基于专利角度分析钛合金焊接技术发展现状
2022-07-02马青军王泽军武鹏博徐亦楠方乃文
马青军,王泽军,韦 晨,武鹏博,曹 浩,徐亦楠,方乃文
1.天津市特种设备监督检验技术研究院,天津 300192
2.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028
0 前言
钛合金具有无磁、比强度高、耐腐蚀性能良好、加工性能优异等优点,被广泛应用于船舶、海洋工程、航空航天及生物医疗等重点领域,成为当前应用最多的合金之一,近几十年来,为满足各个领域对钛合金性能提出的不同需求,国内对钛合金的研究极其活跃[1]。钛合金根据化学成分可分为α型钛合金、近α型钛合金、β型钛合金、近β型钛合金及αβ型钛合金共五类[2]。随着钛合金体系进一步完善,新型钛合金不断应用,对钛合金结构焊接技术创新发展的需求也越来越迫切。
近年来,与钛合金焊接相关的装置、工艺与材料等方面的创新研究呈现井喷式发展。创新不仅是企业赖以生存和发展的关键,更是国家科技进步的动力,我国已经把自主创新能力作为调整经济结构、转变经济增长方式、提高国家竞争力的中心环节,把提高自主创新能力摆在了全部科技工作的首位[3]。随着经济全球化进程加快及科学技术的迅猛发展,与创新密切相关的知识产权制度在经济和社会活动的地位得到了极大提升,专利就是对科技创新成果进行法律保护的主要载体之一[4]。因此,研发机构在掌握一些钛合金产品焊接核心技术后,会形成拥有自主知识产权的专利。专利作为一种文献类型是全球最大的技术信息资源,在科技研发与行业情况分析中具有重要作用。
因此,文中基于专利角度浅析了我国钛合金焊接技术发展现状,使用国家知识产权局的新版专利检索与分析系统并结合中国知网以“钛合金焊接”为关键词进行检索,针对钛合金焊接专利申请量的变化趋势、主要技术领域、区域分布、重点专利类型等进行了统计分析,旨在了解目前国内钛合金焊接知识产权现状与发展方向。
1 钛合金焊接专利申请总体情况
截止2021年12月31日,经检索得到与钛合金焊接相关专利申请共计450件。《中华人民共和国专利法》规定经初步审查符合专利法要求的发明专利,自申请日起满18个月,即行公布,行政部门可以根据申请人的请求早日公布其申请。由于此条款规定使部分已经提出申请的专利未被数据库收录,同时由于系统数据存在时滞性,因此文中统计数据具有不完全性,但是统计分析结果仍具有代表性意义[5]。
1.1 年度申请量变化趋势
我国钛合金焊接专利年度申请量变化趋势如图1所示。研究样本表明,我国早在1987年由航空部成都发动机公司申请了一种适用于焊接薄至0.3mm的不锈钢及钛合金材料的直流氩弧焊机控制箱,并在1992年获得实用新型专利授权,直至2008年我国关于钛合金焊接专利申请数量每年都小于10件,这表明该时间段内国内钛合金焊接技术研究尚处于起步阶段,属于萌芽期。自2009年开始,每年专利申请件数突破10件,并于2017年达到了33件,申请数量有了明显提高。2017年以后,专利申请量快速增加,在不能完全统计的情况下,2021年申请量达到了80件以上。总体来看,我国钛合金焊接技术经过20余年的探索与研究,从2007年开始研究热度不断提高,专利申请量呈现快速增加态势,表明钛合金焊接已经引起了企业、科研院所及研究机构的重视,吸引了很多科研工作者进入该领域从事研究工作。

图1 我国钛合金焊接专利年度申请量Fig.1 Annual application quantity of titanium alloy welding patents in China
1.2 技术领域衍变趋势分析
IPC分类是国际唯一通用的专利文献分类与检索工具,我国一般使用该分类,一个完整的分类号由部、大类、小类、大组或小组符号构成。其中,部一共有8种,分别为A部——人类生活必需(农、轻、医);B部——作业、运输;C部——化学、冶金;D部——纺织、造纸;E部——固定建筑物(建筑、采矿);F部——机械工程;G部——物理;H部——电学。通过对分类号中部的分析可以在一定程度上体现某类型专利在不同技术领域的演变趋势,图2是依据部统计分析的钛合金焊接专利技术领域的衍变情况。
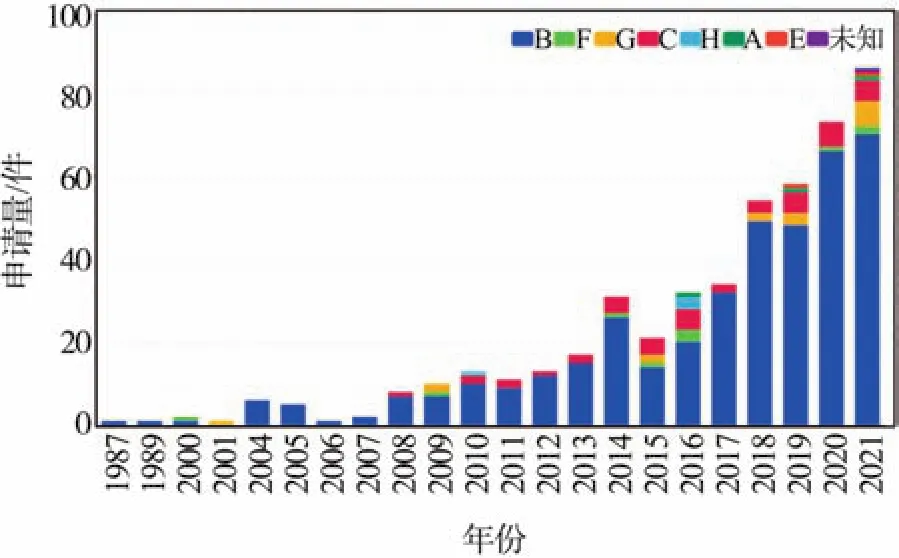
图2 钛合金焊接专利技术领域衍变情况Fig.2 Evolution of titanium alloy welding patent technology fields
由图2可知,在萌芽期钛合金焊接专利涉及到的技术领域基本为B部,只有在2000年和2001年分别涉及到了少量F部和G部;经过十几年不断发展,钛合金焊接专利现已涉及到除D部以外的全部领域,其中B部最多,C部次之。这说明钛合金焊接技术作为一种基本热加工工艺已经广泛服务于各行各业,同时也表明不同领域钛合金的快速发展对其焊接技术不断提出新的需求与挑战,促使其不断发展,焊接已经成为钛合金必不可少的连接技术。
1.3 主要申请人及区域分析
图3是钛合金焊接专利申请量排名前10位的申请人。中国船舶重工集团公司第七二五研究所位居榜首,哈尔滨工业大学次之,第3位是中国兵器工业集团有限公司所属国有大型一类骨干企业江麓机电集团有限公司,该公司是重点保军企业。申请人排名表明,目前国内关于钛合金焊接技术研发主体是科研院所及高校,前10位申请人共计申请了117件专利,占总数的26%,剩余74%共有232个申请人,这间接说明了国内企业在钛合金焊接方向自主研发能力不强,可能与企业较难获得项目与基金支撑有关。另外,通过对申请人类型分析表明钛合金焊接技术应用较多的是船舶、航空航天及军工行业。

图3 钛合金焊接专利申请量排名前10位的申请人Fig.3 Top 10 applicants for titanium alloy welding patents application quantity
图4表明除了3件专利申请区域在国外,其余均在国内,北京市申请数最多为62件,辽宁省、陕西省和江苏省数量较为接近,分别为47、44和42件。然而区域内申请量多并不一定表明该区域内钛合金焊接产业规模大,比如河南省申请量为34件,但是中国船舶重工集团第七二五研究所就申请了24件。因此,为了更充分地表征钛合金焊接在不同区域的产业规模及研究情况,使用排名前10申请人所在区域申请量减去排名前10申请人的申请量,结果如表1所示,去除排名前10申请人的申请量后,北京市仍有43件,陕西和江苏分别为36件和34件,而黑龙江省最低只有8件。
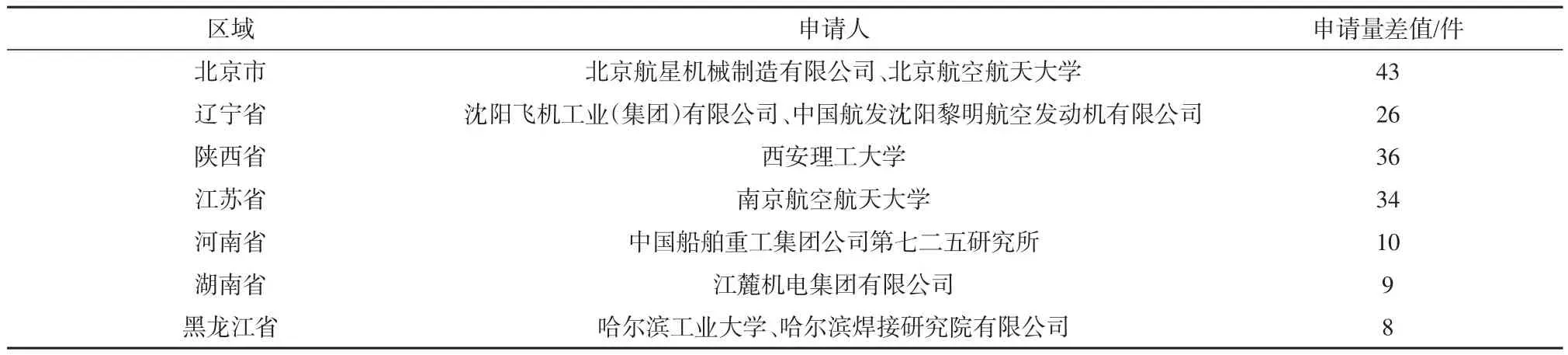
表1 排名前10申请人所在区域的申请量减去排名前10申请人的申请量Table 1 Application quantity of the top 10 applicants in the region minus the application quantity of the top 10 applicants

图4 钛合金焊接专利申请区域分布Fig.4 Distribution of titanium alloy welding patent applications
2 钛合金专利重点方向分析
2.1 保护装置
钛合金的化学性质很活泼,与氧有很强的亲和力,室温下其表面会形成稳定且坚固的氧化膜,如图5所示,氧化膜的存在会使钛合金具有较好的耐腐性能,但是当温度高于648℃时,其抗氧化能力急剧降低[6]。当钛合金暴露在大气中时,如果温度超过250℃会开始吸收氢、400℃时开始吸收氧、600℃时开始吸收氮,这些小间隙元素会以原子形式进入晶格中,使钛合金的强度与硬度升高[7]。氢是β相稳定元素,随着焊缝中氢含量增加,焊缝中片状或针状γ相(TiH2)增加,降低了焊缝冲击性能。另外,TiH2的析出会导致应力增加,高应力会诱导氢扩散聚集,从而引起延迟裂纹[8]。氧和氮都是α相稳定元素,在钛的α相和β相中溶解度高,并能形成间隙固溶相,使钛晶格严重扭曲,焊缝中氧含量超过3 000×10-6可能导致焊缝或热影响区出现横向裂纹。700℃时氮会与钛生成脆硬的TiN,显著降低钛合金塑性。图6中的裂纹缺陷就是由于钛合金焊接过程中焊缝被污染导致,所以在焊接钛合金时必须妥善保护焊接区域(包括熔池背面)以防止焊缝被污染[9]。

图5 钛合金表面氧化层(最上层)Fig.5 Oxidation layer on titanium alloy surface(top layer)

图6 钛合金焊接接头焊缝与热影响区裂纹Fig.6 Cracks in weld and heat affected zone of titanium alloy welded joint
通过对专利分析发现,焊接钛合金时对焊接区域保护方式主要是采用惰性气体隔绝大气或真空环境。但真空保护成本过高,工件尺寸也受到很大限制,多是配合真空焊、扩散焊及钎焊等特殊焊接方法使用,所以钛合金焊接通常采用惰性气体隔绝大气的保护方法,该方法主要分为局部保护和整体保护,且必要时需配置冷却装置,如方乃文[10]等人设计了一种大厚度钛合金板窄间隙激光填丝焊接用气体保护装置(公开号:CN212946025U),使保护气体通过送气铜管向下排放,对焊接熔池进行全方位的保护,保护气体经送气铜管可在短距离内有效降低紊流,提高保护气流挺度与平稳性,抑制金属蒸气羽辉,并充分利用铜导热性快的特性来降低焊接区域温度。图7是一种GTAW焊接用整体保护装置,其结构相对复杂,内部空间有限,多适用于小构件焊接。图8是一种典型MIG焊用局部保护装置示意图,大部分专利均是基于此种保护形式,目的是为了更好地适应焊接方法及被焊构件的多样化,设计了不同装置结构,所以对于保护装置申请的专利而言,实用新型专利要多于发明专利。

图7 整体保护装置Fig.7 Overall protection device
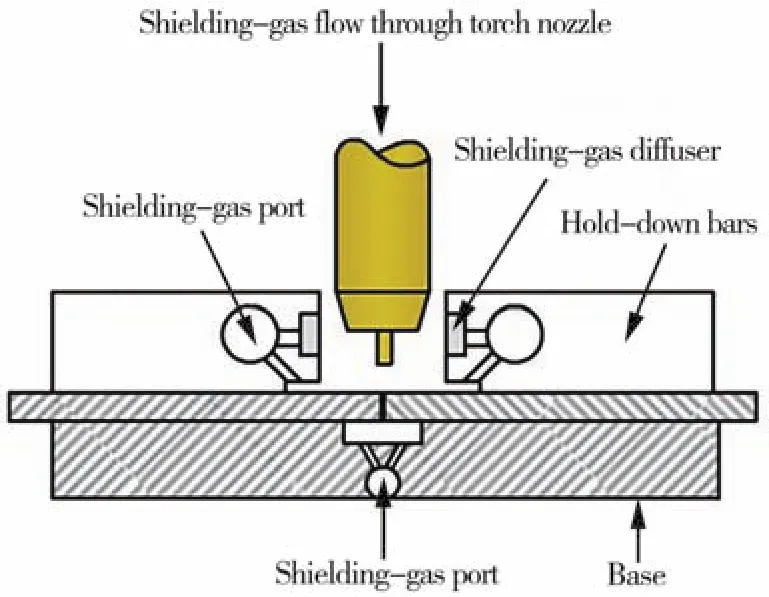
图8 局部保护装置示意Fig.8 Schematic diagram of local protection device
2.2 钛合金与异种材料的焊接
钛合金与异种材料的焊接难点主要是两者的晶格类型、晶格参数、原子半径及外层电子结构不同,组织成分、物化性能差异大,使两者存在“冶金学上的不相容性”[11]。焊接时由于母材熔化量不同,容易导致焊缝偏移且产生较大应力,另外焊接过程中生成的金属间化合物是恶化焊接接头性能的主要因素之一。
通过专利检索发现,钛合金与异种材料的焊接已经成为当今研究热点之一,这些材料种类包括但不限于不锈钢、铜及铜合金、铝及铝合金、镁及镁合金、高温合金、复合材料及非金属材料。焊接方法主要包括真空扩散焊、钎焊、电子束焊、激光焊、氩弧焊、搅拌摩擦焊、氩弧焊-钎焊复合焊等。对专利进行统计发现,钛合金和不锈钢、铜及铜合金焊接的专利件数较多,因此对部分专利进行了分析。
钛合金和不锈钢的焊接研究开始较早且已经相对成熟。早在2008年,中国航空工业第一集团公司北京航空材料研究院发明了“用于钛合金与钢连接的氩弧焊-钎焊复合焊接方法”(公开号:CN1012 84336B),用Nb作为中间层,先在充氩箱中使用钛焊丝对钛合金和Nb中间层进行氩弧焊接,再对钛合金+Nb中间层与钢进行钎焊,该方法利用熔焊和钎焊分别进行Nb和钛合金、钢两种母材的焊接,阻隔了两种母材中钛原子与铁原子的直接接触,避免了钛合金和钢直接焊接时形成脆性相从而产生裂纹,这种方法的焊接接头抗拉强度为266.6 MPa[12]。发明名称为“焊接异种金属的方法”(公开号:CN 102632324A)公开了一种使用V形对接接头和钨极气体保护电弧焊连接钛和不锈钢的方法,焊接时将钒和铝铜的中间物双焊条填充到钛和不锈钢之间的熔池,钒焊条邻近钛放置,铝铜焊条邻近不锈钢放置,焊接接头的抗拉强度可达282 MPa,断裂位置为预堆边焊处,为脆性断裂[13]。
王廷[14]等人采用电子束焊接TA15钛合金与304不锈钢时,发现二者很难通过直接熔化焊进行连接,需要使用中间层来改善冶金条件;直接进行电子束焊接时,较小的热应力就会使焊缝内出现如图9所示的大量裂纹,XRD分析结果表明生成的连续分布脆性相TiFe2、TiFe2及Cr2Ti是裂纹产生的根本原因。因此,王廷[15]等人在2013年发明了“钛合金与不锈钢电子束焊接填充材料、制备工艺及其方法”(公开号:CN103192195B),通过改变填充材料成分,有效地将Ti、Fe元素隔离开来而避免焊缝中形成脆性金属间化合物,从而获得致密度高、脆性小、无气孔和裂纹的焊缝,解决了钛合金与不锈钢焊接过程中,因两者冶金不相容性和物理性能的差异难以获得高强度接头的问题。

图9 焊缝横截面裂纹Fig.9 Crack in welding cross section
为了解决钛合金和不锈钢焊接接头抗拉强度低、韧性差,无法应用于需要高强度工况的情况,林铁松[16]等人发明了“一种钛合金与不锈钢的真空微扩散连接方法”(公开号:CN103920987B),该方法的焊接接头抗拉强度可达到450~620 MPa,韧性为80~120 J/cm2。
钛合金和铜合金连接时焊缝会出现连续分布的Ti-Cu金属间合物,严重恶化焊接接头性能,为解决该问题,哈尔滨工业大学进行了深入研究。刘伟[17]等人发明了“一种电子束焊接TA15钛合金与铬青铜异种材料的方法”(公开号:CN101913022A),先采用现有焊接方法对TA15钛合金母材与QCr0.8铬青铜合金母材的接头处进行焊接,然后将电子束聚焦位置向QCr0.8铬青铜合金母材侧移动0.2~1.0 mm进行第二次焊接,通过设计电子束聚焦焊接位置,利用叠加焊接的方法改善了接头组织结构,降低了金属间化合物的不利影响,获得优质高强的连接接头。王廷[18]利用V不与Ti、Cu形成脆性相的机理,研发了Cu2V填充金属,并将其作为填充层,使用电子束双道焊接技术成功焊接了QCr0.8与TA15,抗拉强度达到铜合金母材的80%以上,拉伸断裂发生在铜母材的热影响区,如图10所示。

图10 粉末冶金环形填充层及钛/铜管材对接件Fig.10 Powder metallurgy annular filling layer and titanium/copper pipe butt joint
南京理工大学公开了“一种钛合金和紫铜异种金属电子束焊接方法”(公开号:CN106346126B),成功焊接了TC4钛合金和T2紫铜,首先在铜母材侧进行焊接(偏置量:1~3 mm),然后用小束流对背部快速对中焊,强化根部成形,最后用电子束焊接偏钛一侧(偏置量:1.5~3.5 mm),焊接结构及焊缝横截面如图11所示。该方法的第1道焊接可以控制金属间化合物的分布及含量;第2道焊接提高了焊接接头的可靠性;第3道焊接在不破坏第1道焊接的连接界面基础上,再次改变初生不利取向的金属间化合物的生长方向、成分及含量,焊接接头强度高达220 MPa[19]。郭顺[20]等人使用在钛侧进行二次焊接的方法构建了钛/铜结合界面金属间化合物的重熔温度场,对金属间化合物进行重熔改性。研究表明,钛侧焊接使结合界面产生约1 000℃的高温,引起金属间化合物层局部重熔,获得的接头截面如图12所示,焊接接头强度为210 MPa。

图11 焊接结构及焊缝横截面示意Fig.11 Schematic diagram of welding structure and weld cross section

图12 钛/铜复合钛侧重熔工艺接头截面Fig.12 Cross section diagram of titanium/copper welded joint with remelting process
3 结论
(1)随着钛合金体系持续发展,钛合金焊接专利申请件数总体呈现增加趋势,技术领域由最初B部增加到A、B、C、E、F、G、H等多部,其中船舶、航空航天与军工行业申请量较多,通过对申请人分析发现,我国钛合金焊接技术的研究主体是科研院所及高校,企业研发能力薄弱,导致我国钛合金焊接行业未能实现产业化规模,因此,需加强对企业自主研发的支撑,鼓励校企联合来促进发展。
(2)钛合金与异种材料焊接技术的研究已成为当今热点之一,钛合金与不锈钢、铜及铜合金焊接技术相对成熟,但与其他材料焊接专利申请量较少,尤其是与非金属材料焊接研究处于起步阶段,这些非金属材料包括但不限于陶瓷、玻璃及C/SiC复合材料。