连退飞剪剪切定位控制研究与改进
2021-10-14张益滔
张益滔
[中图分类号] TG95
[文献标志码]A
[文章编号]2095-6487 (2021) 02-0034-02
Research and Improvement on Shear Positioning Control of Flying Shear
Zhang Yi-tao
[ Abstract]In this paper, the positioning control of flying shear in Shougang Jingtang cold rolling continuous annealing line is studied. Aiming atthe problem that the positioning failure of flying shear is caused by manually modifying the curting length during the positioning operation of flying shear,the positioning control system of flying shear is studied and optunized, and good results are achieved, which ensures the normal automatic cutting of flyingshear
[ Keywords] nying shear; positioning; control system; optimization
苜钢京唐1700连退机组出口段剪切带钢采用的是曲柄式飞剪,飞剪通过一级自动化定位程序实现自动剪切功能,从而能够保证产线的连续生产。在实际生产过程中,人为修改b剪剪切长度造成飞剪剪切定位设定值发生变化,导致飞剪剪切定位失败,
b剪剪切自动步报错无法自动运行,影响出口区域正常生产。本文针对飞剪剪切定位控制进行了分析研究,并制定了一系列措施,解决了飞剪定位失败问题。
1 飞剪剪切定位
1.1 飞剪剪切定位介绍
1700连退机组出口区域安装一台曲柄飞剪,该飞剪的作用是用来带尾或带中分切,同时还具有切废和取样的功能。曲柄飞剪在运行过程中,带钢能够以60 m/min速度通过飞剪,从而保证了产线的连续运行,提高了产线的生产效率。
1700连退机组出口飞剪剪切的顺序为前卷带钢带尾取样,带尾切废,焊缝前后两卷分卷,后卷带钢带头切废,带头取样或者带中分切。飞剪剪切刀数及剪切长度可以通过计算机二级系统或操作人员通过操作界而进行手动设定下发。飞剪剪切定位程序根据设定的带钢剪切刀数和剪切长度计算出带钢第一刀剪切点位置。这个位置以带钢焊缝为参照,并在b剪剪切定位程序内部实时计算并更新。
当带钢第一刀剪切点距离飞剪300 m时,飞剪剪切定位程序触发,开始对带钢第一刀剪切点的位置进行实时跟踪,剪切定位程序启动后定位设定值冻结,无法更改,第一刀剪切点到达飞剪时,出口带钢速度减速至剪切速度60 m/min,此时飞剪剪切定位完成,同时启动飞剪剪切自动步对带钢进行剪切。
在实际生产过程中,当飞剪剪切定位启动后,定位设定值冻结,无法更改,为保证剪切定位正常完成,要求操作人员飞剪剪切定位启动后不能修改剪切长度,由于操作人员经常需要焊缝过表榆仪( 200m)后根据带钢缺陷修改带钢带尾剪切长度,带钢第一刀剪切点实际位置发生变化,而定位程序里还是按照初始第一刀剪切点进行定位,导致带钢第一刀剪切点到达飞剪时速度不为60 m/min,飞剪剪切定位失败,飞剪剪切自动步报错无法自动运行,从而影响出口区域正常生产。目前,针对飞剪剪切定位启动后,为防止修改飞剪剪切长度影响出口运行,产线操作人员往往手动将焊缝停到飞剪前采取半自动模式进行剪切,严重影响了出口操作人员的工作效率,增人了操作人员的劳动强度。
1.2 飞剪剪切定位控制模型
飞剪剪切定位的过程是确定第一刀剪切点到飞剪的长度,并实时根据出口区域8#张力辊电机编码器计算反馈实际长度,进行速度斜坡定位控制。
(1)定位实际值。当带钢第一刀剪切点距离飞剪300m时,飞剪剪切定位程序启动,S set=300m作为飞剪剪切定位控制模型的定位设定值。
(2)定位实际值。S。ct:实际位置是由出口区域8#张紧辊电机编码器通过高速计数器计算编码器旋转过的脉冲数,根据编码器旋转一剧的固定脉冲数和旋转一剧电机转动的固定距离,可计算出带钢实际位置。另外,由于自动化一级系统CPU扫描时间及现场长距离通信导致延时问题,程序里计算出来的定位实际值存在延时,通过在程序中引入死区时间Tdead来补偿定位偏差,定位实际值计算公式如下:
Sac,=CpulseI/1OOO+VLTdead
式中:Cpulse。:为脉冲数;I为脉冲当量(mm/脉冲)。
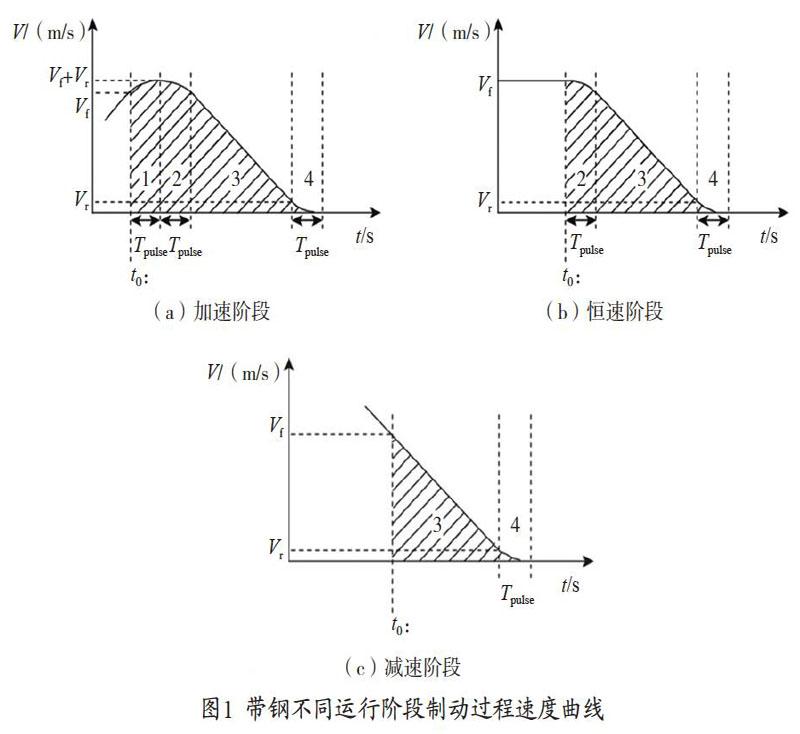
(3)制動距离Sbrk。带钢通过制动降速由运行状态到停止状态,制动降速的距离取决于带钢实际运行速度、最人制动加速度,以及制动起始运行状态,是加速过程、恒速过程还是减速过程。
制动距离分为四个部分,分别由Sl、S2、S3、S4四个部分组成。
根据带钢速度控制原理,带钢在加减速起始阶段和结束阶段速度会有平滑过渡,同样,定位过程在加减速起始阶段和结束阶段速度会有下滑过渡。
制动距离Sbrk的计算分为加速阶段、恒速阶段、减速阶段3种情况。
(1)加速阶段。如图1(a)所示。
S1=(Vf+Vr)Tpulse S£
S2= (Vf+ V)Tpulse-Sr
S3=警
S3=V2f-V2r/2Aset
Sbrk= S1+S2+S3+S4
上述式中,Sl - S4分别为带钢速度光滑加速段、光滑减速段、恒减速段、光滑停止段的制动距离;Aset为设定加速度;Tpulse。为光滑时间,即加速度从O到设定加速度(加速度从设定加速度到O)经过的时间;Sr为光滑距离,即加速度从O到设定加速(加速度从设定加速度到O)经过的距离;Vr为光滑速度,即加速度从O到设定加速度(加速度从设定加速度到O)的速度变化量。Vf为定位开始时的带钢线速度。
(2)恒速阶段。如图1(b)所示,制动距离由S2、S3、S4三部分组成。
(3)减速阶段。如图l(c)所示,制动距离由S3、S&两部分组成。
当定位偏差△S=S。et-S。ctrS_brk时,带钢开始减速,直至当剪切第一刀到达E剪时,速度降速到剪切速度60 m/min。
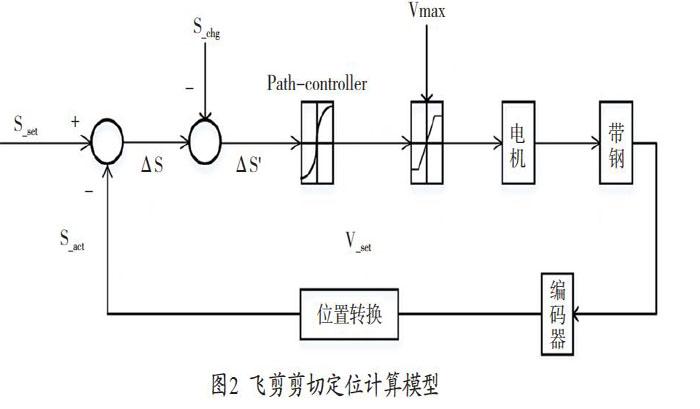
J set为设定位置,为一常数300m。
S act为E剪第一刀剪切点距离E剪的实际位置。
S_brk为制動距离,带钢启动降速的距离。
△J为定位偏差。
Vset为设定速度。
Vmax为带钢运行运行的最人速度。
Path-controll为路径控制器,该控制器的作用是通过定位偏差△S的实时变化不断重新计算带钢的速度设定值Vset,从而达到E剪剪切定位的精确性和快速性。当设定位置S set和实际位置S。ct的偏差△S较人时,带钢能够以工艺设定的带钢最人运行速度Vmax运行,以满足b剪剪切定位控制的快速性。随着△S逐渐减小,当△S茎S。时,Vse,逐渐减小,直至△S为O时,Vset等于完成定位速度设定值。2飞剪剪切定位控制模型优化
在实际生产过程中,当b剪剪切定位启动后,定位设定值冻结,无法更改,为保证剪切定位正常完成,要求操作人员飞剪剪切定位启动后不能修改剪切长度,由于操作人员经常需要焊缝过表榆仪( 200m)后根据带钢缺陷修改带钢带尾剪切长度,带钢第一刀剪切点实际位置发生变化,而定位程序里还是按照初始第一刀剪切点进行定位,导致带钢第一刀剪切点到达飞剪时速度不为60 m/min,飞剪剪切定位失败,飞剪剪切自动步报错无法自动运行,影响出口区域正常生产。目前,针对飞剪剪切定位启动后,为防止修改飞剪剪切长度影响出口运行,产线操作人员往往手动将焊缝停到飞剪前采取半自动模式进行剪切,严重影响了出口操作人员的工作效率,增人了操作人员的劳动强度。
为避免飞剪定位运行过程中手动修改剪切长度导致飞剪定位失败的问题,对飞剪定值控制进行优化,建立一种基于剪切长度的自适应飞剪定位控制模型,如图2所示,在飞剪定位控制程序中增加变量S_chg,该变量代表手动修改带尾剪切长度,当飞剪剪切定位启动时变量S_chg初始值为零,此时定位设定值S set=300m,定位偏差△S通过路径控制器后,将得到的Vset作为带钢的速度设定值。当焊缝过表检仪后,操作人员根据带钢带头尾的缺陷情况,手动修改带尾的剪切长度S_chg,定位系统接收剪切长度修改信号,同时对飞剪剪切定位设定值进行修正,修正后的定位设定值:
Sset=S set-S_chg
实际定位偏差根据手动修改带尾的剪切长度进行!史时修正:
△s=set-S_chg
当△S小于等于制动距离S brk时,带钢开始逐渐降速,直至第一刀剪切点以60 m/min速度到达飞剪时定位完成,飞剪启动剪切自动步进行剪切。
b剪剪切定位模型优化后,在实际生产过程中,当焊缝停到切边剪时,此时距离飞剪距离为49m,位置偏差△S‘△S=52m,操作人员修改剪切长度S_chg=12m,此时位置偏差自动修正△SL△S-S曲g=37m,当带钢升速到速度为210 m/min时,此时制动距离S_brk=17.3 m,剪切笫一飞位置距离b剪△S'=17.3 m,△S'=S_brk,带钢开始降速,当剪切第一刀到飞剪时,带钢速度降为60 m/min,飞剪剪切定位完成,飞剪自动步启动开始自动剪切。3结束语
通过深入研究飞剪剪切定位控制逻辑,建立一种基于剪切长度的自适应飞剪定位控制方法,提高了飞剪剪切定位位置的计算和控制精度,消除了由于人工修改飞剪剪切长度所带来的定位失败的问题,保证了产线的稳定运行。
参考文献
[1]李全鑫冷轧连续退火线带钢跟踪系统设计及应用[D]大连:大
连理工大学,2017[2]马伟亮宝钢热镀锌机组焊缝跟踪系统[J]冶金自动化,2013 (1):
53-56[3]刘宇楠浅谈二冷轧连退机组带钢跟踪故障处理与系统完善【J]
本钢技术,2010 (5):19-24[4]王明,李海亮,李立,等冷轧连退机组出口剪故障原因分析及
改进措施[J]冶金信息导刊,2016 (6):43-47.[5]刘向彬,李立冷轧连续退火机组出口飞剪角度自适应修正控制
[J]冶金自动化,2017,41 (1):74-76.
