CCMT2022展品预览
2022-06-21
精雕:JDMRT200D
JDMRT200D(见图1)是适用于零件批量高效加工的双工位精雕五轴高速加工专机。

图1 JDMRT200D
设备亮点:配置双高速精密电主轴,用刀能力强,具有铣、镗、钻、攻、铰复合加工能力;配置双C转台,单个转台负重最大30kg,实现重型工件双工位高效加工;配置双刀库,单个刀库容量为12把;配置漏斗式刮板排屑过滤系统,大量切屑可直接落入刮板排屑过滤系统,排屑更顺畅;可配置精雕在机检测系统,量化精密加工中机床、刀具和工件状态。
以加工腓骨远端接骨板为例,该产品材料为Ti6Al4V,尺寸108mm×9.7mm×16.6mm。加工难点:在整块钛合金方料毛坯上铣削加工,开粗量大,材料去除量高达75%;零件曲面占比大,曲面加工时间长;工件表面4类共23个孔需要加工,分布在13个角度上,需要实现这些孔的高效率加工。使用JDMRT200D加工,实现表面粗糙度值Ra<0.6μm,两件加工时间1h11min。
(展位号:W2-B101)
伊斯卡:三刃束魔变色龙钻
伊斯卡推出的最新一代可换头钻头——三刃变色龙钻头LOGIQ3CHAM(见图2),刀头依然采用伊斯卡专利技术的自夹紧机构,无需任何压紧螺钉及配件,安装非常方便。

图2 LOGIQ3CHAM
LOGIQ3CHAM具有非常优异的钻头效率和性能:钻头直径范围12~25.9mm;长径比1.5D、3D、5D和8D;3个有效切削刃,效率比2刃钻头提升50%以上;自定心钻尖刃型设计,实现更快、更高精度钻孔加工,获得出色的加工表面质量;优化排屑槽设计,使排屑更流畅。
针对平底加工需求,还推出了三刃平底刀头F3P,应用于高效加工螺钉沉头孔、平底孔和斜面钻孔等。
LOGIQ3CHAM独特的刃型结构设计,特别适合灰铸铁、球铁、碳钢和合金钢等材料的高效钻孔。
(展位号:N3-B111)
DMG MORI:全球首秀NHC 5500、中国首秀DMP 70
高效排屑是发动机缸体或变速箱加工的典型要求,要在这些应用中确保工艺可靠,需要采用理想自由落屑的加工解决方案,工艺可靠的全新NHC 5500卧式加工中心(见图3)特为此而设计。

图3 NHC 5500卧式加工中心
这款卧式加工中心可用短刀,因此加工精度更高;该机床的高刚性同样为高精度提供了基础;60m/min的快速移动速度和接近1g的加速度确保机床达到优异的动态性能;NHC 5500行程为800mm×800mm×880mm,宽大的加工区可加工高大工件,高度和质量分别达1100mm和700kg;该机床配有托盘交换系统,因此可在加工的同时装件;DMG MORI还为自动化生产提供托盘运送系统,例如直线托盘库(LPP)。
为高科技行业倾心打造的立式高速加工中心DMP 70(见图4)是一款结构紧凑的生产型加工中心,是医疗器械行业应用的理想选择,也能满足其他高科技行业要求,现在已开始供应中国市场。这款立式加工中心占地面积仅4.2m²,可提供五轴(选配)功能和可达高动态性能、高精度。该机标配快速移动速度达60m/min,高刚性、可充分冷却并配直接绝对式测量系统。加速度达2g,屑到屑换刀时间仅1.5s。DMP 70标配直连主轴,转速达15000r/min;选配主轴转速24000r/min。DMG MORI可配WH 3 Cell工件运送系统进行自动化生产,WH 3 Cell可安装在机床左侧、右侧或正面,仅需 8.8m²的地面。

图4 立式高速加工中心DMP 70
( 展位号:N1-A102)
Mastercam:Mastercam 2022
Mastercam(见图5)包括设计、实体建模、2D/3D 铣削、车削、车铣复合、线切割、木工、雕刻和多轴加工等多个模块,为航空航天、汽车、船舶、医疗等先进制造业及电器、轻工产品和模具等传统制造行业量身定制了多种CAD/CAM 解决方案。

图5 Mastercam
CNC Software 公司新推出的Mastercam 2022具有以下亮点。
1)简单快捷的五轴编程刀路策略:Mastercam 2022新增五轴智能切换刀路策略,新的界面提供四种驱动模式选择(自动、曲线、曲面和平面),加工样式有流线、平行、渐变以及投影等。新的刀路策略可以实现不同的刀路样式切换,以满足各种不同的加工应用需求。另外曲线、曲面和平面模式与之前使用过的多轴平行或多轴渐变等刀路界面非常相似,可以降低用户的学习难度。同时还可以提高刀路调整及优化的效率。
2)强大、灵活的3D刀路连接:Mastercam 2022 3D高速刀路(优化动态粗切和区域粗切除外)共同参数界面已重新设计,并新增多个选项让刀路连接更强大、更灵活。新的应用引线选项可以将引线添加到过渡动作中,比如可以将垂直圆弧进刀/退刀动作添加到刀路中,让刀路连接更加平滑光顺。
3)智能的刀路连接及碰撞检查:Mastercam 2022在孔加工刀路共同参数界面新增“检查碰撞”选项,它可以帮助我们快速检查刀柄干涉,优化刀具夹持长度。新增“自动连接”选项,它可以根据我们选定的避让图形自动创建刀路间安全的连接移动,规避潜在的碰撞风险。
4)Mastercam车铣复合支持机床中心架:Mastercam 2022车铣复合支持中心架远远超出了传统Mastercam车床提供的范围。通过Mastercam模块化组件架构,用户可以快速创建不同类型的中心架,并应用于细长轴零件加工,利用它可增强夹持刚性,保证切削稳定,避免因振刀而无法正常切削,从而提高编程加工质量与效率。
(展位号:N4-B221)
联合磨削:S31磨床及其全新智能C.O.R.E.操作面板
S31是一款适用于小尺寸到大尺寸工件的数控万能内外圆磨床,同时支持单件加工、小批量和大批量生产。其具备400/650/1000/1600mm的顶尖距和175mm的中心高度。最大加工工件质量为150kg。
S31采用可扩展模块化系统,可以充分涵盖用户的需求。配备了0.00005°高分辨率的砂轮头架旋转B轴,一次装夹即可完成外圆、内圆和端面磨削。机床床身采用坚固的Granitan®S103人造花岗岩材质。
S31全新的操作系统C.O.R.E.OS,使机床具备了智能化功能。得益于统一的C.O.R.E.软件架构, 在联合磨削机床之间传输数据格外简单。兼容Umati API接口可与第三方系统通信。此外,还可以在机床上直接使用 UNITED GRINDING Digital Solutions™的产品。C.O.R.E.不仅为此应用以及其他物联网和数据应用奠定了技术基础,还将成为既具革命性又具通用性的操作系统。
高精度主轴的内外圆磨削是S31磨床的经典应用,现以高精度主轴磨削加工(见图6)实例进行说明:最大两顶尖装夹长度1600mm,使加工较大规格的主轴成为了可能;丰富的砂轮头架配置,可以实现一次装夹完成多表面的磨削加工;直驱B轴配置两个外圆磨削主轴和一个内圆磨削主轴,这是用于主轴加工的典型方案;B轴高达0.00005°的分辨率可以轻松实现任意角度锥面的磨削;归功于两片外圆砂轮的配置,在完成外圆端面加工的同时,结合工件头架,C轴还可以完成主轴螺纹和非圆型面的加工,减少多次装夹带来的误差,保证精度的同时又能提高效率;采用工作台安装中心架的方案,配置了外圆和内圆砂轮的S31磨床可以完成主轴内孔、内锥面以及外圆端面的磨削。
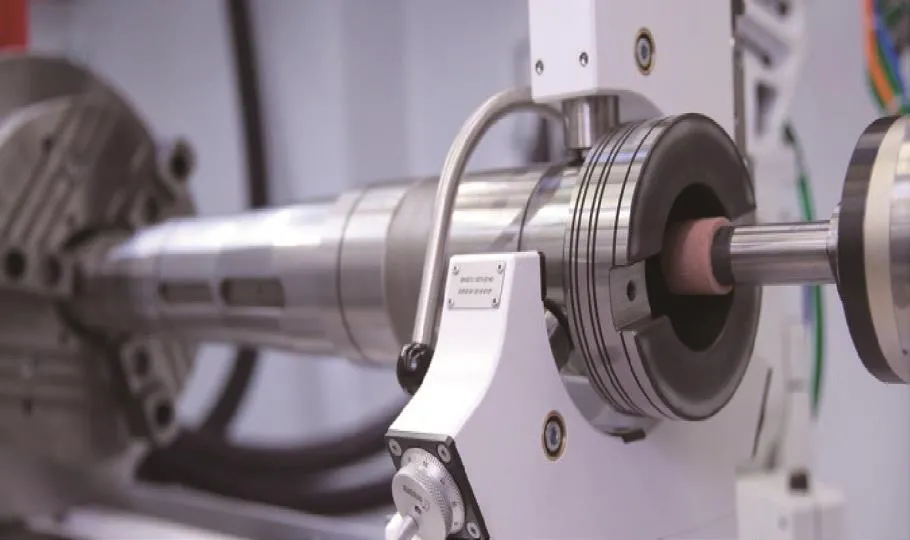
图6 高精度主轴磨削加工
(展位号:N1-B301)
OPEN MIND:hyperMILL®
hyperMILL®是OPEN MIND推出的用于2.5D、3D和五轴铣削以及铣削/车削任务编程的整套高性能CAM解决方案。hyperMILL®拥有独一无二的后置处理器概念,只需要一款CAM软件和一个后置处理器即可完成铣削和车铣加工,从而造就一体化的工序以及最短的加工时间,同时增强了可靠性,最大限度地提高了工序可靠性、成本效益和质量。hyperMILL®可直接与下列领先CAD系统集成:SOLIDWORKS和Autodesk®Inventor®以及OPEN MIND自己的“CAM专用CAD”解决方案hyperCAD®-S。另外hyperMILL®CAD/CAM系统可无缝集成到Hummingbird MES制造执行系统中,举例来说,在hyperMILL®中生成例如NC程序、夹持方案、毛坯信息和刀具列表的数据,只要点击一个按钮,即可顺利地传送到Hummingbird中,并立即用于生产。协同已有的VIRTUAL Machining,也将更有利于打造自动化和数字化的新流程,提供面向未来制造业的完整解决方案。
加工实例:基于hyperMILL®高性能模块的成熟应用,OPEN MIND将其铣削专业知识应用于车削,已将高性能模式扩展集成于三轴联动车削粗加工。hyperMILL®高性能套件在提升生产效率上是领先者,通过高性能钻孔、粗加工和精加工协同合作,这使CAM编程人员能够以75min的加工时间,将一块27kg的毛坯变成一件完美的航空结构件(见图7)。除了效率,质量也是关键。如今,更多的功能融入高性能策略中,还有如平滑过渡等改进,无论是平面还是曲面,能够使用锥度圆桶刀加工的区域也越来越多,使高性能套件能够充分地发挥其速度和精度的双重优势。

图7 航空结构件成品
(展位号:N1-A408)
哈斯:卧式加工中心EC-400+托盘交换系统
全新EC-400(见图8)专门用于大批量生产和自动化操作,相比老款具有更快、更紧凑、更坚固及更强大的特点。它具有更大的加工范围、更快的速度、全套的第四轴托盘分度器以及更好的切屑管理。如需扩展生产效率实现真正的“无人化”运行能力,可选配6工位多托盘交换系统和高效刀库。

图8 卧式加工中心EC-400
特点:标配30+1侧挂式刀库,可选配50+1或100+1侧挂式刀库;内置双托盘更换装置,并配备400mm托盘;全4轴联动加工;6工位多托盘;整机美国原装进口。
优势:摆线旋转驱动器系统专为机床刀具和机器人设计,是旋转速度、精度和耐用性的完美结合。坚固耐用的设计提供了长久的使用寿命,几乎不用维护。在出现异常负载时,通过反向驱动摆线转台驱动器吸收冲击的能量。冲击负载能力是变速箱额定转矩的5倍,如果发生损坏,可直接替换整个变速箱,使机床恢复原有的加工精度。哈斯 EC系列卧式加工中心的多托盘选项旨在用于大批量生产和自动化操作。用户可为每个托盘分配指定零件加工程序,因此非常适用于小批量多品种或大批量零件加工。当托盘移至机床加工区域时,控制器将自动调用指定的零件加工程序。
(展位号:N4-B201)
邦德激光:激光扫描切割机
激光扫描切割机(见图9)配备邦德原装生态下全自研BodorPower激光器、BodorGenius激光头、BodorThinker总线系统、BodorCutting专利工艺算法(专利保护技术)、1000+种路径专利算法,适用于多种切割场景,扫描式光路,每切割1m光斑行走30m。

图9 激光扫描切割机
激光扫描切割机实现了相同功率下极限切割厚度的大幅度提升,以及相同功率和厚度下切割速度的大幅度增强,而且,绝对无惧高反,真正攻克了高反金属无法批量加工这一行业难题。与普通激光切割机相比,同等功率下,激光扫描切割机实现了切割厚度提升100%、切割速度提升180%的跨越,消除了切割高反材料带来的功率衰减,为金属加工行业提供更加切实有效的激光智能解决方案,实现大幅降本增效。
(展位号:W4-A201)
采埃孚:应用于精密传动的低背隙齿轮箱ZFServoplan PG
结合工业自动化伺服齿轮箱所需要的精密性、输出转矩、壳体坚固及结构紧凑等要求而定制研发的ZF-Servoplan齿轮箱(见图10)能直接安装到伺服电动机上,并与伺服电动机共同提供同轴输入和输出。
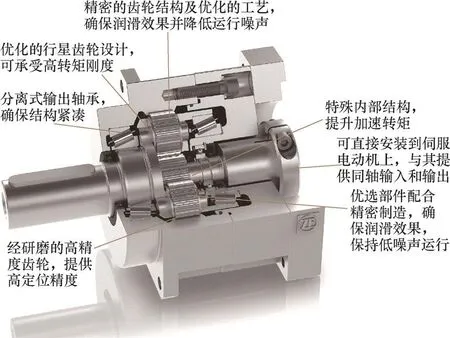
图10 ZF-Servoplan齿轮箱
使用行星齿轮结构的ZF-Servoplan伺服齿轮箱,能够应用于绝大多数自动化技术领域。在 25~3000N·m的额定输出转矩之间,该产品系列提供多种接口尺寸,使用范围广。其另一个优势在于经研磨的高精度齿轮。基于此,该齿轮箱可以满足高精准定位要求。而其灵活的选型搭配和模块化系统的应用,使之可以广泛应用于自动化领域,实现多元化应用。
该伺服齿轮箱在高精度模式下运作,在支持高转矩输出的同时保证重复定位的精准度。其高传动效率使机械成本得以降低,提高综合运行效率。值得一提的是,配备该伺服齿轮箱的设备在运行中可实现免维护,保证生产流程的高效、稳定及可靠。
搭配伺服电动机使用的行星齿轮箱用于包装行业、注塑行业并广泛应用于机械设备和设施。
(展位号:N1-A409)
ANCA:ANCA CPX棒料磨床
ANCA CPX棒料磨床(见图11)是ANCA用于磨削刀具棒料的四轴磨床,其磨削区域宽敞,磨削功率强劲,实现了业界迄今棒料磨削的高精度和生产率,它拓展并完善了ANCA整体系列产品的应用范畴。使用夹紧去皮磨削工艺,使加工工件达到优于Ra=0.2μm的表面粗糙度值,跳动量不超过2μm,与ANCA的工具磨床一样,结实、刚性高且热稳定性出色。

图11 ANCA CPX棒料磨床
粗磨削的磨削主轴峰值功率为43kW,使用直径为250mm的砂轮,确保在尽可能短的循环时间内实现大余量去除。这种高功率主轴无需在多次通过中去除材料,这意味着更短的循环时间和更高的生产率。精磨削主轴采用直径为150mm的砂轮,峰值功率为9.7kW,可实现最佳的精磨。
磨削区域范围大,手动上料时,整体毛坯长度为380mm,最大直径为25mm;可选配ANCA自主研发的AR300上料机,实现刀具毛坯自动上下料,设置快速,提升生产效率;采用ANCA Motion LinX®直线电动机驱动,实现机床高精度和优异的磨削性能。
为了解决外圆磨床夹持剥离磨削细长棒料的问题,ANCA推出了尾座组件。磨削时支撑棒料的端部防止偏斜,从而生产出完美的棒料。尾座组件在运动中心使用气动操作支撑棒料。尾座安装在磨床的基座上,由一个活动中心和一个安装在气动托架上的机械臂组成。可伸缩机械臂向前移动,并在刀具到达接触面时接住刀具。然后,机械手臂在磨削时跟随棒料运动,并在磨削完成后缩回。尾座前进(朝向刀具)或收回(远离刀具)是通过气动控制完成的。
(展位号:N3-B215)
迪能激光:D-SOAR PLUS G 30000W特高功率高速光纤激光切割机
SOAR PLUS G 30000W特高功率高速光纤激光切割机(见图12)主要针对高端客户精心配置,整机由瑞士百超集团技术团队领衔设计,主要零部件采用原装进口品牌,具有切割精度更高、速度更快、操作更简单、使用成本更低和切割材料更广泛等特点,为客户提供了稳定的激光切割性能,减少了板材浪费,提高了生产能力。

图12 SOAR PLUS G 30000W特高功率高速光纤激光切割机
在功能部件上,通过瑞士百超研制的By-power切割头,能够更好地解决长时间加工的问题。优化的热管理和密封设计与独特的三驱冷却系统(风冷、水冷、铜嘴冷却),能够保证切割头在工作时避免因粉尘、高温导致的镜片污染及焦点变化,确保加工稳定。同时,By-power切割头凭借智能化的感应控制系统和手机实时监测、自动清洁、自动跟随和自动避让等功能,让操作更加智能化、简约化,大幅降低操作难度,提升生产效率与加工品质。
凭借多方面的升级,D-SOAR PLUS G 30000W特高功率高速光纤激光切割机在加工能力、加工效率方面均达到新高度。该设备使用氮气切割不锈钢、氧气切割碳钢时最大厚度可达100mm,较20000W产品提升了100%,能满足重型机械、船舶等行业对超厚板加工的需求。
效率方面的提升更为明显。以碳钢切割为例,若采用速度更快的空气切割工艺,16mm碳钢30kW切割速度比20kW提升约33%,比15kW提升约106%;20mm碳钢30kW切割速度比20kW提升约53%,比15kW提升约126%。对于20kW空气切割工艺难以稳定加工的25mm厚度,30kW切割速度能达到3.5m/min。
若采用端面更光滑的氧气切割工艺,30kW在效率方面的优势同样明显。据测算,16mm碳钢30kW切割速度比20kW提升约41.7%,20mm碳钢30kW切割速度比20kW提升约83.3%,30mm碳钢30kW切割速度比20kW提升约84.6%。
(展位号:W4-A101)
宁波伟立:DFMS柔性制造系统LPS-630
“多品种、小批量”的生产模式之所以会时常让制造商们陷入“骑虎难下”的困境,是因为其交货期变短,突发需求不可预测,使生产计划安排和生产管理面临着重重障碍。DFMS柔性制造系统LPS系列产品有效地解决了以上问题。
DFMS柔性制造系统LPS-630(见图13),主要包含了LPS主体跺机、料库、装载站以及控制系统,控制系统主要实现精确的排产和订单管理、生产资料数据管理、刀具工装自动化、机床及生产数据采集和生产流程自动化控制等功能。中央刀具库搭载600把刀具容量,有效提高系统的装刀数量,同时通过天轨+关节机器人的形式实现刀具库取刀、机床装刀,有效提高了刀具的利用率,满足柔性生产对刀具数量的要求。

图13 DFMS柔性制造系统LPS-630
特点:实现可视化信息看板与生产报表管理;实现生产规划与订单管理;实现多种生产模式的过程控制;实现NC程序管理;实现加工托盘的管理;实现产品品质的管理;实现与其他外部设备的信息交互;实现刀具、夹具及其他生产资料的管理。
(展位号:N5-B215)
