煤-天然气综合利用制甲醇CO2 减排分析
2022-07-08李胜乾江莉莎
瞿 磊,李胜乾,江莉莎
(1.连云港中星能源有限公司,江苏 连云港 222000;2.常州中南化工有限公司,江苏 常州 213000;3.中复神鹰碳纤维股份有限公司,江苏 连云港 222000)
2020 年9 月22 日,习近平主席在第75 届联合国大会一般性辩论上郑重向全世界承诺,中国二氧化碳排放力争于2030 年前达到峰值,努力争取2060 年前实现碳中和。作为一项重要的战略决策,习主席提出的碳达峰、碳中和目标(以下简称“双碳”目标)有利于实现经济高质量发展和促进生态环境改善。2021 年以来,我国陆续推出“双碳”目标相关政策,从而引导“双碳”落地,国家明确发文遏制“两高”项目盲目发展,政策指导层面已经越来越清晰——“双碳”目标已成为长期国家战略。煤制甲醇行业因其高耗能、高CO2排放特性,受政策影响尤为严重。
陕西延长中煤榆林能源化工有限公司(以下简称“榆能化”)位于陕西省靖边县能化工业园区,建有两套年产180 万t 的煤-天然气综合利用制甲醇装置。该装置利用煤气化“氢少碳多”和天然气转化“氢多碳少”的特点,进行“碳氢互补”和能源的综合利用[1],有效提高了碳元素的回收利用率,大幅降低了CO2排放量,被评为“联合国清洁煤技术示范项目”[2],为甲醇行业的发展提供了一个新的方向。本文以榆能化180 万t/a 煤-天然气综合利用制甲醇项目为基础,与传统煤制甲醇装置进行对比,分析煤-天然气综合利用制甲醇装置在提高碳资源利用率、减少CO2排放方面的优势。
1 煤-天然气综合利用制甲醇联合装置流程
榆能化180万t/a 煤-天然气综合利用制甲醇项目主要工艺流程示意图见图1。甲醇联合装置主要由煤气化、净化、天然气转化及甲醇合成四部分组成。

图1 180 万t/a 煤-天然气综合利用制甲醇项目工艺流程示意图
气化装置采用西北化工研究院多元料浆气化专利技术,以煤为原料,按照一定的水煤比在磨煤机中粉碎研磨进行制浆。水煤浆经高压煤浆泵加压,与空分来的纯度为99.6%以上的O2在6.5 MPa、1 350 ℃~1 400 ℃工况下的气化炉内进行部分氧化反应,产生主要以CO、H2为有效气的粗煤气(有效气产气率>78%),粗煤气经增湿、降温、除尘后送入变换工序,经变换炉调节氢碳比后送入净化装置。
净化装置由低温甲醇洗和硫回收两个装置组成。低温甲醇洗装置采用德国林德专利技术,在高压(5.6 MPa)、低温(-50.5 ℃)工况下利用甲醇将气化送来的变换气脱除CO2、H2S,得到合格的净化气送往甲醇合成装置,解吸的CO2气体就地放空,H2S 气体送往硫回收装置;硫回收装置采用美国KPS 工艺技术,设计包括50 t/d 硫磺产品和86.4 m3/d 酸性水汽提两个单元,其中硫磺产品单元由硫磺回收、尾气吸收与处理、富液再生三个系统组成。
甲烷蒸汽转化装置采用英国戴维公司专利技术,天然气站送入的原料天然气经过脱硫后送入饱和塔,与工艺冷凝液直接接触达到蒸汽饱和,饱和后的天然气添加中压蒸汽后进入预转化炉,并最终进入转化炉进行蒸汽转化反应,产生H2、CO、CO2等混合气(CH4体积分数≤3.35%,CO2体积分数≤7.08%)作为合成甲醇的新鲜气,经各级分离罐分离降温后送入合成装置。
甲醇合成装置采用英国戴维公司专利技术,自甲烷转化来的转化合成气、渣油催化热裂解(DCC)装置的富氢气经合成气压缩机压缩至7.96 MPa,与自煤基合成气压缩机来的煤基合成气混合后进入合成装置,进行预热及合成,反应后经过两台合成塔中间换热器、空冷器、水冷器、粗甲醇分离器,反应生成的粗甲醇进行减压膨胀后进入稳定塔去除轻组分,最后合格MTO 级甲醇送至中间储罐,经储运供MTO 装置使用。
2 甲醇联合装置主要CO2 排放情况
榆能化一期180 万t/a 煤-天然气综合利用制甲醇项目主要CO2排放点共五个:低温甲醇洗产品CO2(该部分CO2纯度达到97.5%,作为产品设计,但目前未进行回收利用)、低温甲醇洗尾气、硫回收装置尾气、转化炉烟气、合成装置轻组分,详见表1。其中低温甲醇洗CO2产品气、低温甲醇洗尾气中CO2主要源自煤气化煤炭燃烧及变换装置CO 变换所产生,产品气中CO2年排放量约为35.55 万t,尾气中CO2年排放量约为39.76 万t;硫回收装置尾气中CO2主要源自低温甲醇洗酸气中携带(根源来自煤气化)及焚烧炉内燃烧反应,年排放量约为3.86 万t;转化炉烟气为燃料气燃烧反应(为转化反应提供热量)后所产生,年排放量约为70.89 万t;合成装置轻组分为甲醇精馏塔塔顶轻组分,该部分无法回收利用,放空至火炬,年排放量约为2.86 万t。综合表1 可知,该项目年CO2排放量152.91 万t,吨甲醇CO2排放量0.85 t。
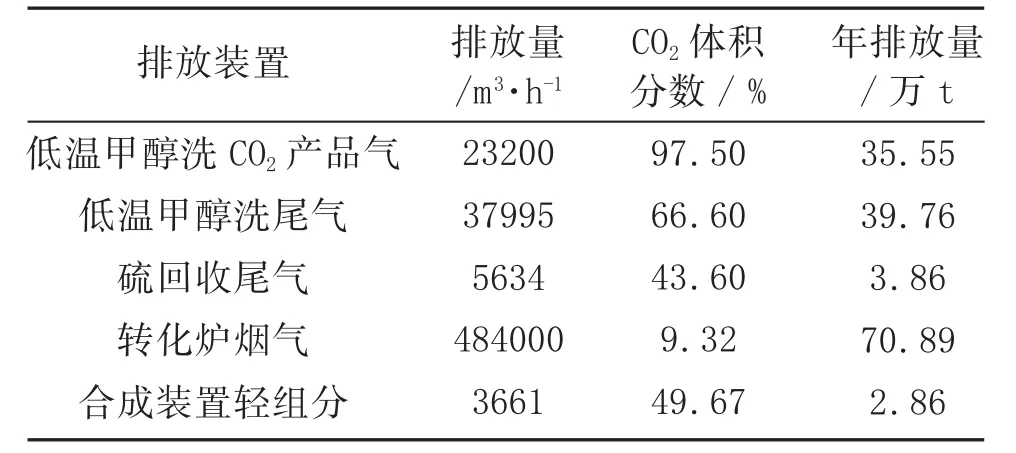
表1 180 万t/a 煤-天然气综合利用制甲醇装置CO2 排放统计
3 与传统煤制甲醇装置的对比
甲醇合成反应是CO、CO2、H2在催化剂作用下进行的合成反应,其反应式主要有式(1)、式(2):

生产运行中一般将甲醇合成反应过程中氢碳比[(φ(H2)-φ(CO2)]/[(φ(CO2)+φ(CO)]控制在2.05~2.15[3],可保证合成反应在可控的前提下得到最高的甲醇产量。
3.1 传统煤制甲醇CO2 排放情况
传统煤制甲醇主要采用水煤浆加压气化、粉煤气化等方式得到粗煤气,粗煤气主要成分为CO、CO2、H2等,其中CO 含量高、H2含量少,无法满足合成反应所需要的氢碳比,因此需要通过变换反应将部分CO 与蒸汽反应生成CO2和H2,以满足氢碳比要求,其反应式为:CO+H2O(g)→H2+CO2+Q。
以传统年产60 万t 甲醇的水煤浆气化装置为例(其粗煤气组分见表2),为达到合成反应所需要的氢碳比2.05~2.15,气化粗煤气中约有57 000 m3/h CO需通过变换反应转化成为CO2,同时生成等体积的H2,占到煤气化反应生成CO 总量的47.3%。传统煤制甲醇工艺合成气中CO2体积分数一般控制在3%,多余CO2在低温甲醇洗工段利用甲醇进行吸附后,直接放空,导致碳资源大量浪费,也成为煤化工行业碳排放的主要来源之一。目前国内煤制甲醇行业吨甲醇CO2排放量达到2.06 t[4],单位产品排放量较高,仅此一项,180 万t/a 甲醇生产装置年CO2排放量就达到370.8 万t。
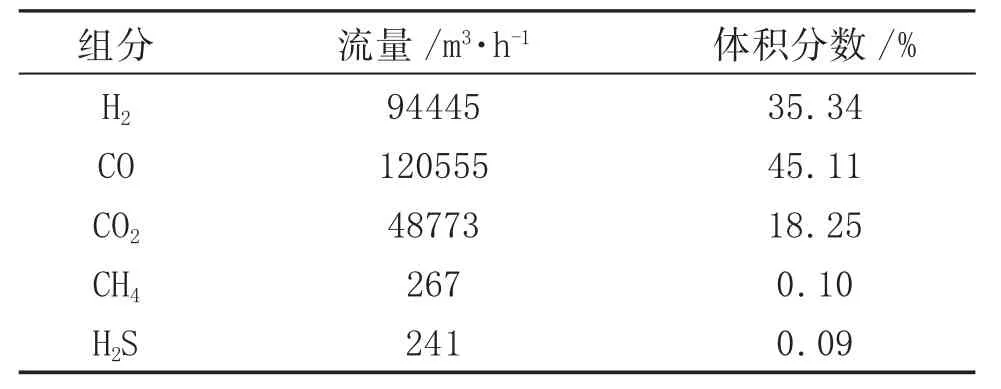
表2 传统煤制甲醇装置(60 万t/a)气化粗煤气组分
3.2 甲醇联合装置与传统煤制甲醇装置的对比
榆能化甲醇联合装置煤气化装置设计甲醇产量60 万t/a,天然气转化装置设计甲醇产量90 万t/a,再通过回收约13 470 m3/h DCC 富氢气,并进行综合配比后,甲醇产量达到180 万t/a。甲醇联合装置充分利用了煤气化装置生产粗煤气中CO 含量高、H2含量低和天然气转化装置生产转化气中CO 含量低、H2含量高的特点,极大减少了CO 变换反应比例,仅有约11 000 m3/h CO 被转化为CO2(甲醇联合装置原料气组分见表3),大大提升了原煤中碳元素、天然气中氢元素利用率,降低了CO2排放量,提升了甲醇产量。该装置吨甲醇CO2排放量为0.85 t,仅为传统煤化工2.06 t 的41.3%,相较180 万t/a 传统煤制甲醇生产装置,年减排CO2量达到217.8 万t。

表3 甲醇联合装置原料气组分m3/h
4 结 语
4.1 榆能化180 万t/a 煤-天然气综合利用制甲醇较传统煤制甲醇有明显的优势,主要体现在以下几方面:
(1)煤-天然气综合利用制甲醇装置极大减少了CO 变换反应的发生和CO2的生成及排放,该装置吨甲醇CO2排放量仅为0.85 t,为传统煤制甲醇的41.3%。
(2)煤-天然气综合利用制甲醇装置极大提高了原料煤中碳元素利用率和天然气中氢利用率,在煤气化设计甲醇产量60 万t/a、天然气转化设计甲醇产量90 万t/a 的情况下,通过“氢碳互补”达到年产甲醇180 万t 规模,经济效益提升明显。
(3)煤-天然气综合利用制甲醇装置一氧化碳变换反应减少,对应的装置投资、催化剂成本同比下降。
4.2 煤-天然气综合利用制甲醇装置相较传统煤制甲醇装置,不仅能耗低,而且碳排放量大幅下降,在目前全国大力推行“双碳”目标的背景下,优势更加突出。随着近年来国内千亿方级天然气田不断被发现、探明,以及南海、海外气田项目的逐步投用,国内天然气供应短缺问题逐渐得到缓解,为煤-天然气综合利用制甲醇装置的发展提供了更好的条件。