电弧沉积条件下Cu 基熔覆层的微观组织及性能研究*
2022-05-26雷龙宇杜明科张志强郜雅彦王博玉
0 前 言
在采矿、 火电等领域, 大量矿石、 燃煤等固体介质需通过管道运输, 然而由于这类介质具有硬度高、 流速快等特点, 管道内壁在其长期冲刷下会产生较为严重的磨损, 最终使得管道被磨穿,导致资源浪费甚至生产事故的发生
。 因此, 提高管道材料表面的硬度和耐磨性在节约资源、 安全生产方面具有重要意义。 表面改性是提高材料表面性能的理想手段, 目前已经发展出电镀
、 热喷涂
、 激光熔覆
、堆焊
等诸多方法。 其中, TIG堆焊具有热量集中、 成本低、 效率高、 操作简单、 熔覆层与基体呈冶金结合等优点, 已在工业生产中得到广泛应用
。 利用药芯焊丝进行电弧堆焊还可灵活调整熔覆层成分, 目前, 研究人员已经使用药芯焊丝氩弧堆焊方法成功制备了金属及金属/陶瓷复合熔覆层
、 高熵合金熔覆层
等多种类型的熔覆层, 该方法具有良好的发展前景。
目前常用的熔覆材料主要有镍基、 铁基、 铜基合金等, 其中铜基合金具有良好的导电性、 导热性和耐腐蚀性, 引入合金元素后, 在一定条件下熔覆层金属间化合物或陶瓷颗粒等会对其进行强化, 可获得较高的力学和摩擦学性能, 是自润滑及耐磨零部件的首选材料
。 激光熔覆是制备铜基熔覆层的常用方法, Lyu 等
通过激光熔覆原位合成了ZrB
-ZrC 增强铜基复合熔覆层, 并研究了熔覆层的微观组织、 物相组成和摩擦磨损性能, 结果表明, ZrB
-ZrC 陶瓷颗粒可大大提高铜基熔覆层的硬度和耐磨性, 平均硬度达410HV
,是纯铜的近6 倍, 磨损机制主要是磨粒磨损和粘着磨损, 磨损量比纯铜低约85%。 邓德伟等
以Q235 钢为基体, 研究了不同激光功率对Cu-18Pb-2Sn 合金熔覆层组织和性能的影响, 发现增加激光功率可以减少熔覆层内部的孔隙, 提高成形质量, 但对硬度没有明显影响; 此外,对Cu-18Pb-2Sn 合金熔覆层进行激光重熔可进一步提高表面硬度, 降低摩擦因数。 但铜及铜合金对激光的反射率较高, 采用激光熔覆方法制备的铜基涂层易产生孔洞、 界面结合不良等缺陷, 影响熔覆层的服役性能, 而TIG 电弧堆焊可克服激光熔覆的上述缺点, 制备出缺陷较少、 性能优良的铜基熔覆层。 Li 等
使用氩弧熔覆方法制备了TiN-Ti2Cu 增强铜基复合熔覆层, 发现熔覆层中增强相的含量随着Ti 含量的增加而增加, 熔覆层硬度最高达到410HV
,是纯铜的5.1 倍。
药芯焊丝具有成分易调控、 熔覆效率高, 且易合成各种目标增强相等众多优势。 然而, 目前使用药芯焊丝氩弧熔覆方法制备铜基熔覆层的研究鲜有报道, 相关研究较为匮乏。 因此, 本研究采用药芯焊丝氩弧熔覆方法制备了Cu-Ni-Cr-Fe-C 熔覆层, 研究了熔覆层的微观组织和显微硬度, 并与纯铜和Q345B 基体进行了对比, 验证了其可行性, 也为该方法在工程实际中的应用提供一定的依据和参考。
1 试验材料与方法
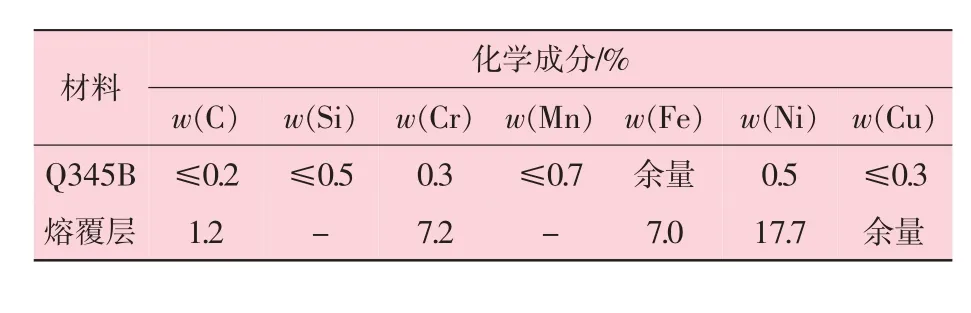
试验采用的母材是规格为300 mm×150 mm×10 mm 的Q345B 钢板, 药芯焊丝以7 mm×0.2 mm的紫铜带作为外皮, 将Cu-Ni-Cr-Fe-C 粉末以一定比例混合均匀后填入铜带, 填充率控制在35%左右, 经拉拔、 减径等工序后制成直径1.6 mm 的药芯焊丝。 其中, 焊丝粉芯中的Ni 可与Cu、 Fe无限互溶, 同时增加Cu、 Cr 的相互固溶度, 提高涂层的强度、 硬度及涂层与母材的结合能力,避免裂纹等缺陷的产生; Fe 可细化富Cr 相颗粒和Cu 基组织, 提高涂层的力学性能; C 由石墨粉提供, 石墨为润滑组元, 可增强涂层的润滑能力, 同时提高硬度和耐磨性
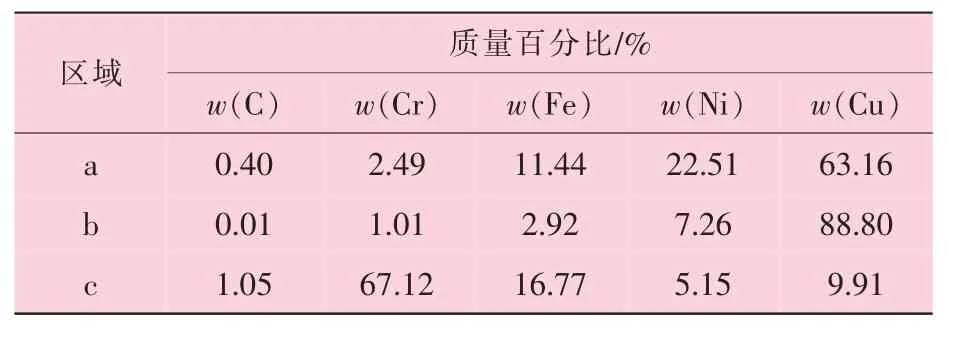
。 Q345B 母材和Cu 基熔覆层的名义化学成分见表1。
将Q345B 钢板表面清理干净后, 使用Panasonic 型TIG 焊机进行沉积, 沉积电流120 A,熔池保护气体采用体积分数为99.99 %的氩气,气体流量15 L/min。 熔覆完成后使用线切割机切取组织和性能分析试样。 金相试样经预磨、抛光后, 用5 g FeCl
+10 mL HCl+100 mL H
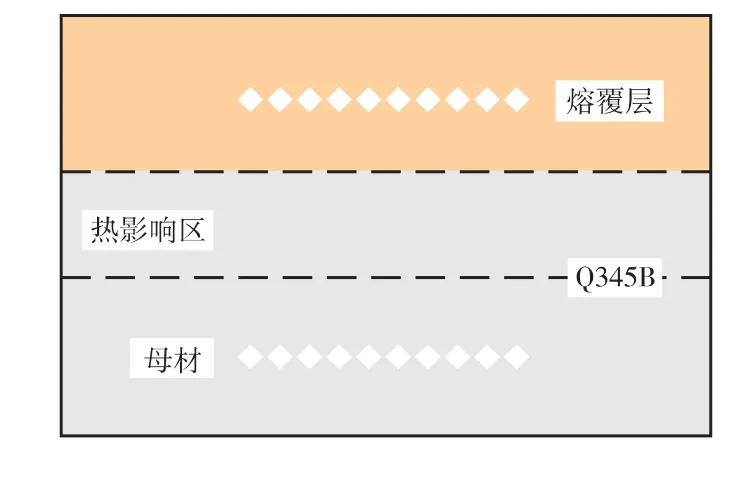
O溶液进行表面腐蚀, 在OLYMPUS—GX71 型光学显微镜 (OM) 下观察熔覆层的微观组织, 并使用带有EDS 能谱仪的JSM—6700F 型扫描电子显微镜 (SEM) 对微区组织形貌和元素分布情况进行分析。 使用XRD-7000 型X 射线衍射仪 (XRD) 分析涂层的物相组成, 扫描速度为6°/min, 步长0.02°。 使用MHV—1000Z 型显微维氏硬度计对试样的显微硬度进行测试, 其测试路径如图1 所示, 试验点间距0.5 mm, 载荷0.1 kgf, 保 荷 时 间15 s, 每 个 区 域 测 试10 个点, 并取平均值。
2 结果与讨论
2.1 微观组织分析
计算机软件的发展虽然时间较短,其作用却不容忽视,直接影响着计算机未来的发展和进一步应用,因此,对计算机软件开发技术的研究就显得尤为重要了。计算机软件的开发技术是一个不断演变和发展的过程,虽然在应用过程中取得了一定的成效,但是要不断适应人们的生活和经济的发展,这就需要相关软件开发技术人员能够顺应时代的发展和要求,从长远角度出发,实现不断创新计算机软件开发技术。
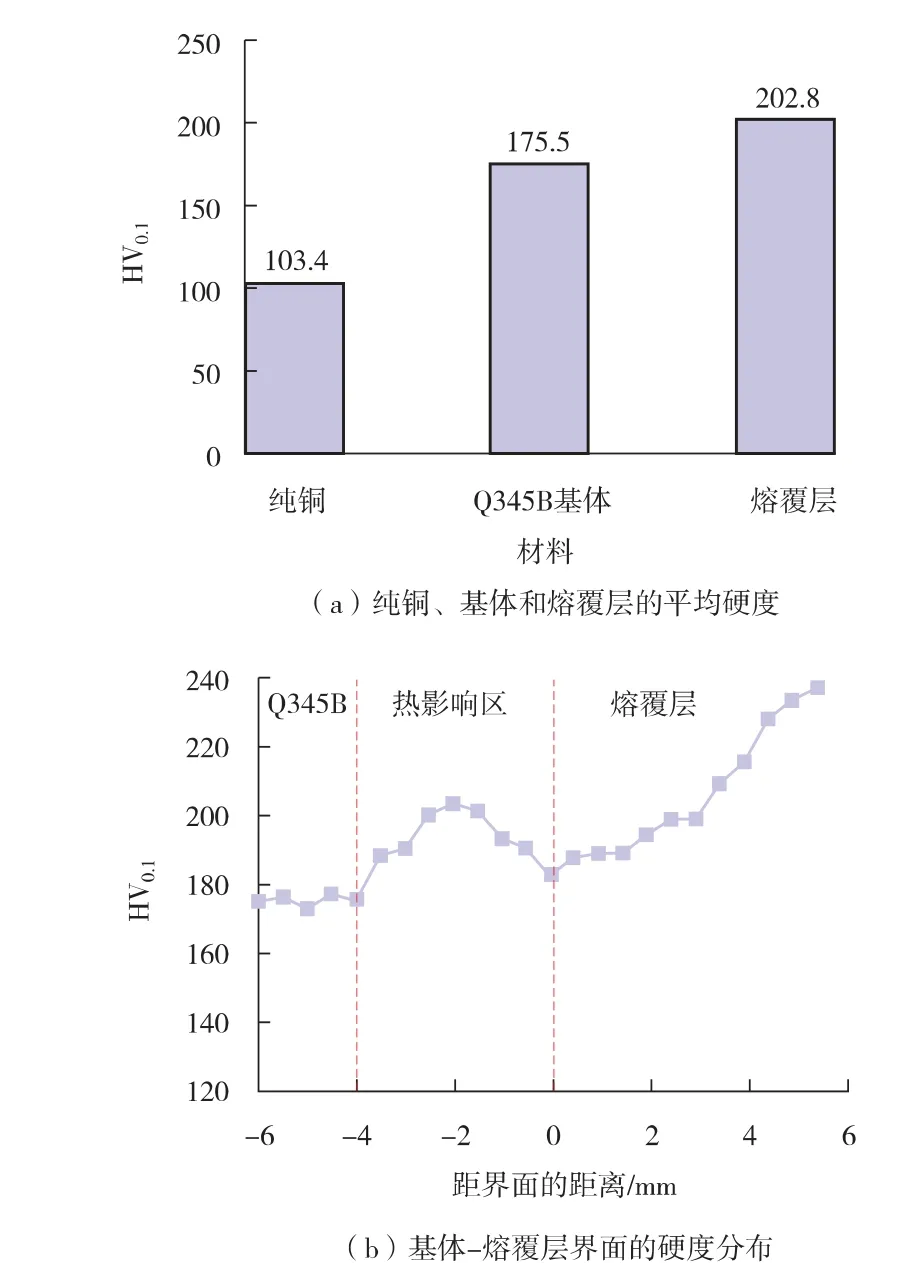
为了表征合金元素对熔覆层的强化效果, 对纯铜、 Q345B 基体和Cu-Ni-Cr-Fe-C 熔覆层的显微硬度进行了测试, 如图6 所示。 从图6 (a) 可以看出, 熔覆层的平均硬度达到202.8 HV
, 接近纯铜的2 倍, 也高于Q345B 低碳钢基体, 表明Ni、 Cr、 Fe、 C 四种元素对熔覆层的强化效果较为显著。 结合微观组织分析和元素分布情况可知,强化机制主要为固溶强化和第二相强化。 Ni、 Cr、Fe 元素的原子半径与Cu 较为接近, 与Cu 主要形成置换固溶体, 可引起晶体中的点阵畸变, 增大位错运动的阻力, 使得滑移过程难以进行, 从而产生较为显著的强化效果。 此外, 凝固过程中由于溶解度变化而析出的富Cr 相, 以及均匀分布在熔覆层中的单质C 同样会阻碍位错运动, 对熔覆层具有第二相强化作用。 通过两种机制的共同作用提高熔覆层的表面硬度。 从图6 (b) 可见, 在电弧沉积过程中热循环的作用下, 基体热影响区的硬度高于母材, 界面处未出现硬度突变现象;熔覆层中, 距离界面越远表面硬度越高, 这可能与其微观组织有关。 受成分过冷程度的影响, 熔覆层顶部的等轴晶晶粒与熔覆层底部晶粒相比较为细小, 因此提高了熔覆层顶部的硬度。
式中,δij为克罗内克符号,(EI)e为FRP布加固黏弹性梁在Laplace变换域中的等效抗弯刚度,且
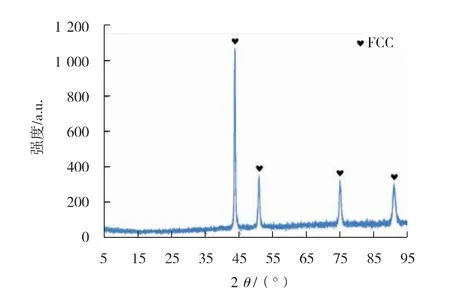
为了确定熔覆层的物相组成, 对熔覆层进行了XRD 测试, 分析结果如图4 所示。 由图4 可见, 熔覆层主要由单一的FCC 结构固溶体相组成, 应为半径稍小的Ni、 Fe、 Cr 原子固溶到Cu基体中形成的Cu-Ni-Fe-Cr 固溶体。 这些溶质原子可使得Cu 晶格发生畸变, 阻碍位错运动,从而提高熔覆层的硬度, 起到固溶强化作用。
合金元素的扩散对熔覆层组织、 性能的演化起着至关重要的作用。 沉积过程中, 由于异种材料中各元素含量不同, 在浓度梯度的驱动下, 元素会在界面间发生扩散, 从而对熔覆层性能产生影响。 为了分析Q345B 基体/Cu 基熔覆层结合界面的元素扩散情况, 对界面区域进行了EDS 线扫描测试, 试验结果如图5 所示。
2.2 界面元素扩散情况分析
过了一会儿,他又说:“我说,哥们儿,你是怎么发现这样一个人间尤物的?这世上怎么可能——有这样让你看一眼——只看一眼,就让你着迷的女人?”
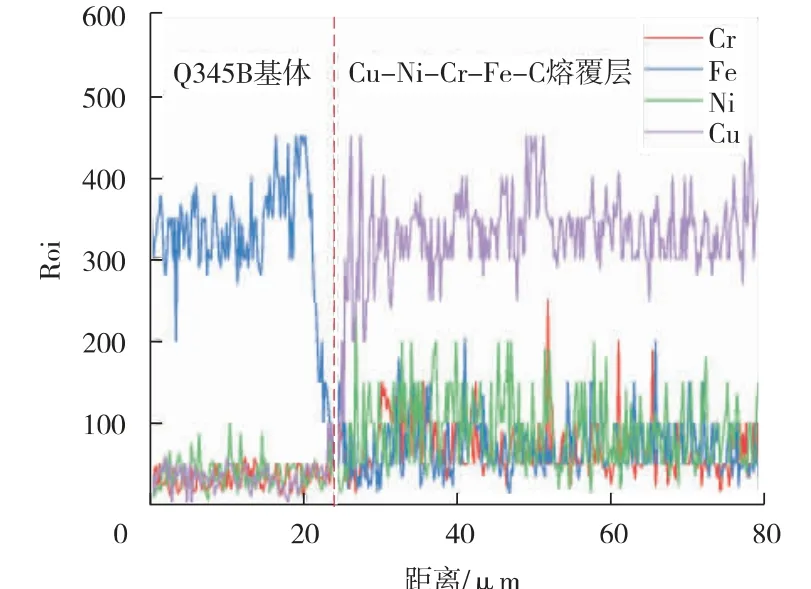
从图5 可见, 在基体/熔覆层界面处, 各元素含量均发生了突变, 元素相互扩散的距离较短,表明熔覆层金属稀释率较小。 因此后续试验过程中须按照材料的合金成分, 依据相形成次序及原理设计相过渡层合金系, 实现梯度过渡, 进一步优化界面连接行为。 由于Ni 与Fe 可无限互溶, 因此熔覆层中的Ni 向基体中扩散相对较多, 这有利于熔融基体与熔池金属的混合, 还可减少Cu 渗透裂纹的产生, 提高铜/钢异质界面的结合强度
。
2.3 显微硬度分析
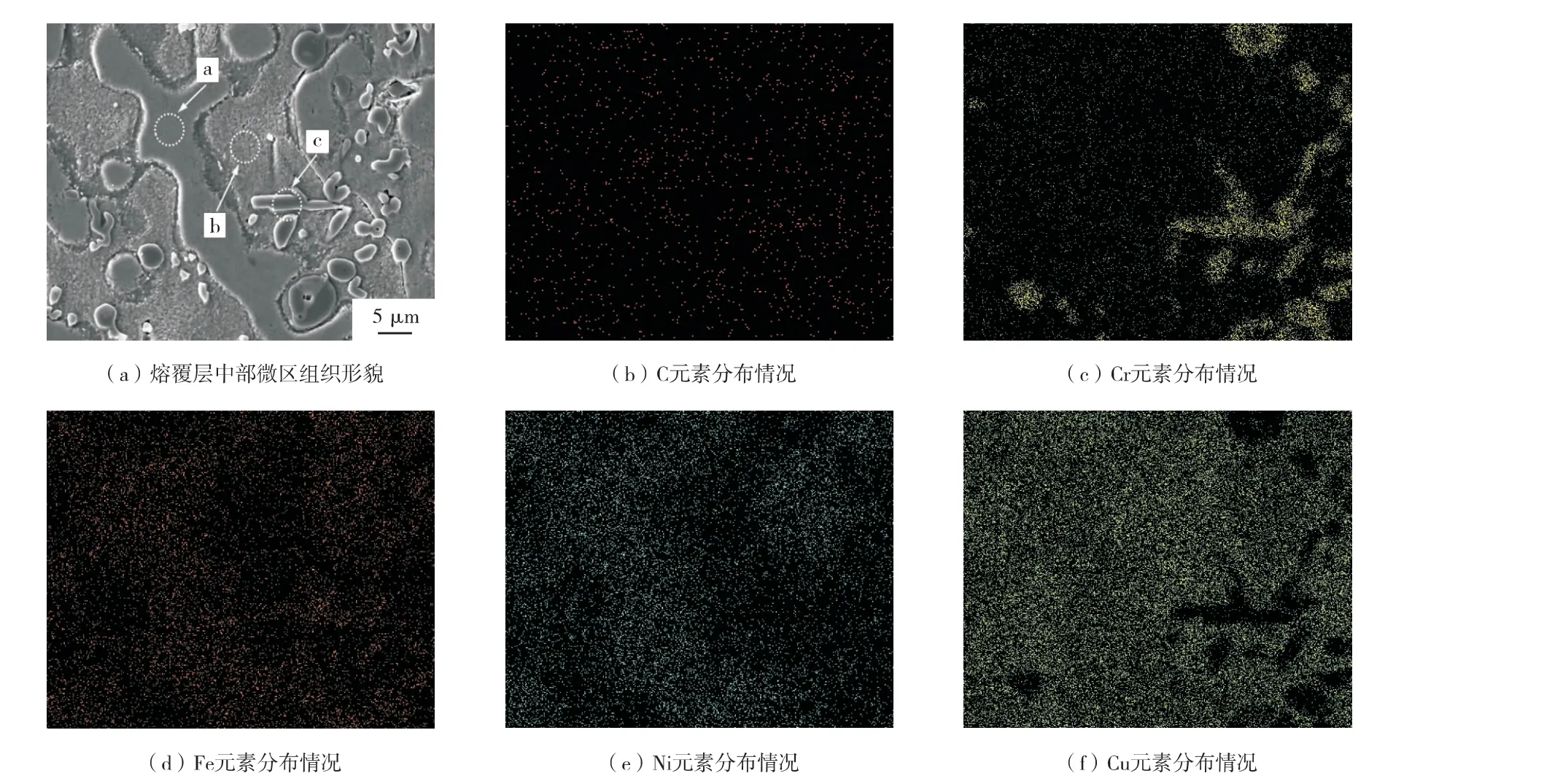
为了表征熔覆层微区域的组织形貌和元素分布情况, 对熔覆层进行了扫描电镜观察, 如图3所示。 图3 (a) 为熔覆层中部的微区域组织形貌,可见基体上分布有树枝状晶粒和球状、 棒状的析出相, 为了定量分析不同微观区域的化学成分,对图3 (a) 中a、 b、 c 三个区域进行了EDS 点扫测试, 测试结果见表2, 可以看出与基体(b 点)相比, 树枝晶(a 点) 中的Fe、 Ni 含量较高, 而Cu 含量较少, 表明熔覆层存在微观偏析。 这是因为在熔池凝固过程中, 由于Cu 的热导率较高,使得凝固速率较快, 溶质元素来不及充分扩散,从而在溶质元素较为富集的区域, 晶粒以树枝状形态长大。 对析出相(c 点) 的EDS 测试结果表明, 该析出相中Cr 元素含量较高, 这是由于Cu和Cr 相互固溶度较低, 1 076 ℃时Cr 在Cu 中的溶解度仅为0.7 %, 室温下几乎不固溶, 因此Cr在熔池凝固过程中逐渐析出, 形成不同形态的富Cr 析出相, 对熔覆层具有第二相强化作用。 为了获得图3 (a) 中不同区域的元素分布情况, 对其进行了EDS 面扫测试, 试验结果如图3 (b) ~图3 (f) 所示, 可见熔覆层中C 元素的分布较为均匀, 而Cr 元素主要分布在析出相内, 且Fe、Ni 元素在树枝晶内和晶间的浓度不同, 存在一定的偏析现象, 这与点扫分析的结果一致。
3 结 论
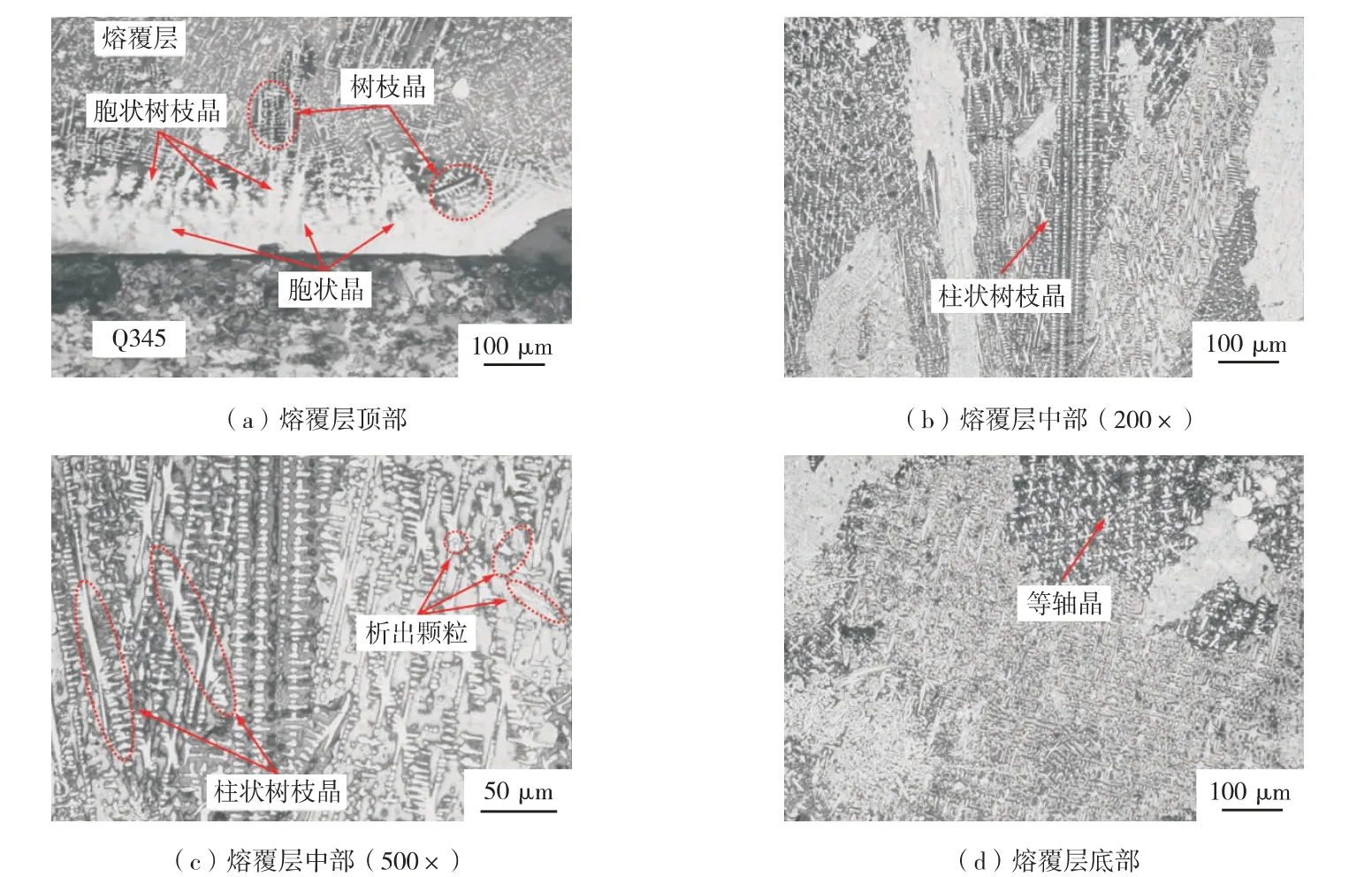
(1) 利用TIG 堆焊方法制备的Cu 基熔覆层与Q345B 基体结合良好, 无明显的宏观缺陷。 在成分过冷的影响下, 熔覆层由下至上依次形成了胞状晶、 胞状树枝晶、 柱状树枝晶和等轴晶形貌。
Cu 基熔覆层的微观组织如图2 所示, 熔覆层与Q345B 基体结合良好, 无裂纹、 未熔合等缺陷, 且结合界面处未发现铜/钢焊缝中常见的熔化未混合区 (melting unmixed zone, MUZ),这是因为熔覆层中的Ni 元素可促进熔池金属与熔融基体的混合
。 从界面区域至熔覆层顶部, 组织形貌依次为胞状晶、 胞状树枝晶、 柱状树枝晶和等轴晶, 这与熔池金属凝固过程中的成分过冷有关。 在堆焊熔池过热的条件下, 液态金属往往以界面处钢侧熔化或半熔化的晶粒表面作为质点发生非均匀形核, 以联生结晶的方式向熔池中心凝固。 图2 (a) 为铜/钢结合界面处的微观组织形貌, 发现靠近界面处的温度梯度 (G) 较大,凝固速率(R) 较小, 即G/R 值较大, 使得成分过冷度较小, 有利于胞状晶生长; 略微远离界面处, G 减小, R 增大, G/R 值减小, 此时成分过冷度增大, 熔覆层结晶形态转变为垂直于熔合线方向生长的胞状树枝晶。 随着G/R 值的进一步减小, 熔覆层中部(图2 (b)) 转变为以柱状树枝晶为主的组织形貌, 其中白色部分为首先结晶的富Ni 组织, 由于耐蚀性较好, 故呈白色, 而较暗部分Ni 含量较少、 耐蚀性较差, 腐蚀较深故呈深色
; 此外, 如图2 (c) 所示, 在500倍下还可观察到细小的析出相, 应为熔池凝固过程中析出的富Cr 相, 对熔覆层具有第二相强化作用。随着凝固过程接近熔覆层顶部, G 进一步减小,R 进一步增大, 此时G/R 值较小, 成分过冷度较大, 使得熔覆层顶部形成了一定数量的等轴晶, 如图2 (d) 所示。
(2) 熔覆层主要由单一的Cu-Ni-Cr-Fe 固溶体相组成, 但存在微观偏析, 其中Fe、 Ni 在树枝晶内浓度较高, 枝晶间浓度较低; Cr 元素在凝固过程中逐渐析出, 形成球状和棒状析出相分布在基体上。
(4) 本文主要研究了正常使用状态下预应力钢丝绳对既有PC桥梁的加固效果。实际应用中,预应力钢丝绳的加固长期效果有待进一步研究。
(3) 基体与熔覆层间元素扩散的距离较短, 熔覆层稀释率较低; Ni 元素向基体中扩散相对较多, 这有利于提高基体/熔覆层界面的结合强度。
(4) 熔覆层的平均硬度达到202.8 HV
, 高于纯铜和Q345B 基体, 且由界面至熔覆层顶部硬度逐渐升高。 溶质原子固溶于Cu 基体产生的固溶强化和第二相粒子产生的第二相强化, 是熔覆层硬度显著提高的主要因素。
[1] 付永红,王亮亮,李楠. 矿山充填耐磨管道发展现状与技术研究[J]. 有色金属设计,2017,44(1):1-4.
[2] 张胤彦,冀鸰. 一种耐磨无缝钢管及其制造方法[J]. 冶金管理,2021(9):14-15.
[3] 谭丽,秦海滨. 重介选煤厂管路磨损因素分析及耐磨措施[J]. 矿山机械,2012,40(4):58-60.
[4] LIU M H,WANG D G,WANG H W, et al. Study on optimization technology to strengthen Ni-based composite coating electroplate containing nanodiamond[J]. Materials,2019,12(10):1654.
[5] AMUDHA A, NAGARAJA H S, SHASHIKALA H D.Mechanical and wetting properties of 25%NiCr-75%Cr
C
cermet coated on low carbon steel using HVOF thermal spray technique [J]. Physica B:Condensed Matter,2020:412409.
[6] BARTKOWSKI D,BARTKOWSKA A,JURCI P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb:YAG disk laser[J]. Optics & Laser Technology,2021,136(2):106784.
[7] YE Z Y,LIU Z Y,LI J N,et al. Argon-arc cladding of Q235 low-carbon steel by Co base alloy deposition[J].Surface Review and Letters,2021,28(4):1-5.
[8] 郭煜. 电弧熔覆轻质多元合金熔覆层组织与性能研究[D]. 淮南:安徽理工大学,2020.
[9] 马壮,李剑,张璐,等. 氩弧熔覆技术特点及研究现状[J]. 热加工工艺,2012,41(10):162-165.
[10] XU H,SUN J S,JIN J,et al. Comparison of structure and properties of Mo
FeB
-based cermets prepared by welding metallurgy and vacuum sintering[J]. Materials,2020,14(1):46.
[11] 黄智泉,段嘉旭,杨威,等. 冲击能量对Fe-C-Mo-V堆焊合金抗磨粒磨损性能的影响[J]. 焊接学报,2020,41(12):80-85.
[12] 贾华,刘政军,李萌,等. 自保护药芯焊丝明弧堆焊Fe-Cr-C-B-W 合金的组织及性能[J]. 焊接学报,2020,41(3):86-90,101.
[13] 杨立军,孙涛,王耀伟,等. TIG 电弧制备碳化钨熔覆层组织及性能的研究[J]. 天津大学学报(自然科学与工程技术版),2019,52(8):829-835.
[14] 苏允海,梁学伟,邓越,等. FeAlCuCrNiNbx 系高熵合金堆焊层的组织及性能分析[J]. 焊接学报,2020,41(4):38-43.
[15] 吕竞. 超声复合TIG 电弧制备高熵合金熔敷涂层[D].哈尔滨:哈尔滨工业大学,2019.
[16] 陈雨晴,余敏,曹开,等. 铜基自润滑涂层的研究进展[J]. 表面技术,2021,50(2):91-100,220.
[17] 刘宇宁,王云鹏,祝儒飞,等. 耐磨铜合金的研究现状与发展趋势[J]. 机械工程材料,2021,45(1):1-7.
[18] LYU X Z,ZHAN Z J,CAO H Y,et al. Microstructure and properties of the laser cladded in-situ ZrB
-ZrC/Cu composite coatings on copper substrate [J]. Surface& Coatings Technology,2020,396(1):125937.
[19] 邓德伟,郑海彤,马玉山,等. 激光熔覆制备Cu-18Pb-2Sn 涂层的组织与性能研究[J]. 功能材料,2020,51(6):6001-6006.
[20] 邓德伟,郑海彤,马玉山,等. 激光重熔对Cu-18Pb-2Sn 激光熔覆层组织和性能的影响[J]. 材料热处理学报,2021,42(6):140-146.
[21] LI Y N,LIU X B,ZHOU Z K,et al. The microstructure and wear resistance of a copper matrix composite layer on copper via nitrogen-shielded arc cladding [J]. Coatings,2016,6(4):67.
[22] 张泽辉. Cu-Cr-Fe-Ni 合金组织与性能的研究[D].赣州:江西理工大学,2020.
[23] 张程煜,王江,张晖,等. Ni 或Co 的加入对CuCr25 合金组织与性能的影响[J]. 稀有金属材料与工程,2001(4):286-289.
[24] 李继红,张云龙,杜明科,等. 合金元素对铜/钢接头连接机理及性能的影响[J]. 焊接学报,2021,42(3):34-41,100.
[25] 王怀建. 铁白铜焊接接头的组织和力学性能[J]. 热加工工艺,2008(1):57-58.
[26] 王瑞,石玗,李广,等. 镍对铜/不锈钢GTAW 接头导电性及腐蚀性能的影响[J]. 焊接学报,2019,40(12):53-58,163.
