TiZrCuNi粉状钎料真空钎焊TA2纯钛接头界面组织及力学性能
2022-07-02杨浩哲裴夤崟龙伟民沈元勋李秀朋
杨浩哲,裴夤崟,秦 建,龙伟民,2,沈元勋,李秀朋
1.郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,河南 郑州 450001
2.中机智能装备创新研究院(宁波)有限公司,浙江 宁波 315700
0 前言
钛及其合金具有比强度高、耐蚀性好、高温强度和低温韧性优异等特点,在航空航天、海洋、化工等领域获得了广泛的应用[1-2]。钎焊是钛合金复杂、薄壁部件的重要连接方法,解决钛合金低溶蚀、高可靠钎焊连接具有重要的科学和工程意义,因此,钛及其合金用钎料和钎焊工艺的研究一直备受关注。Ganjeh等[3]研究了钛基钎料钎焊纯钛与TC4异种接头的组织与性能,在870℃保温20 min时接头中存在带状金属间化合物,脆性相的连续分布导致接头在剪切试验中发生脆断。Jing等[4]研究发现在TiZrCuNi钎料中加入一定量Ag元素能减少金属间化合物的生成,在875℃保温10 min工艺条件下可获得强度为469 MPa的CP-Ti/Ti6Al4V接头。Chang等[5]探讨了工艺参数对Ti-6Al-4V/Ti-15-3接头强度的影响,发现通过提高钎焊温度和延长保温时间能够消除金属间化合物相,从而使接头断裂模式由脆性断裂转变为韧性断裂,改善了接头的脆性。
目前,钛及其合金钎焊的研究主要集中在高性能钛合金母材及钛合金/异种金属的钎焊,而纯钛钎焊面临的如易溶蚀和形成脆性扩散层等难题尚未得到较好的解决,因此本文采用商业TiZrCuNi粉状钎料对TA2商业纯钛进行真空钎焊试验,研究接头界面显微组织和元素扩散情况,通过剪切试验和硬度测量对接头的力学性能进行表征和分析。
1 试验方法
试验采用TA2纯钛作为母材,其化学成分符合GB/T 3620.1-2016标准。钎料采用郑州机械研究所生产的TiZrCuNi粉状钎料,其名义化学成分见表1。将TA2母材加工成50 mm×60 mm×10 mm的试块,采用如图1所示的方式进行装配,钎焊完成后在试件中心区域取12个10 mm×10 mm×20 mm试样进行显微组织和力学性能分析。试验前,用砂纸打磨母材待焊表面去除氧化膜,然后将试块放入丙酮中超声清洗15 min,以去除试块表面油污。清洗完成后,使用钎焊工装夹具对试样进行装配和固定,随后在真空度小于8×10-3Pa的真空炉(ZGS-120)中进行钎焊连接。
图1 钎焊接头装配示意Fig.1 Schematic diagram of brazing assembly
钎焊工艺参数为:钎焊温度940℃,保温20 min后随炉冷却至室温。为保证钎焊过程中炉腔内和试件的温度场分布均匀,采用如图2所示的钎焊热循环。钎焊完成后取试样进行组织和性能的表征,使用万能试验机(MTS GDX300)对试样进行剪切试验,采用扫描电镜(Phenom XL)及能谱仪对钎焊接头界面组织和剪切断口形貌进行观察,用维氏硬度计(HV-1000A)对接头显微硬度进行测量。

图2 钎焊热循环Fig.2 Brazing heat cycle
2 试验结果及分析
2.1 Ti/TiZrCuNi/Ti接头界面组织
Ti/TiZrCuNi/Ti接头界面组织如图3所示,钎缝中未出现明显的裂纹和气孔等焊接缺陷,钎料与母材能实现良好的冶金结合。图3a为接头整体的微观组织,钎缝宽度约400 μm,根据界面组织形态特点可将接头对称分为4个区域,分别为反应层Ⅰ、扩散层Ⅱ、晶间渗入层Ⅲ和母材Ⅳ。
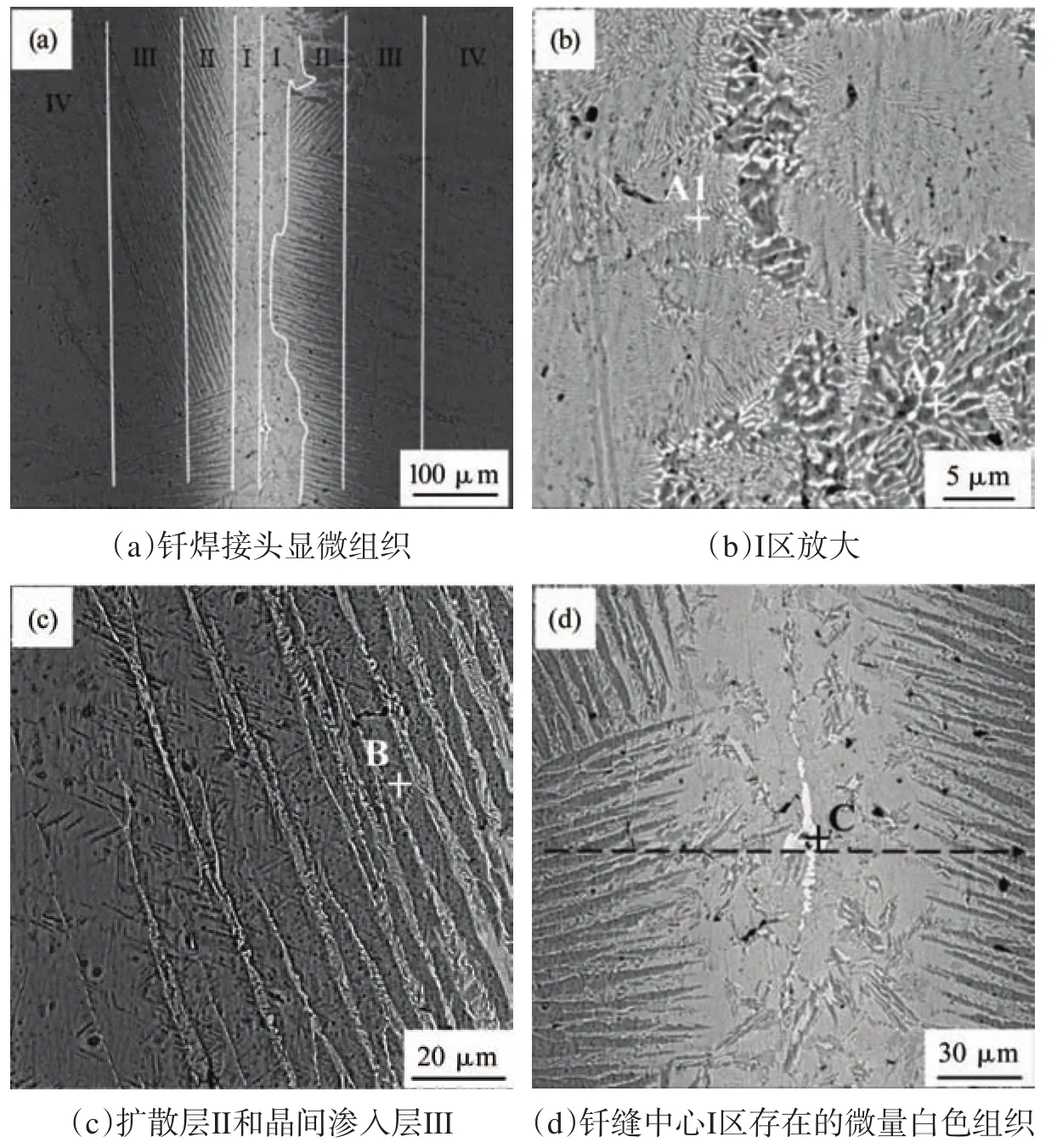
图3 TA2钎焊接头典型界面结构Fig.3 Typical interfacial microstructure of TA2 joint brazed at 940℃/20 min
为了明确接头的显微组织和各物相组成,使用EDS能谱对钎缝中各组织进行成分分析,结果如表2所示。

表2 图3中各点EDS分析结果(原子分数,%)Table 2 EDS results and possible phase of each spot in Fig.3(at.%)
图3b为Ⅰ区的放大图,其微观组织由片层相间的灰色和白色相组成,结合EDS能谱分析推测其应为共析反应产物。由于Cu、Ni元素属于钛β稳定化共析型元素[6],当温度低于共析点时,将发生β→α+AxBy共析转变,由β相转变为α相和金属间化合物,因此形成层片状白色金属间化合物(Ti,Zr)2(Cu,Ni)和灰色α-Ti的共析组织[7]。图3c为扩散层Ⅱ和晶间渗入层Ⅲ的组织结构,其主要由针状α-Ti和分布其间的共析反应产物组成。由于钎焊温度(940℃)高于Ti的α→β转变温度,在此温度下Ti以bcc结构的β-Ti形式存在,由于扩散作用,β-Ti中固溶了一定量的Cu和Ni元素,冷却初期冷速较快时,含有少量Cu、Ni元素的β-Ti转变为针状α-Ti和在其间分布的残余β-Ti,残余β-Ti在进一步降温时发生共析转变形成了α+(Ti,Zr)2(Cu,Ni)的共析组织。渗入到α-Ti的组织可能是(Ti,Zr)2(Cu,Ni)[8],由于单一α-Ti层的强度和硬度较低,残余钎料可能渗入到α-Ti晶界处形成晶间渗入[9]。图3d显示钎缝中心Ⅰ区存在微量白色组织,经EDS能谱分析可知其为(Ti,Zr)2(Cu,Ni)金属间化合物,该组织成分与原始钎料相近,组织特征与残余钎料类似[10],因此判断其为钎焊温度下形成液相后未充分扩散而残余的原始钎料。
钎焊接头界面的元素分布情况如图4所示,其中图4e所示为图3d中箭头方向的EDS元素线扫描结果。结合EDS能谱面扫描及线扫描结果可知:Ti元素分布于整个钎焊接头,在母材和针状组织中分布较多,残余钎料中分布较少;Zr元素主要存在于残余钎料、接头反应层和扩散层中,在针状α-Ti中分布较少;Cu和Ni元素的分布情况类似,其在接头残余钎料中有明显富集,在反应层和扩散层中有一定分布,且分布均匀,线扫描的Cu、Ni含量异常上升是由于扫描步长落在了针状α-Ti之间的共析组织区,共析组织针状α-Ti中几乎不含有Cu和Ni元素。
当钎焊温度上升至钎料固相线后,钎料开始熔化形成液相,液态钎料中的合金元素向母材扩散,随着钎焊温度上升至Ti的α→β转变温度时,母材Ti由hcp结构转变为bcc结构,温度的提高和晶体结构原子堆垛密度的降低提高了Ti的扩散系数,因此使得元素扩散作用进一步加剧。Zr属于Ti的中性合金化元素,其与Ti在固相和液相可任意互溶,因此Zr元素发生了明显地扩散,但是由于Zr的原子半径较大,扩散需要更大的激活能[11],通过热运动进行强烈扩散的难度较大[12],因此其扩散程度受距离影响明显,图4e中Zr元素的梯度分布证实了这一点。Cu和Ni在β-Ti中固溶度较大,940℃条件下其能通过扩散作用固溶于β-Ti中,冷却过程中,含有Cu、Ni的β-Ti发生β→α+(Ti,Zr)2(Cu,Ni)共析转变,随着温度进一步降低,Cu和Ni元素在α-Ti中的固溶度下降,其继续以(Ti,Zr)2(Cu,Ni)化合物形式析出,因此Cu和Ni元素主要以(Ti,Zr)2(Cu,Ni)化合物形式存在于钎焊接头反应层和扩散层,α-Ti对Cu和Ni的固溶度极低,因此针状α-Ti中几乎不含有Cu和Ni元素。

图4 钎焊接头界面元素分布Fig.4 Interfical elements distribution of brazing joint
2.2 钎焊接头的剪切性能
通过剪切试验对钎焊接头的力学性能进行表征。在钎焊温度940℃、保温时间20 min的工艺参数下,TA2钎焊接头平均剪切强度可达322 MPa,最高值370 MPa,载荷-位移曲线如图5所示。由于金属间化合物硬度高、脆性大,往往成为裂纹起点,大量连续分布的脆性金属间化合物也会成为裂纹扩展路径,造成接头强度严重下降[13]。钎焊接头界面微观组织显示,钎缝中几乎不存在连续分布的金属间化合物,除极少量残余钎料存在于钎缝中心,其余(Ti,Zr)2(Cu,Ni)金属间化合物皆以薄片层状形态分布在共析组织中,这种非连续分布的金属间化合物有助于提高接头强度[14],使接头平均剪切强度达到母材极限剪切强度的84%。
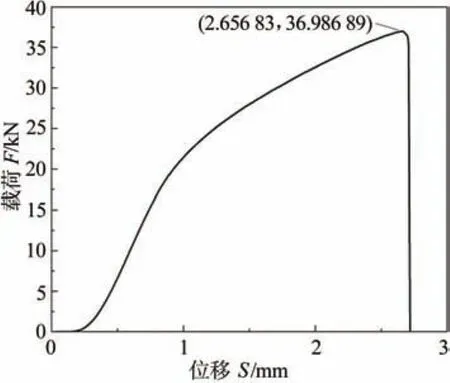
图5 剪切试验载荷-位移曲线Fig.5 Load-displacement curve of shear test
对剪切试验后的断口进行观察,发现断裂发生在钎缝处,断口形貌如图6所示。图6a为脆性断口与韧窝断口的复合断口形貌,图6b断口形貌呈现明显拉长的韧窝特征,说明钎焊接头具有一定的塑韧性,而图6c断口形貌呈现出沿晶韧窝和解理断裂特征,因此可以判断接头剪切断裂方式为具有韧性和脆性特征的复合断裂模式。
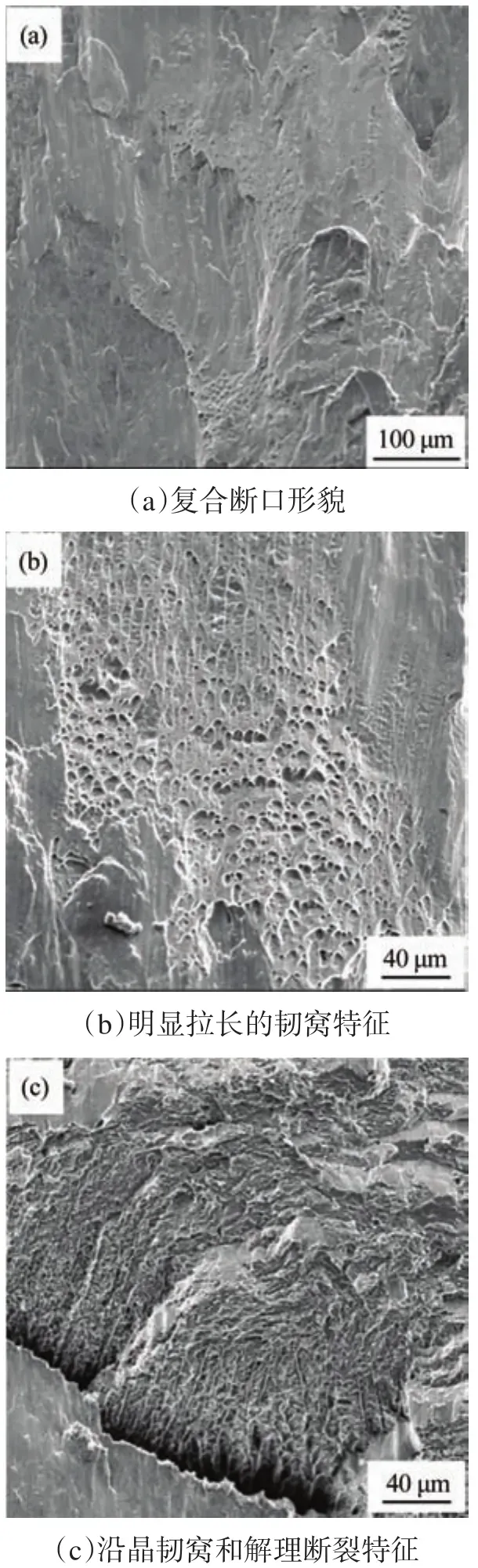
图6 接头剪切断口形貌Fig.6 Fractograph of joint after shear test
2.3 钎焊接头界面的显微硬度
图7为钎焊接头垂直焊缝方向10 kgf的维氏硬度分布测试结果。可以看出,硬度在焊缝两端呈对称分布,TA2母材硬度大约为140 HV10,晶间渗入区硬度约为180 HV10,扩散层针状组织+共析组织硬度约为210 HV10,钎缝中心反应区共析组织硬度在300 HV10以上。可见由母材向钎缝中心硬度逐渐提高,原因是钎缝中形成了(Ti,Zr)2(Cu,Ni)脆硬相[15]。
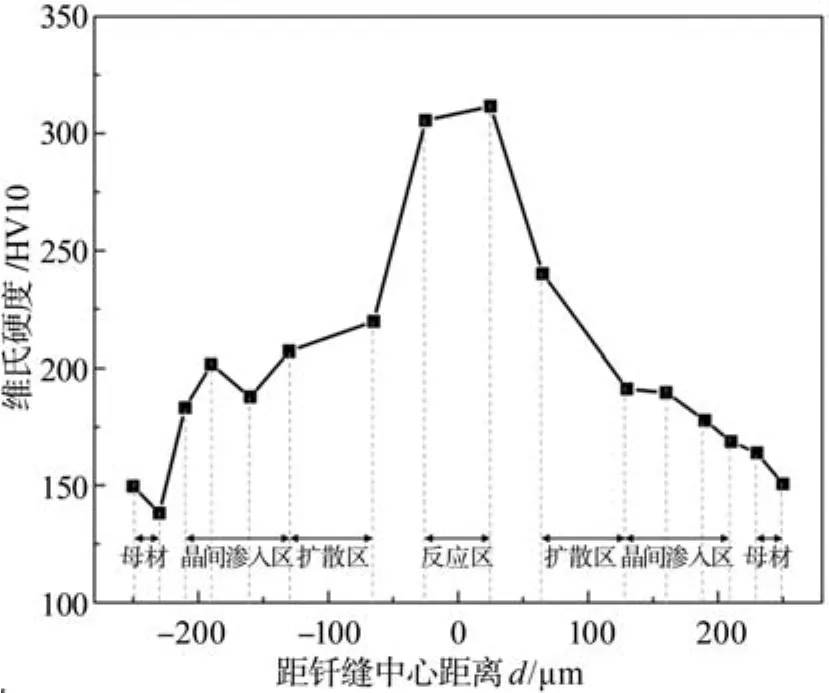
图7 钎焊接头硬度分布Fig.7 Hardness distribution of brazing joint
3 结论与展望
(1)采用TiZrCuNi粉状钎料实现了TA2的真空钎焊连接,在940℃×20 min工艺参数下获得的接头典型界面组织结构为TA2/针状α-Ti+共析组织(α-Ti+(Ti,Zr)2(Cu,Ni))+残余钎料/TA2。
(2)钎缝界面Cu、Ni元素分布较为弥散均匀,主要存在于残余钎料和共析反应产物中,针状α-Ti中不含有Cu和Ni,其仅由Ti、Zr元素组成,Zr的分布具有明显的梯度。
(3)钎焊接头室温抗剪强度为322 MPa,为TA2母材极限剪切强度的84%,断口形貌显示钎焊接头具有一定塑韧性,断裂模式为韧性和脆性复合断裂。
(4)共析反应产物片层状(Ti,Zr)2(Cu,Ni)化合物的产生使钎缝硬度提高到母材的两倍以上,脆性金属间化合物降低了接头的塑韧性。
(5)显微组织显示钎焊接头扩散区形成了α-Ti与共析反应产物的针状相间组织,对于针状组织的形成机理及性能有待进一步研究。
(6)本文仅研究了一组工艺条件下钎焊接头的显微组织与力学性能特点,由于钎焊工艺参数对钎焊接头的组织和性能有很大影响,因此有必要系统性开展钎焊温度、保温时间等工艺参数对接头组织性能的影响研究。