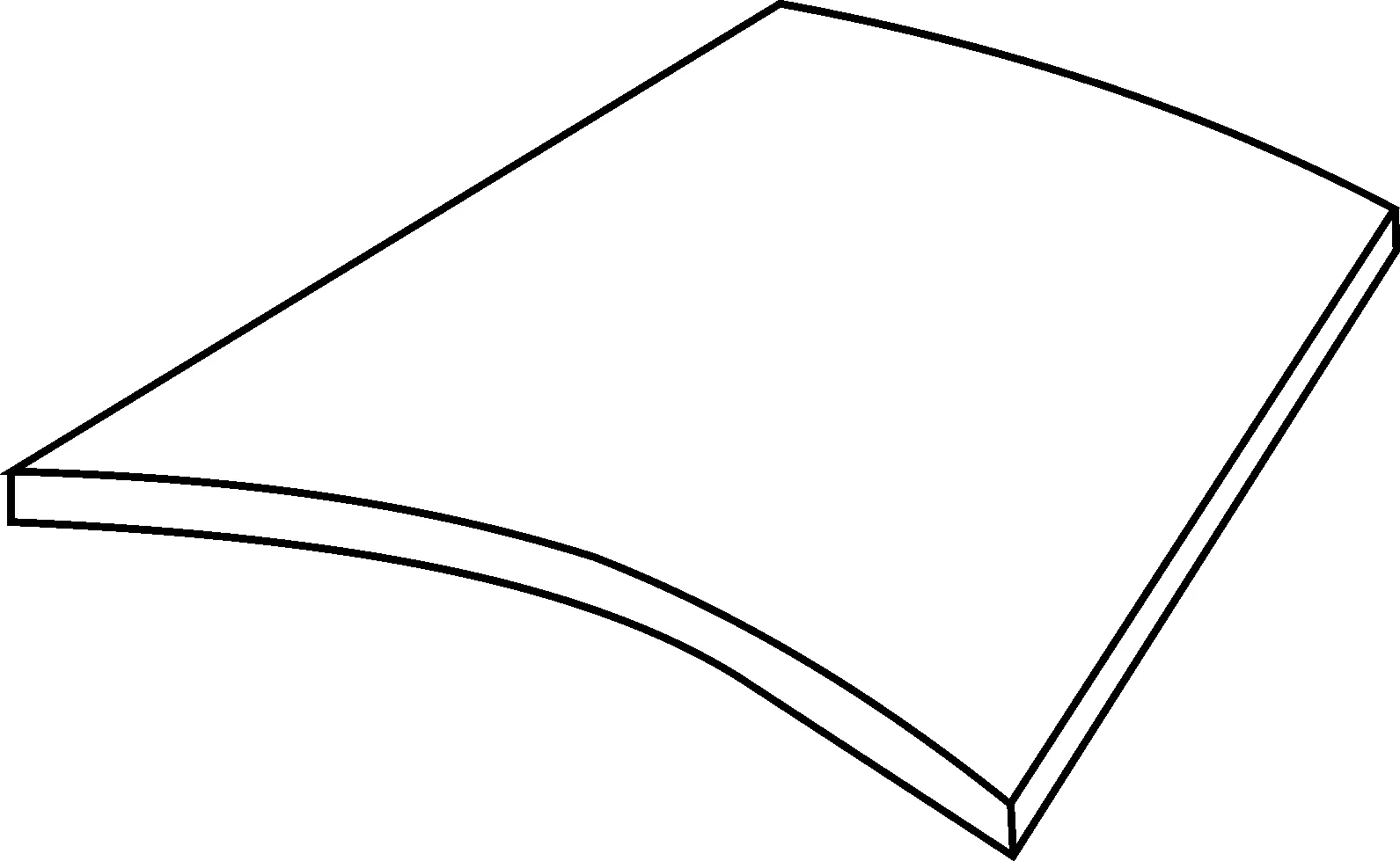
(a)未涂覆保护层
(2)对铝合金蒙皮化铣部位的保护层进行去除。目前,铝合金蒙皮化铣部位保护层的去除方法是根据玻璃钢样板先采用手术刀片切割,再分离和去除铝合金蒙皮化铣部位的保护层。图3a为玻璃钢样板的结构,图3b为定位型面的具体结构。
(a)结构示意
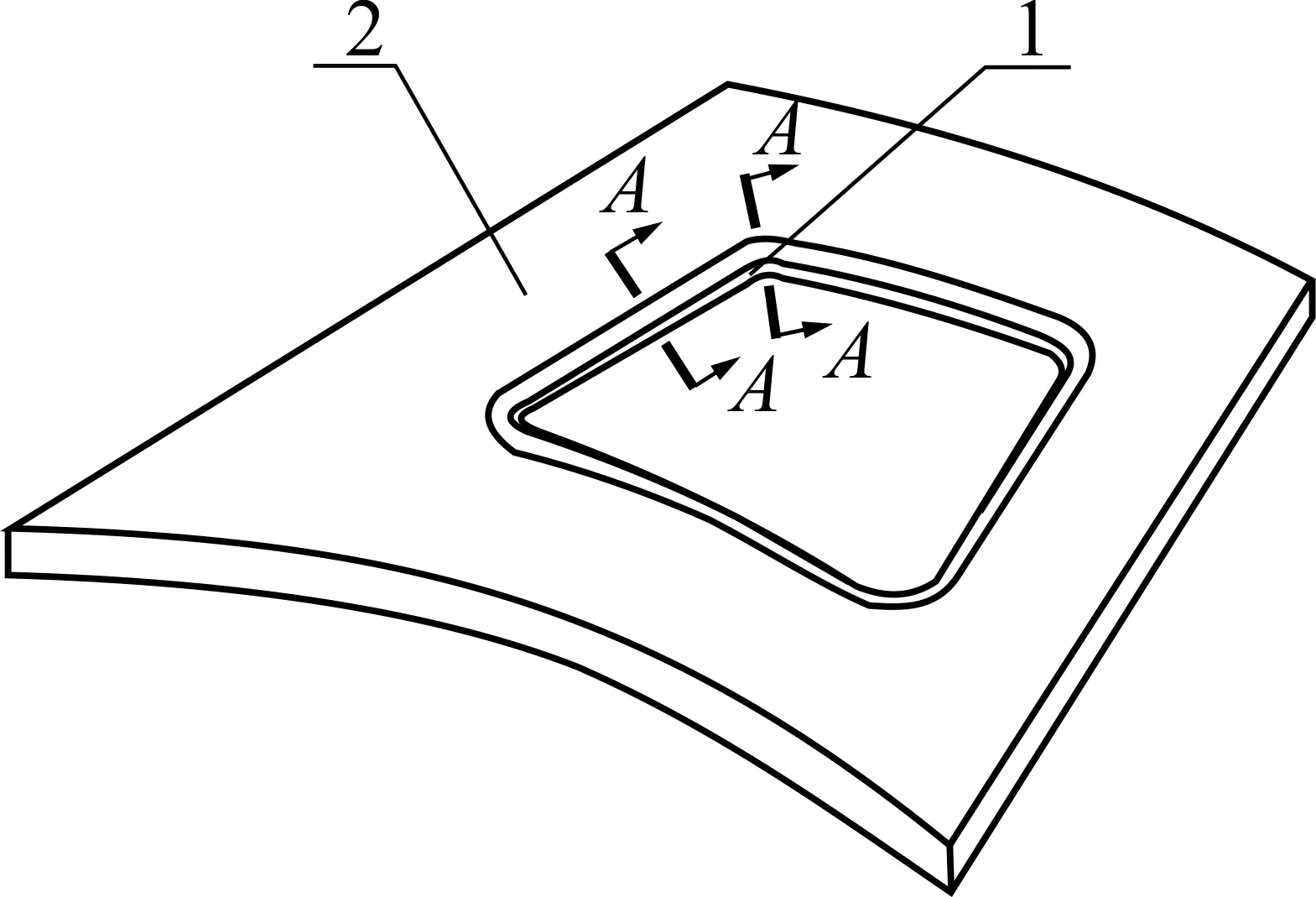
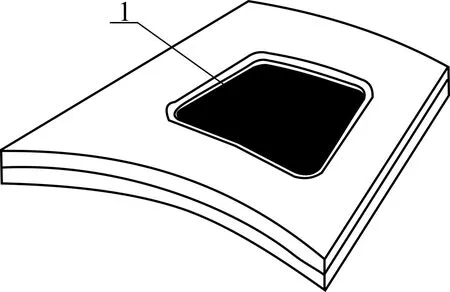
(3)铝合金蒙皮化铣部位保护层去除前的定位。将玻璃钢样板放到需要被化铣的蒙皮零件上,且安放准确而稳固,玻璃钢样板中间露出将要去除部位的保护层。图4a为玻璃钢样板放到欲化铣的蒙皮零件结构。
(4)铝合金蒙皮化铣部位保护层的切割与去除。采用手术刀片切割铝合金蒙皮化铣部位保护层,因手术刀片刚性较差,极易导致玻璃钢样板被损坏,造成化铣蒙皮保护层分离切割效率低和质量差等问题,很难满足铝合金化铣的工艺要求。
(5)将玻璃钢样板从被化铣的铝合金蒙皮零件上撤离。
(6)去除铝合金蒙皮化铣部位的保护层。去除后的结构见图4b。
(a)
2.2 高效铝合金化铣保护层切割技术
为了提高化铣蒙皮保护层分离切割的质量与效率,且保证玻璃钢样板不被损坏,首先应准确控制切削刃的长度,其次应提高刀片及工具的刚性,最后通过系统试验优化铝合金化铣保护层切割工具的结构及其参数。
(1)控制切削刃长度
如图5所示,刀片刃部在进行铝合金化铣保护层切割时,实际起作用的切削刃在刀片中心线方向上的长度l只比化铣保护层厚度稍大一点。当刀具中心线与曲面切削点处的法线一致时,则切削刃在刀片中心线方向上的长度等于化铣保护层厚度。但由于铝合金化铣保护层的切割是手工操作,很难保证刀具中心线与曲面切削点处的法线一致,导致实际起作用的切削刃在刀片中心线方向的长度大于化铣保护层厚度。
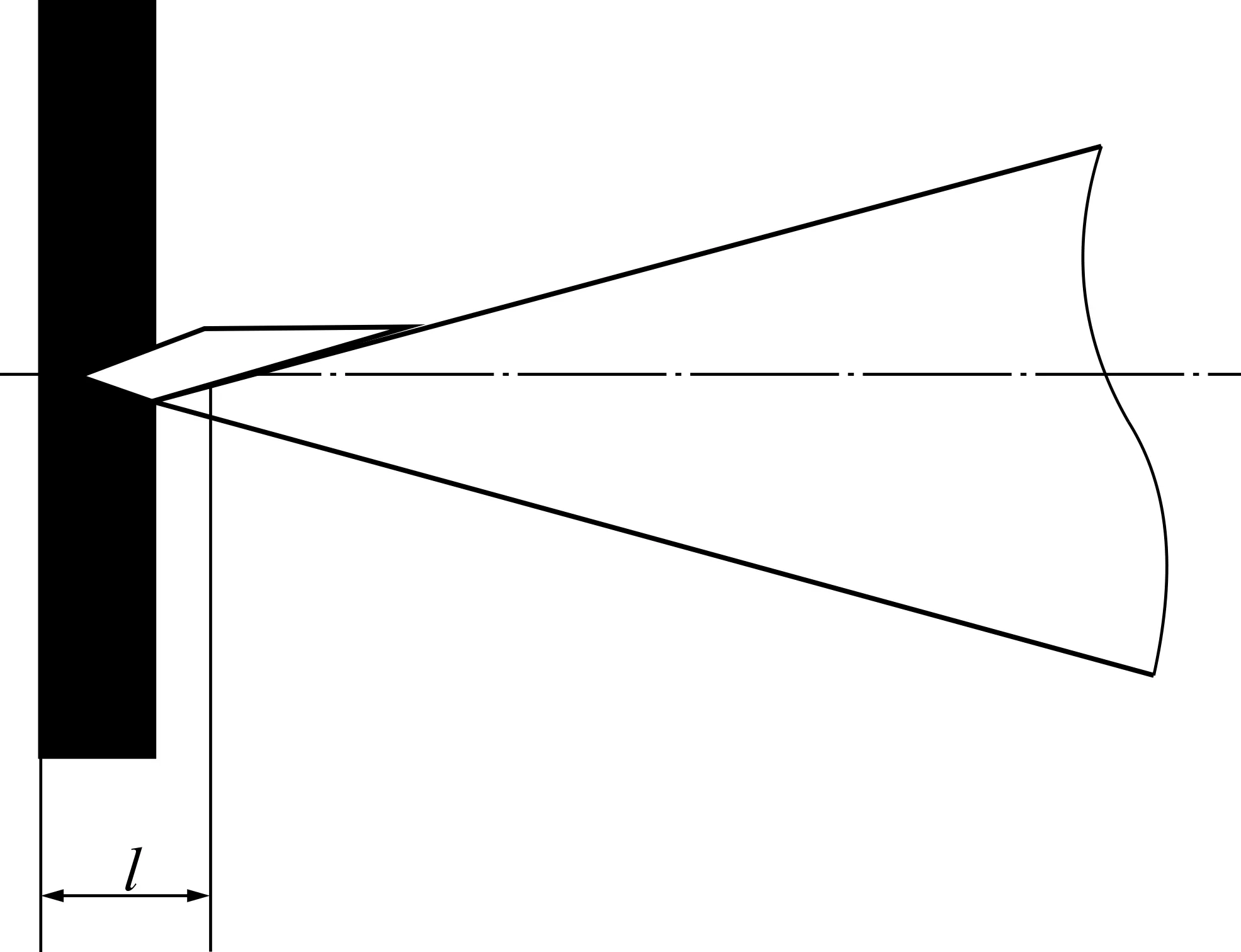
图5 切割工具切削刃在刀片中心线方向的长度
实际起作用的切削刃在刀片中心线方向上的长度l取决于保护层的厚度t,图6为铝合金化铣保护层切割工具切削刃在刀片中心线方向上的长度与保护层厚度关系。可知,要准确控制切削刃的长度,需要大量的化铣保护层切割工具设计、制造、试验及工具结构参数优化等工作。

图6 切割工具切削刃在刀片中心线方向的长度与保护层厚度关系
此外,还应当尽可能减少切削刃之外部位对玻璃钢样板定位面的损伤,如对刀片上切削刃一侧的棱边应进行钝化处理等。
(2)提高刀片及工具的刚性
为了提高刀片及工具的刚性,主要设计思路包括适当增加刀片的厚度和增加刀片的紧固压块。
3 高效铝合金化铣保护层切割工具研制
3.1 切割工具设计
本着不损伤玻璃钢样板定位型面为前提完成铝合金铣蒙皮保护层分离切割加工的原则,首先对切割刀具的切削刃做了较大的改进:极大减小刀片切削刃的长度,以避免切削刃对玻璃钢样板定位型面的损伤,同时适当增加刀片厚度以提高刀片的刚性,而后对刀片及其装配刚性给以足够的提升,最终提高了刀片的切削加工寿命。
刚性较好的压块式铝合金化铣保护层切割工具结构见图7。图7a为压块式铝合金化铣保护层切割工具的主视图,图8b为压块式铝合金化铣保护层切割工具的俯视图,其中,刀片用于化铣保护层的切割,压块用于刀片的固定,紧固螺钉用于刀片、压块与刀体的连接,刀体工具的主体,工具的手柄套手握舒适且防滑。图7a和图7b中Ⅰ、Ⅱ处刀片刃部的放大见图7c。

图7 压块式铝合金化铣保护层切割工具
(1)控制切削刃长度
综上所述,刀片刃部在进行铝合金化铣保护层切割时,实际起作用的切削刃在刀片中心线方向的长度只比化铣保护层厚度稍大一些。刀具中心线与曲面切削点处法线一致时刀片与保护层的关系见图8,图中,t为保护层的厚度,l为切削刃在刀片中心线方向上的长度,θ为刀片切削刃与刀片中心线的夹角。当刀具中心线与曲面切削点处的法线一致时,则切削刃在刀片中心线方向的长度等于化铣保护层厚度。
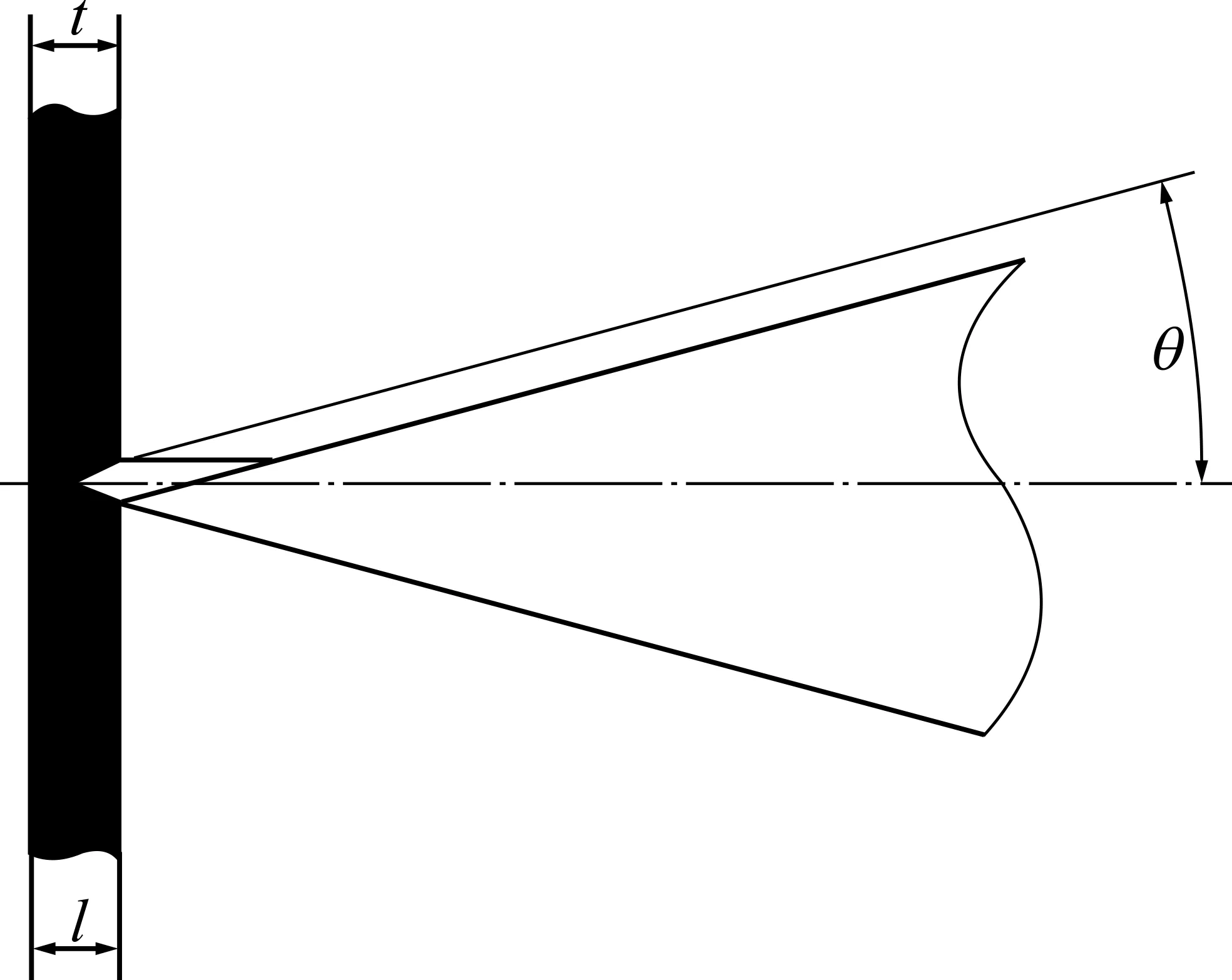
图8
刀具中心线与曲面切削点处的法线不一致时刀片与保护层的关系见图9,图中,α为刀片中心线与曲面切削点处的法线夹角。当刀具中心线与曲面切削点处的法线不一致时,切削刃在刀片中心线方向的长度略大于化铣保护层厚度。
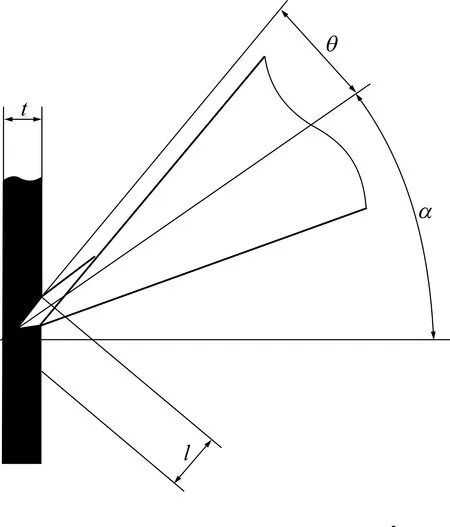
图9
切削刃长度l与保护层的厚度t和刀片切削刃与刀片中心线的夹角α有关,其计算方法为
l=t/cos(θ+α)
(1)
(2)提高刀片及工具的刚性
为了提高刀片及工具的刚性,本次高效铝合金化铣保护层切割工具研制设计时主要以增加刀片厚度为主,并通过试验优化刀片刃部切削刃的楔角,以达到既可满足铝合金化铣保护层切割的技术要求,又能提高刀片切削加工寿命的目的。
刀片结构见图10,图中,ε为刀片刃部切削刃的楔角,w为刀片的厚度。图10b的主要作用是显示刀片刃部的结构。
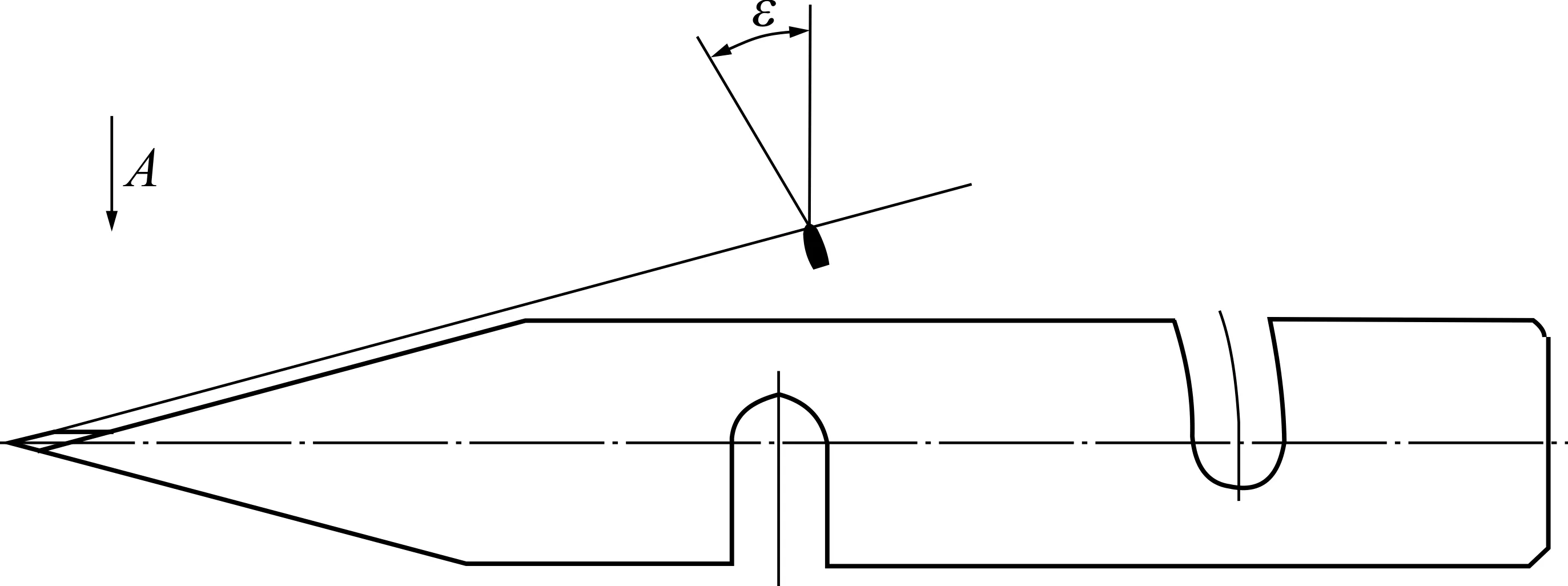
(a)主视图
为了提高刀片及工具的刚性,将刀片刃部切削刃楔角ε设计为10°,15°,20°,25°四种角度,通过试验确定最佳的角度值;将刀片厚度w设计为0.4~0.7mm,通过切削加工试验确定最佳的刀片厚度值。为了提高刀片及工具的刚性,还增加了刀片的紧固压块。
(3)高效铝合金化铣保护层切割工具的技术要求
①切割工具应具有手持方便、舒适且重量轻的特点;
②刀片材料应选取优质高速钢材料,以提高刀片的使用寿命;
③刀片刃口应尽可能锋利,以减小切割时的阻力;
④切割工具应具有刀片更换快而方便的特点;
⑤切割工具的柄部应作防滑处理。
(4)铝合金化铣保护层切割工具使用方法
将铝合金化铣保护层切割工具的切削刃侧面靠紧玻璃钢样板定位面,且铝合金化铣保护层切割工具的中心线与曲面切削点处的法线夹角小于35°,即可开始铝合金化铣保护层的切割加工。
3.2 切割加工工具制造
为了保证铝合金化铣保护层切割工具的制造质量,并为该专用刀具结构设计的优化切削试验提供可靠的技术数据,本项目制定了严格的制造及质量控制的技术要求与注意事项,具体为:①切割工具的刀片制造应采用专业的精密工具机床;②刀片刃部应具有良好的切削性能;③刀片参数检测应采用专业高精度刀具检测仪器;④刀片及工具应具有较好的刚性;⑤铝合金化铣保护层切割工具应具有较高的寿命。
4 高效铝合金化铣保护层切割加工试验
在满足加工质量的前提下,通过系统切削试验来优化高效铝合金化铣保护层切割工具及其设计参数,更好地满足生产线需要,为铝合金蒙皮化铣生产线提供优质高效的铝合金化铣保护层切割工具。
4.1 切削加工试验方案
为了达到优化铝合金化铣保护层切割工具及其设计参数的目标,切削试验采取下列技术方案。
被加工对象:高效单向大曲率铝合金蒙皮化铣边缘、双向小曲率铝合金蒙皮化铣边缘及双向大曲率铝合金蒙皮化铣边缘等三种铝合金蒙皮化铣边缘曲面。
加工方案:采用压块式铝合金化铣保护层切割工具对铝合金化铣保护层进行切割分离加工。
试验设备、仪器及工具:玻璃钢样板,铝合金化铣保护层切割工具,工具显微仪。通过高精度专业工具显微仪检测刀具切削刃磨损情况,应用专用检测仪器检测加工后的化铣保护层切口宽度。
试验采集的数据要求:需要采集刀具刃口磨损值及涂层切口宽度等参数,检测被加工化铣保护层切口宽度是否合格以及刀具切削刃磨损程度是否合乎要求。依据试验数据,对铝合金化铣保护层切割工具结构及其结构参数进行优化。
4.2 铝合金化铣保护层切割工具参数优化
在保证不损伤玻璃钢样板定位型面的前提下完成铝合金铣蒙皮保护层的分离切割加工,综合分析压块式铝合金化铣保护层切割工具的加工性能、刀具磨损及切削平稳性等试验数据,工具的优化结论为:①刀片厚度为0.5~0.6mm;②切削刃在刀片中心线方向的长度l应在计算值基础上增加0.2~0.3mm为宜;③刀片刃口的法向楔角ε为15°~20°;④切削刃表面粗糙度值不低于Ra0.2;⑤刃口保持锋利,其余锐边倒钝。
5 结语
综合上述关于高效铝合金化铣保护层切割工具的优化数据及试验验证,该项目所研制的专用工具能够满足高效铝合金化铣保护层的切割加工,不仅可以提高铝合金化铣保护层切割加工的质量和效率,还可以降低操作者的劳动强度及加工操作的危险性。
