316L/30Mn2 冶金复合油管的开发与力学性能检测
2022-05-26刘世程刘文红宋玉春
0 前 言
随着石油天然气勘探力度的不断加大, 高温、 高压、 高含H
S 和CO
、 高含Cl
和高含有机硫等恶劣腐蚀环境的油气井开发力度也在逐渐加大, 油管在含有CO
、 H
S、 Cl
等腐蚀介质环境中服役时会发生腐蚀, 造成一定的经济损失,同时还会导致人员伤亡、 停工停产和环境污染等灾难性后果
, 进而对油管的耐蚀性提出较高要求。 由于双金属复合管兼具良好的耐蚀性和经济性
, 近年来得到了广泛应用
。 早期复合管为机械复合管, 主要应用于油气输送管道
, 近几年, 复合油管的相关概念开始出现, 如管端结构
及制备技术
等, 但复合油管技术要求更高, 需要进一步深入研究。
本试验以双金属复合油管替代常用的S13Cr油管, 分析了双金属复合油管的结构设计和技术要求, 通过相关工艺试验测定其力学性能, 进一步验证和讨论复合油管的优势与技术可行性, 为双金属复合油管的开发提供依据。
1 双金属复合油管的结构与技术要求
1.1 双金属复合油管的结构
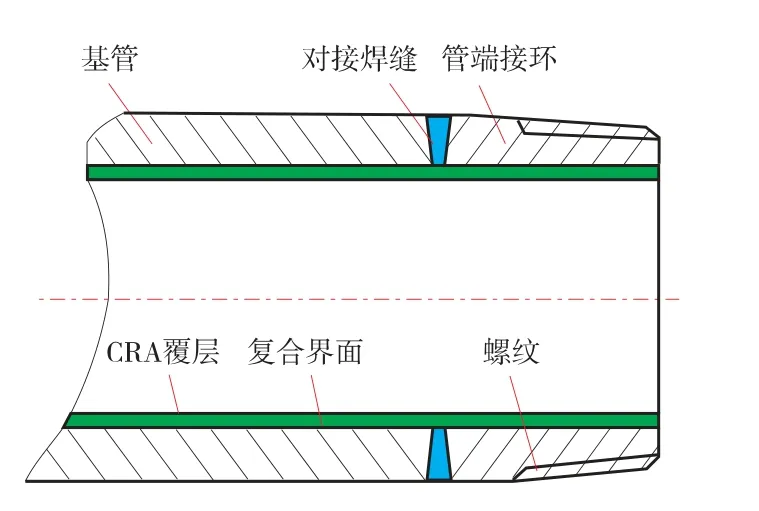
由于油管管端采用螺纹连接, 因此要求双金属复合油管管端既要具备基管的高强度, 又要有耐蚀合金覆层的耐蚀性能。 复合油管管端结构如图1 所示, 由图1 可知, 管端主要由基管、 对接焊缝、 管端接环、 耐蚀合金 (CRA) 覆层、 复合界面、 螺纹等六部分组成, 这种特殊结构也增加了材料选择和制造工艺的复杂性。
兰德对电子邮件的兴趣并不限于此。在20世纪90年代中期,研究人员提出了建立一个全国性通用电子邮件系统的构想,为每个美国居民提供一个电子邮件地址,并为那些上不起网的人提供计算机公共接入和经济援助。
1.2 S13Cr 不锈钢油管的性能及其应用
在S13Cr 马氏体不锈钢中添加Ni、 Mo 等合金元素, 研制出超低碳马氏体不锈钢, 即S13Cr不锈钢。 S13Cr 不锈钢的耐蚀性略低于双相不锈钢, 但高于传统13Cr 不锈钢
, 其强度高、 低温韧性好、 焊接性好, 价格优势明显, 以抗硫碳钢价格为基数1 计算, 传统13Cr、 S13Cr 及双相不锈钢油管的价格比约为3:5:12
。 S13Cr 油管在1993 年开始得到应用, 已替代双相不锈钢,成为CO
腐蚀环境首选耐蚀材料
, 但其价格仍旧较高。 本研究旨在开发与S13Cr 不锈钢油管性能相当的双金属复合油管, 从而为油管的制造提供更多选择。
1.3 双金属复合油管的主要技术要求
双金属复合油管管体与一般复合管相同, 内覆层耐蚀性强, 基管力学性能高, 但管端须兼有高强度力学性能和防腐性能, 界面则应采用冶金复合的方式以满足油管上卸扣及服役要求。 双金属复合油管基管通常采用钢级为80 ksi、 95 ksi和110 ksi 的钢材, 根据API SPEC 5CT 要求,双金属复合油管基管力学性能见表1。 同时, 耐蚀合金层的耐蚀性应当与S13Cr 相同; 管端接环及螺纹的力学性能与基管相同, 其耐蚀性与S13Cr 相同; 对接焊缝的力学性能与基管相同,根据API SPEC 5LD 的标准要求, 复合界面的剪切强度≥137.8 MPa。

2 双金属复合油管管段试制及力学性能检测
2.1 材料化学成分及管材规格
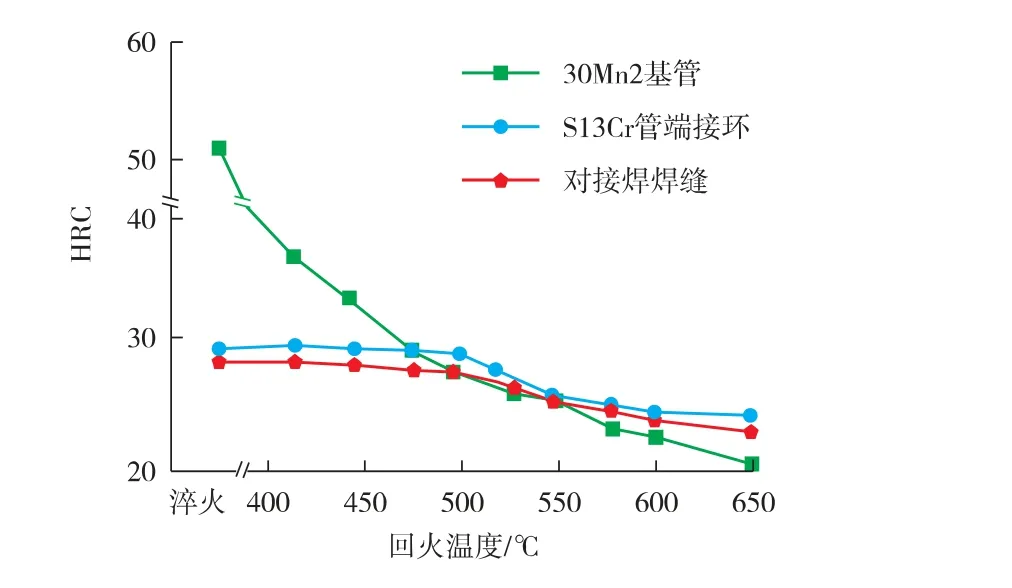
不同部位的硬度主要取决于回火温度,30Mn2 基管、 S13Cr 管端接环及对接焊焊缝的硬度随回火温度的变化曲线如图3 所示。 由图3可知, 30Mn2 淬火硬度高, 但随回火温度升高降低较快; S13Cr 管端接环及对接焊焊缝淬火硬度较低, 但在回火过程中降低较慢; 在450~650 ℃温度区间内进行回火处理时, 三者硬度接近, 这表明在相同热处理工艺条件下三者硬度接近。 这一结果主要是钢中元素种类与含量不同对淬火硬度及抗回火性作用不同造成的结果。 30Mn2 基管、 S13Cr 管端接环及对接焊焊缝在淬火后均形成马氏体, 马氏体的硬度主要取决于碳含量, 30Mn2 含碳约0.3%, 远高于后两者, 因此淬火硬度较高; 另一方面,30Mn2 除碳外只含少量Mn, 回火抗力低, 回火温度较低时, 硬度迅速降低, 回火温度升高, 降低趋势变缓。 S13Cr 管端接环及对接焊缝虽然淬火硬度低, 但钢中含有大量Cr、 Mo等抗回火性元素, 致使回火时硬度缓慢降低。因此, 在一定回火温度范围内, 三者硬度比较接近。

2.2 试制工艺
成人高校的大学生有其自身特殊性,思想政治课教师应该发挥翻转课堂教学模式的作用,促使成人高校大学生利用碎片化时间进行学习。
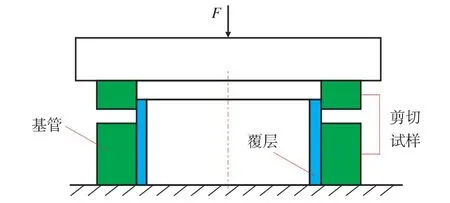
根据API SPEC 5LD 的要求, 对于冶金复合管, 以界面剪切强度表征界面结合强度, 其值不应小于137.8 MPa。 本试验从管体、 管端接环及对接焊接头切取界面剪切试样进行剪切试验, 剪切强度试样与试验示意图如图4 所示, 结果测得3 组试样的剪切强度均在210~240 MPa 范围内。
根据API SPEC 5CT 的规定, N80Q、 C95、T95、 P110 钢级油管热处理工艺为淬火+回火,因此, 需对复合油管基管进行淬火、 回火热处理。 加热后快速冷却可完成基管淬火处理, 但由于钎焊温度远高于正常淬火温度, 因此必须重新进行淬火热处理, 然后回火。 热处理试验过程: 在850~980 ℃温度区间内对油管基管进行加热淬火处理, 在400~650 ℃温度区间内进行回火处理。
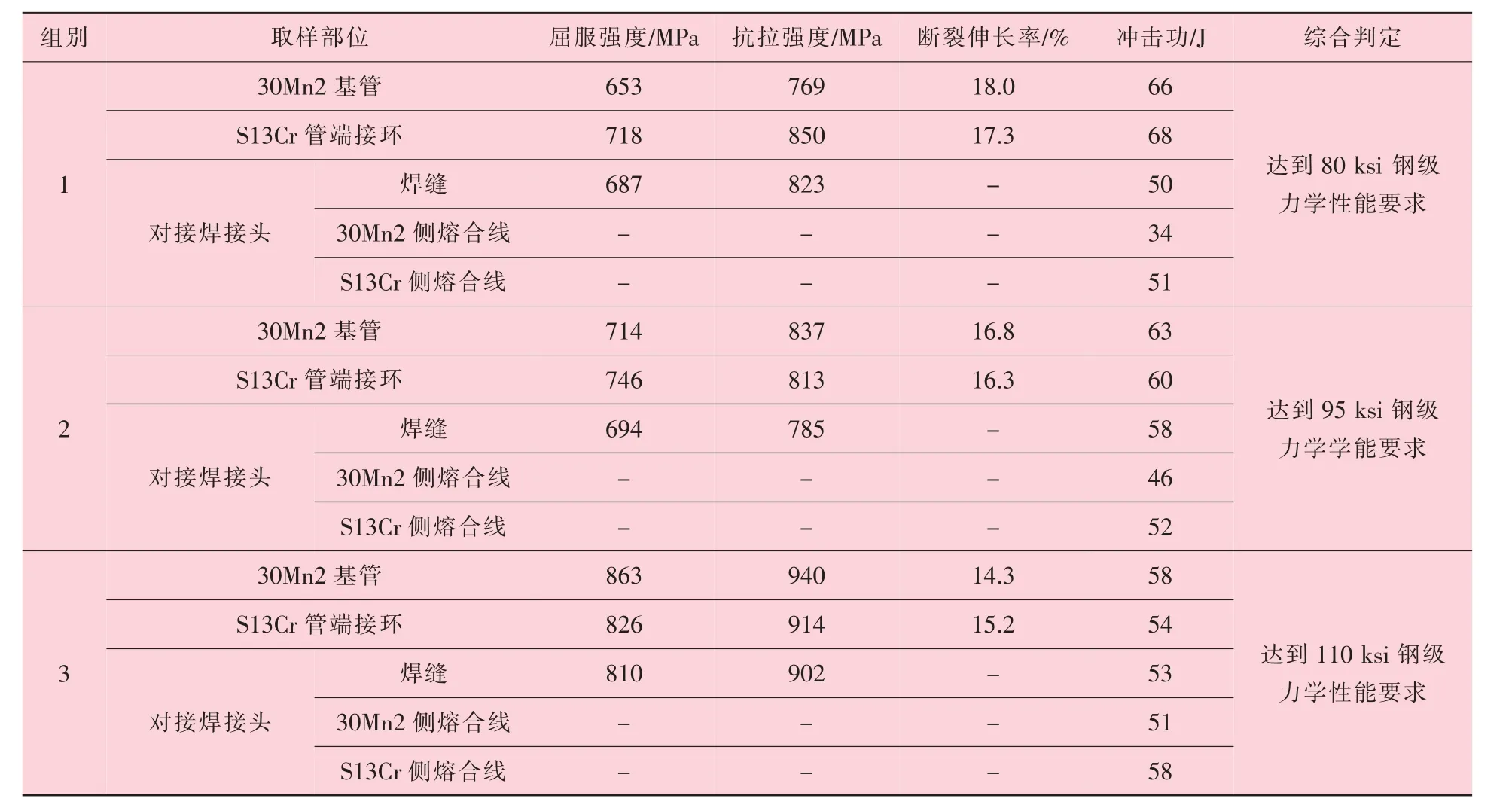
2.3 试制管段的力学性能检测
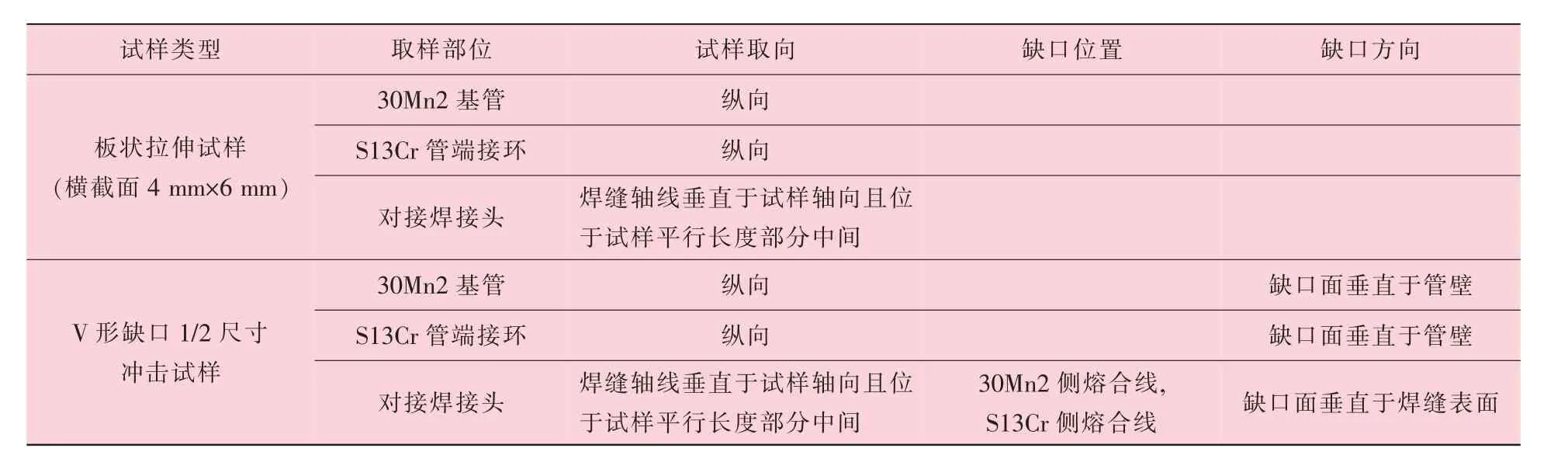
在硬度试验的基础上, 优化出3 组热处理工艺, 对试制管段分别进行热处理, 去除覆层, 拉伸试样与冲击试样制备方法见表3, 按表3 制备管段不同部位的拉伸试样与冲击试样。 测定拉伸性能和在0 ℃下的冲击性能, 结果见表4, 由表4 可知, 拉伸性能与冲击性能分别满足80 ksi、95 ksi 和110 ksi 钢级的要求。 抗拉强度和屈服强度结果与硬度结果相似, 即在一定温度范围内回火时, 30Mn2 基管、 S13Cr 管端接环及对接焊焊缝三者强度指标相近, 可分别满足三个钢级的要求。
试制双金属复合油管规格为Φ88.9 mm×(6.45+2) mm, 其不同部位化学成分及规格见表2。
2.3.1 硬度、 拉伸与冲击试验
2.3.2 界面剪切强度试验
冶金复合采用镍基钎料, 通过钎焊复合的方法, 将机械复合管加热至1 050~1 150 ℃, 使钎料熔化、 填充钎缝, 钎料凝固后, 即可实现内、外管间冶金复合。
此外, 根据API SPEC 5LD 的规定, 进行了压扁试验。 从管体及管端接环切取环状试样, 压扁至管壁接近贴合, 覆层无剥离, 压扁试验后宏观形貌如图5 所示, 由图5 可知, 复合油管的冶金复合良好。
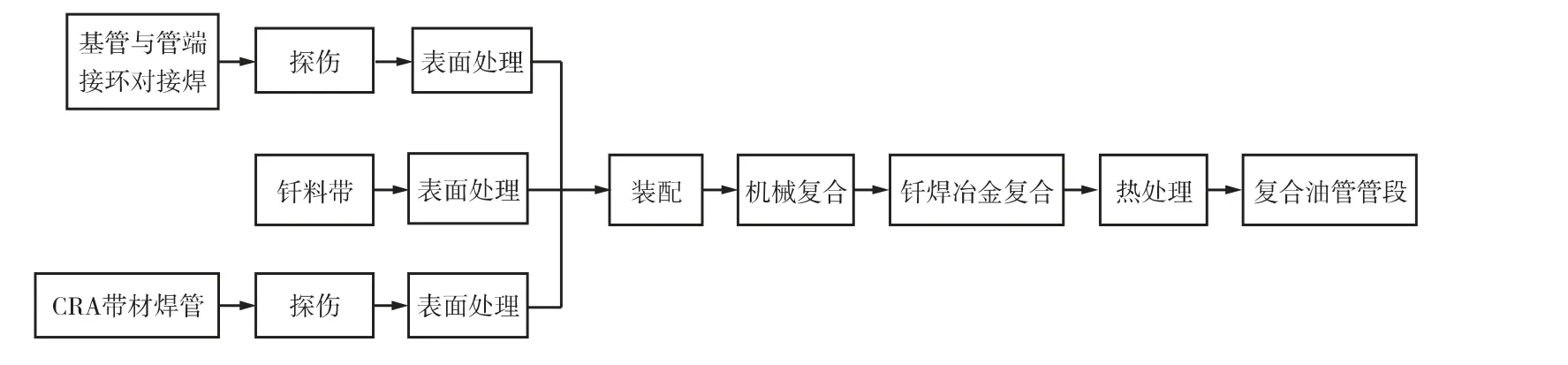
为试制双金属复合油管管段, 采用钎焊复合+热处理强化新技术, 工艺流程如图2 所示。基管与管端接环对接焊采用超低碳马氏体不锈钢焊丝, 采用TIG 焊焊接。 装配后, 在基管、 钎料层和内管间存在宏观间隙和气体, 可通过机械复合的方式进行内管扩径, 从而消除间隙, 排出气体, 为冶金复合作好准备。

3 双金属复合油管的优势及技术可行性
3.1 双金属复合油管的优势
与技术成熟、 应用广泛的机械复合管相比, 冶金复合管技术尚不成熟, 应用较少, 特别对于结构复杂的复合油管, 不同部位经相同热处理后很难获得相近的力学性能。 本研究通过试制高性能冶金复合油管管段, 合理选材、优化工艺, 提高了冶金复合质量和管体的力学性能。 试验证明, 高性能双金属复合油管制造技术是可行的。 另外, 采用钎焊成形的方法进行双金属复合管冶金复合, 最大限度地利用了传统成熟的管材生产技术, 减小了冶金复合的技术难度, 简化了后续工序, 是一种快速高效、 质量可靠、 经济性好的双金属复合钢管生产方法。
3.2 双金属复合油管的技术可行性
双金属复合油管除了具有一般耐蚀合金复合管耐蚀性好、 性价比高的优点外, 同时, 由于其采用界面冶金复合的方式, 可承受弯、 扭等塑性变形及应力、 温度的影响, 应用范围更广。 因此, 双金属复合油管是一种用途更广、 附加值更高的耐蚀复合管材, 并且价格优势明显, 可替代耐蚀合金油管。
李公甫是个普通男人。他第一次出场,就被上司训了个狗血淋头:“公库银子屡次失窃,实在非同小可,此案若是不破,不能够追回库银,那本县的前程不仅是栽在你的身上,连脑袋都要搬家了!”
近年来,我国高血压发病率越来越高,这严重影响了患者的身体健康,由于常规围术期护理方法具有全面性差、针对性低等不足,且往往忽视护理细节,这不仅影响了病情的快速康复,同时也降低了患者的生活质量[3]。近几年,延续性护理干预越来越受到人们的重视,该护理模式主要针对解决临床中实际遇到的护理问题,同时综合患者需求、护理专业水平等方面,从而制定最佳护理方案,避免了常规护理工作的主观性、盲目性等缺点,大大提高了护理人员的专业水平及工作积极性。总之,延续性护理可明显改善老年高血压患者的血压水平,提高了患者的生活质量,缓和了护患关系,值得推广应用。
4 结 论
(1) 采用钎焊成形的焊接方法进行双金属管冶金复合, 得到的双金属复合油管管体界面剪切强度为210~240 MPa。
有机水果在生产过程中,由于生产技术标准要求较高,在果树栽培过程中禁止使用农药化肥、除草剂生物调节剂。有机果树施肥应该以有机肥为主,禁止使用化肥,有机肥主要选择完全腐熟的农家肥,或沼气生产过程中所产生的沼液沼渣,有条件的种植户推广使用生物菌肥。
(2) 在相同热处理工艺下, 双金属复合油管的30Mn2 基管、 S13Cr 管端接环及对接焊缝的硬度相近, 而在不同热处理工艺下, 基管的力学性能分别满足80 ksi、 95 ksi 和110 ksi 钢级油管的力学性能要求。
经过第一年的养殖,默默观察任昌奎的村民们眼见为实看到了在不影响水稻收成的情况下养殖泥鳅带来的巨大的额外利润。贫困户任昌桥是第一个提出想和任昌奎合作的人。“虽然资金、时间和精力投入要多一些,可后期的利润非常可观,我当时就想能不能和任昌奎一起养,没想到他很爽快同意了。”任昌桥说。任昌奎便顺势而为,成立了柒号种养殖专业合作社,合作社与农户以土地、资金、劳动力等方式入股。2018年扩大养殖面积,与26户农民签订了土地流转合同,流转土地310亩,全部农户以土地、劳力等多种方式入股,其中贫困户占5户。
(3) 本研究管段试制及力学性能检测结果表明, 高性能双金属冶金复合油管制备技术是可行的。
[1] 王少兰,费敬银,林西华,等. 高性能耐蚀管材及超级13Cr 研究进展[J]. 腐蚀科学与防护技术,2013,25(4):322-326.
[2] 李为卫,秦长毅,贾君君,等. 一种油气田开发用新型双金属复合管[J]. 钢管,2009,38(4):22-24.
[3] 孙育禄,白真权,张国超,等. 油气田防腐用双金属复合管研究现状[J]. 全面腐蚀控制,2011,25(5):10-13.
[4] 曾德智,杜清松,谷坛,等. 双金属复合管防腐技术研究进展[J]. 油气田地面工程,2008,27(12):64-65.
[5] 王纯,毕宗岳,张万鹏,等. 国内外双金属复合管研究现状[J]. 焊管,2015,38(12):7-12.
[6] 王永芳,袁江龙,张燕飞,等. 双金属复合管的技术现状和发展方向[J]. 焊管,2013,36(2):5-9.
[7] 陈丽娟,尚峰,樊学华,等. 海外油田用X52NS/825 冶金复合钢管的开发及性能研究[J]. 钢管,2020,49(1):33-37.
[8] 杨专钊,王扬,李安强,等. 双金属复合管分类及其特性分析[J]. 石油管材与仪器,2019,5(1):1-6.
[9] 魏斌,白真权,尹成先,等. 双金属复合管螺纹连接接头:CN201218372[P]. 2009-04-08.
[10] 志杰科技开发(大连)有限公司. 可端部螺纹连接的高强度不锈钢复合钢管及其制造方法:CN20171048 8281.3[P]. 2017-09-22.
[11] 王小艳,王斌,杜卫峰,等. 一种冶金式复合油井管及其制造方法:CN107313724A[P]. 2017-11-03.
[12] 路彩虹,韩礼红,杨尚谕,等. 一种双金属冶金复合管及其制备方法:CN110181230B[P]. 2022-01-04.
[13] 李鹤林,韩礼红,张文利. 高性能油井管的需求与发展[J]. 钢管,2009,38(1):1-9.
[14] 李琼玮,奚运涛,董晓焕,等. 超级13Cr 油套管在含H
S 气井环境下的腐蚀试验[J]. 天然气工业,2012,32(12):106-109.
