高精度铸造镁合金壳体加工方法
2022-06-21王永军张青才马利民
王永军,张青才,马利民
山西平阳重工机械有限责任公司 山西临汾 043000
1 序言
自20世纪90年代初开始,国际上主要金属材料的应用发展趋势发生了变化,钢铁、铜和锌等传统材料的应用增长缓慢,而以镁合金为代表的轻金属材料异军突起,其应用以每年20%的速度持续增长。镁合金的密度约为1.7×103kg/m3,较铝合金还轻1/3,其具有优良的导热性、吸振性、抗冲击性和耐磨性,还具有100%完全回收的特性,更符合当代对环境保护和可持续发展的要求。但是由于镁合金具有化学活性大、熔点低(650℃)、线膨胀系数大(25.2×10-6/K)等特点,给其零件的加工带来了很多难题[1]:①极易产生化学腐蚀。②加工过程中易燃烧。③在切削力和夹紧力作用下,容易产生较大的弹性变形,使工件不易获得较高的加工精度。因此,有必要对镁合金高精度、复杂壳体类零件的加工工艺进行探索和研究。
2 零件结构分析
红外支架(见图1)是我公司承接某研究所航天产品中重要的零件之一,材料是铸造镁合金ZM5[2],其外形特殊,结构复杂,精度较高,最薄的壁厚为3mm,外形尺寸为280mm×280mm×290mm,内孔φ206+0.02+0mm,圆柱度0.01mm,表面粗糙度值Ra=0.4μm;φ76+0.015+0mm内孔的圆柱度0.006mm;两侧装配面A面平面度要求0.01mm,表面粗糙度值Ra=0.4μm。
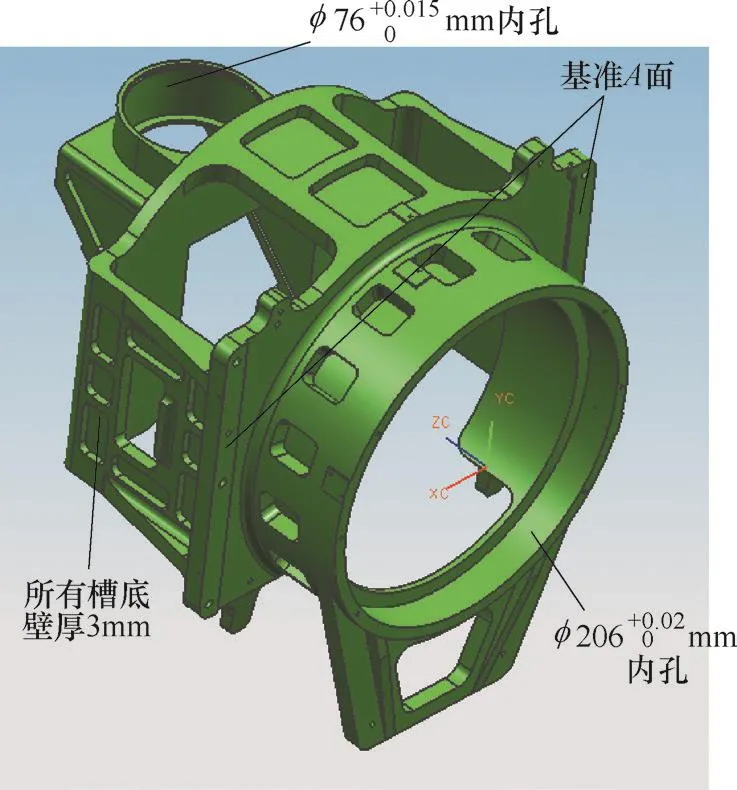
图1 红外支架
3 工艺方案
通过对产品结构进行分析和研究,制定如下适合于镁合金壳体加工的工艺方案,经过实践加工,满足产品高精度加工要求。
1)为避免零件腐蚀和出于安全的考虑,加工过程中不能使用切削液,而是采用空气冷却的方法进行冷却。
2)制定合理的工艺方案,将加工分为粗加工、半精加工和精加工3个阶段。粗加工阶段去除大部分余量,半精加工阶段将去重槽、外形中大部分的部位加工成形,精加工阶段加工关键部位,每个阶段都留有适当的切削余量,以减小切削力及加工中的应力产生的变形[3]。
3)在半精加工之后、精加工之前安排“高低温时效处理”,来稳定零件的尺寸,以保证高精度尺寸及几何精度的要求。
4)在装夹零件的过程中,采用“打表压紧法”对工件进行压紧,避免了压紧使工件产生的变形,以保证装卸前后加工尺寸一致。
4 具体实施方式
工艺方案的具体实施方式如下。
1)加工镁合金零件的场地应通风、明亮和整洁,设备旁边配置灭火用的干沙。采用空气冷却,压力控制在0.45~0.50MPa,这样可保证切屑及时脱离工件,带走大量的切削热量,从而避免引起零件的腐蚀和燃烧。
2)粗加工留量1.5mm,半精加工留量0.5mm。粗加工时需要去除大部分余量,将内部圆弧、方槽加工成形;半精加工时将外形筋、凸台及各槽加工成形,内孔及A面各留量0.5mm。过薄的切屑容易使局部温度急剧升高而造成切屑燃烧。注意最小进给量不要小于0.05mm,精加工时分为3次走刀,余量分配为0.30mm、0.12mm和0.08mm。
3)在半精加工之后、精加工之前进行“高低温时效处理”,具体方法:先将零件放置在-50℃的冷冻箱中保持1h,然后将其取出,放置在100℃的烘箱中保持1h,这样循环3次,每次交换过程不能超过1min,经过处理后,保证了最终加工的零件尺寸稳定不变化,满足了图样设计要求。
4)由于镁合金的弹性模量大,在切削力和夹紧力作用下,容易产生较大的弹性变形,所以在定位装夹方面需要采取措施。首先选择较好的定位基准面,压紧力需要落在定位面上,不能产生空点。然后选择较平整的B面为定位面,将B面精加工,要求平面度0.003mm,在加工B面的同时将A面见光,与B面保持垂直。这样加工内孔与A面时,先将B面放在垫铁上,B面的平整保证了定位的可靠性;随后用小压板从槽内侧面进行压紧,在拧紧螺母的过程中打表找正A面,表针应无变化,这种状态下,压紧前后工件不会产生变形,保证了加工后的尺寸要求。红外支架定位压紧位置如图2所示。

图2 红外支架定位压紧位置
5)加工高精度A面时,为使切削力达到最小以减小变形,需要选择合理的切削刀具和参数。粗加工刀具选择φ16mm合金铣刀,前角4°,后角11°,螺旋升角30°,转速5000r/min,进给速度vf=1500mm/min,这样不仅可以提高加工效率,而且转速大时切屑易排出,可带走大部分热量,使工件减小变形;精加工时,也选择φ16mm合金铣刀,但是刀具的几何角度发生了变化,前角7°,后角17°,螺旋升角35°,转速8000r/min,进给速度vf=1000mm/min,刀具相对较锋利,摩擦小,切削热也小,达到了减小变形和提高加工质量的目的。
6)加工高精度孔特别是φ206+0.02+0mm孔时,由于大孔非常易变形,所以其加工方法、刀具及切削参数的选择对加工精度都有影响。因铣削孔效率高,镗削孔精度高,所以综合考虑后,确定为铣-镗加工方案。铣孔时,选择φ18mm合金铣刀,转速8000r/min,进给速度vf=800mm/min,为后续镗孔单边留余量0.08mm,高转速时不仅易排屑,而且加工效率高,使工件不会产生很大的变形;镗孔时,选择φ206mm大径镗刀,转速300r/min,进给速度vf=15mm/min,刀尖圆角r<0.2mm,保持刀具的锋利,较小的径向力使孔不产生变形,保证了其加工精度。
红外支架按照以上方法加工后,各高精度面、孔表面的表面粗糙度值Ra<0.4μm,A面的平面度达0.008mm,φ76+0.015+0mm孔圆柱度达到0.005mm,φ206+0.02+0mm孔圆柱度0.009mm,尺寸及几何精度全部满足图样要求。
5 结束语
本文结合具体加工实例,从工艺方案、刀具选用、切削参数及加工中的注意事项等方面,介绍了一种高精度铸造镁合金材料壳体零件的加工方法[4]。通过制定加工方案和具体实施,解决了镁合金壳体易燃易腐、变形量大的材料弊端和铸造壳体零件壁薄厚不均、结构复杂的加工难题,完美保证了高精度加工要求,具有很强的操作性和指导性,为同类零件加工提供了解决方案和加工经验。
