焊后热处理消除管道环缝焊接残余应力的有限元模拟*
2022-05-26徐育烺李勤涛王业方赵先锐张梦贤
0 前 言
焊接过程中, 由于热源作用于焊件的焊缝位置, 因此焊件的温度场分布不均匀, 焊缝中心的温度远超过熔点, 在高温作用下, 焊缝金属逐步向外膨胀, 同时又会受到热影响区附近钢材的约束, 进而在焊件内部产生焊接内应力
,焊接内应力随高温作用时间不断发生变化。 由于温度分布不均匀, 局部位置的内应力已经超过材料的屈服强度, 并产生塑性变形, 当恢复至初始温度状态时, 将会产生新的内应力, 也被称为残余应力
。
谷城县级财政部门积极落实各项扶贫政策,推行负面清单制度,在依法依规与探索创新中寻求对接,在项目规划与资金管理上促进对接,承担着诸多风险,把控着资金监管,做了许多有益的探索,取得了较好的成效。但在实际操作过程中,也遇到不少难点和困惑,存在的问题主要集中在统筹的范围和使用方向上、对政策的落实和理解偏差上以及扶贫资金的使用效益上。
不锈钢焊接变形一般分为纵向收缩、 横向收缩、 纵向弯曲和角变形等
。 制定合适的热处理工艺, 将焊接完成之后的薄板进行热处理, 可有效降低钢制焊接构件的形变率。 环形焊缝属于复杂构件, 薄板环形焊缝残余应力实际测量困难较大, 很难获取精准数据, 而有限元模拟可以很好地预测和分析热处理前后残余应力分布规律
。
关于环形焊缝的热力耦合分析, 国内外学者均做了许多研究工作, 并建立了各种可以预测温度场和应力场的有限元模型。 Brickstad 等
选用二维轴对称模型, 利用非线性热力耦合数值成功模拟了管道对接多道焊过程。 东北大学李友
认为600 ℃以上的焊后热处理可使发生强制变形处于弹性状态的焊接钢制结构件由弹性变形转化为塑性变形。 上海交通大学樊睿智
在考虑蠕变机制的条件下得出蠕变对降低焊接接头的残余应力有显著的作用。
相关部门对古城的保护措施缺乏一定的公开民主性,其真实性操作和现实情况没有被大众直接了解到,这不仅降低了政府的被监督性,而且也限制了大众对国家大事的关注程度[3]。而对于公民本身而言,当社会舆论停留在一个事件的表层时,很难引发公众的深层探讨,而建言献策更是无从谈起。由此看来,公民对城市建设的实际参与程度并没有很高,且处于被动的状态,缺乏大众的支持自然不利于保护战略的实施。
本研究以ABAQUS 软件为基础, 首先建立二维轴对称模型, 模拟304 不锈钢管的温度场和焊接残余应力场, 获取了温度场和焊接残余应力场分布特征。 之后根据热-弹塑性有限元模型,在考虑蠕变效应的基础上, 将焊接获得的残余应力值作为焊后热处理的初始状态, 并根据304 不锈钢管材料的特点制定了去应力退火工艺, 获取了焊后热处理之后的残余应力场的分布特征。
从国际范围来看,由于自由贸易区建设带来了更多的经济和外贸刺激作用,因此,世界范围内自贸区的数量越来越多,覆盖的国家及地区越来越多;且随着自贸区内出口贸易企业产业链的完善,自贸区的功能也开始有了综合性的发展;其次,由于世界经济发展在各区域的差异较大,因此,因地制宜和特色化管理制度的自贸区也开始广泛化发展[2]。
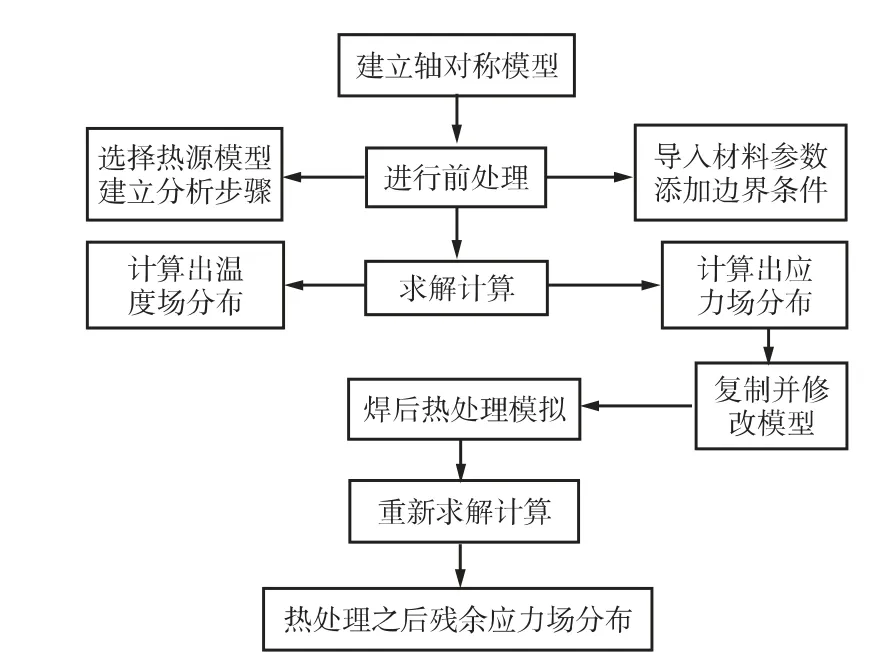
环缝TIG 焊接及焊后热处理模拟试验是一个完整的有限元分析过程, 图2 为TIG 焊接数值模拟流程图。
1 焊接数值模拟
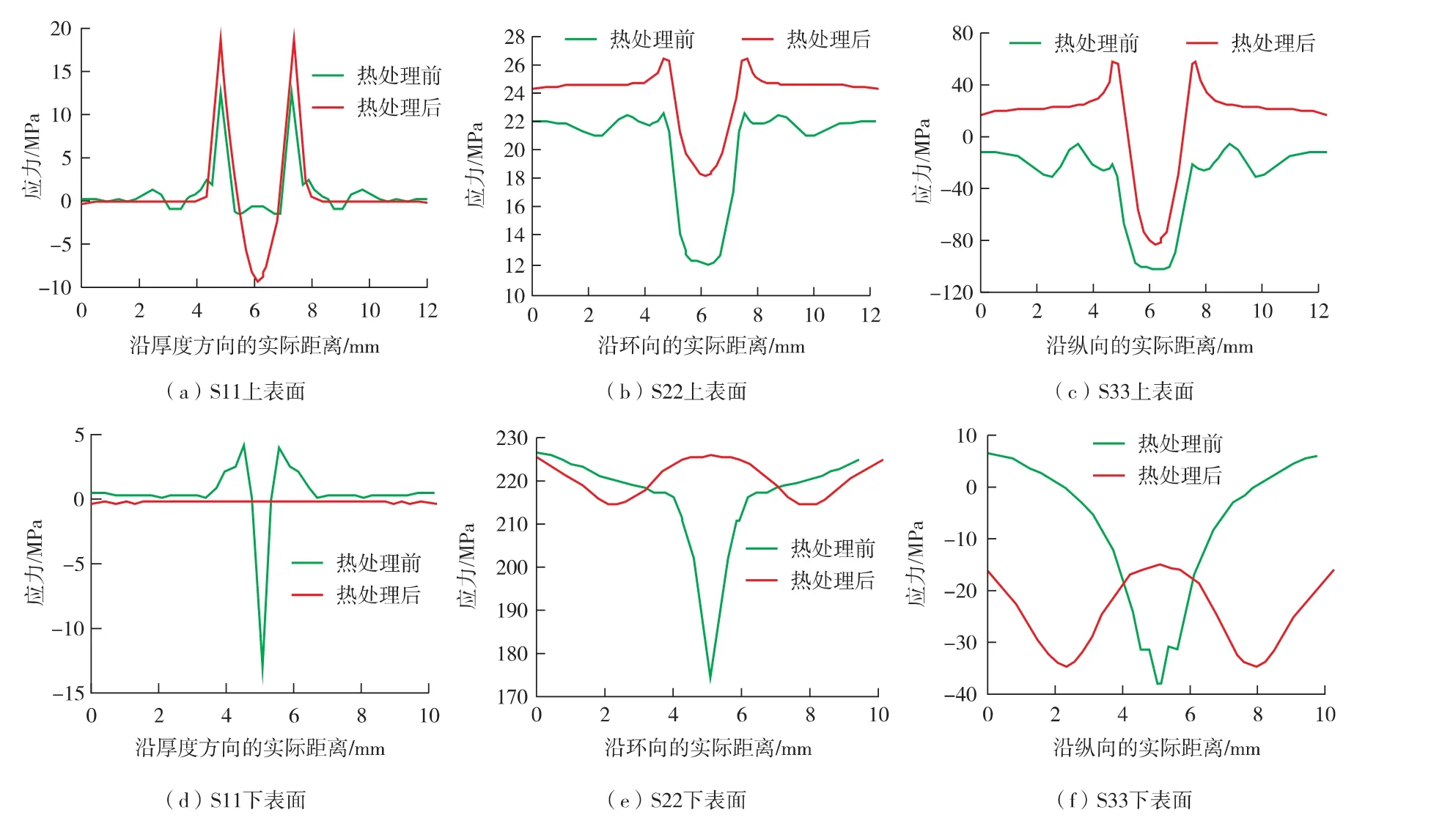
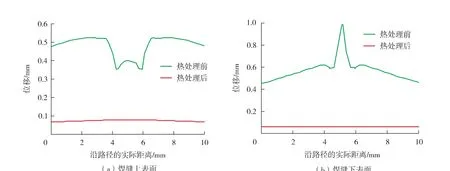
经PWHT 后, 分别提取了焊缝及热影响区的上、 下表面位置残余应力的分布值, 如图8 所示。 从图8 可以看出, 管道环缝焊接接头厚度方向 (S11) 的下表面应力消除的效果非常显著,上表面应力集中减少, 应力分布更加均匀; 环向(S22) 上、 下表面应力值虽略有增长, 但是应力集中位置也逐渐减少, 应力分布趋于平缓, 也是一个 “自平衡” 的表现; 纵向 (S33) 上表面残余应力数值上略有降低, 但是压应力变为了拉应力, 下表面焊接接头的残余应力从拉应力变为压应力, 且应力值降低, 同时应力集中位置减少,应力分布同样趋于平缓。
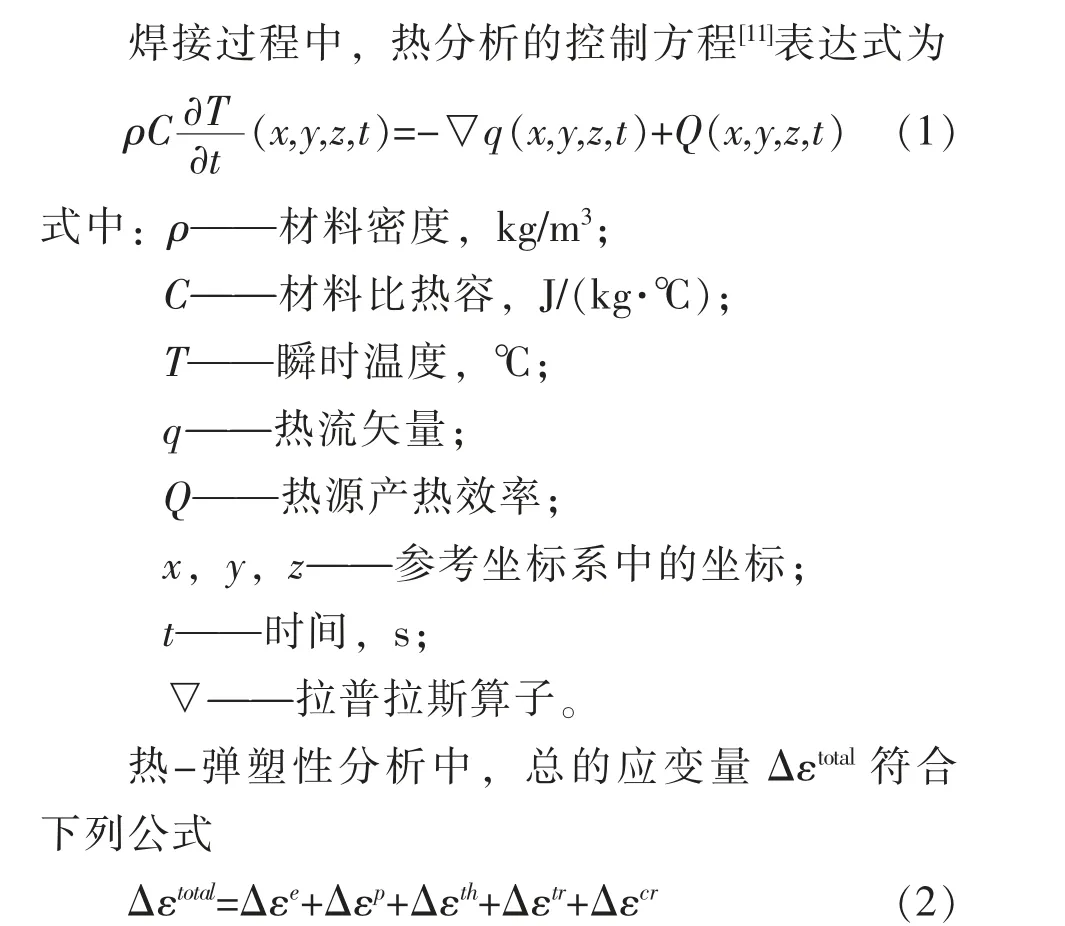
式中: Δε
——总应变增量;
Δε
——弹性应变;
Δε
——塑性应变;
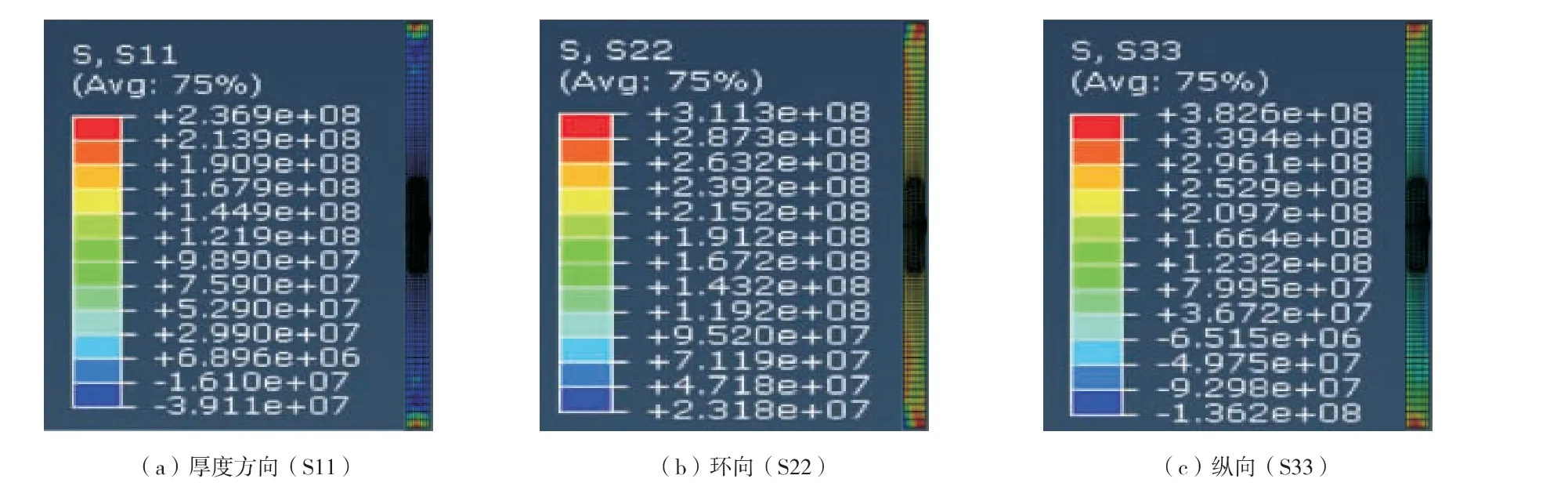
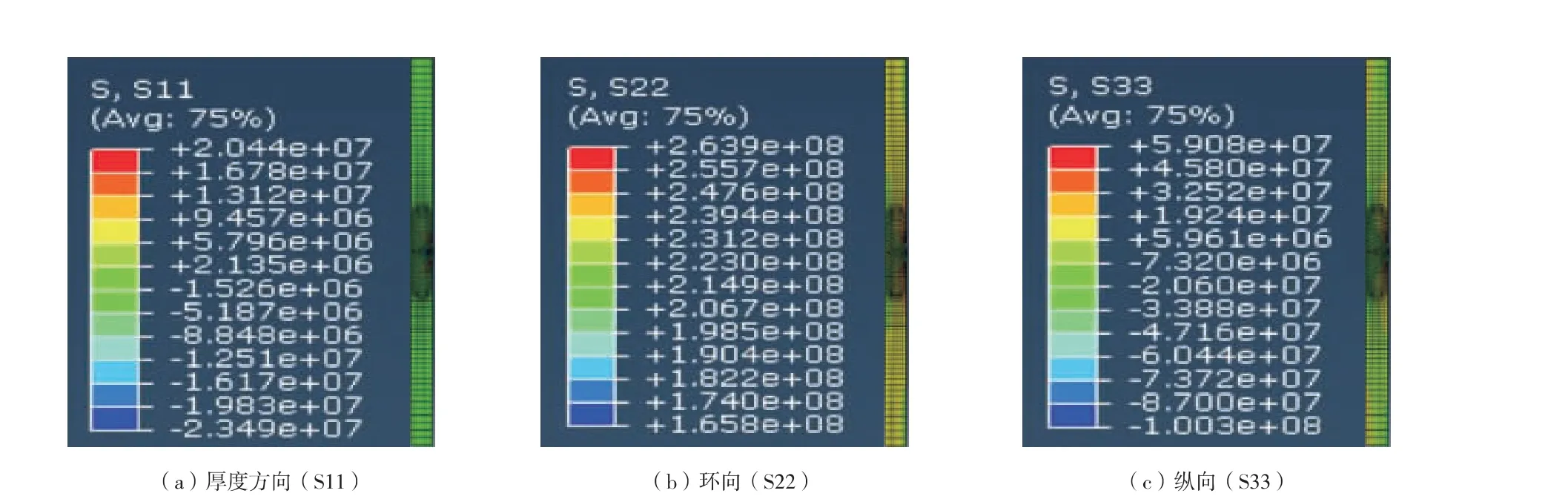
图5 和图6 分别为焊件热处理前和热处理后不同方向残余应力值分布图。 从图5、 图6 可以看出, 厚度方向残余应力减少最为明显, 峰值应力由236.9 MPa 减少至20.44 MPa, 纵向峰值应力也由382.6 MPa 减少至59.08 MPa。 但是环向降低最不明显, 峰值应力由311.3 MPa 减小到263.9 MPa。
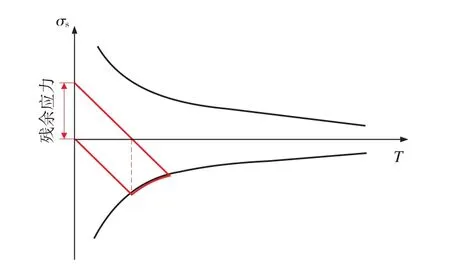
热模拟过程应力随温度变化情况如图3 所示, 橙色线段部分表示温度提升的过程中材料内部的应力随温度的变化图。 在虚线左侧, 加热并恢复室温, 材料内应力均可得以消除, 属于弹性应变; 在虚线右侧, 当外界应力超过材料在该温度的屈服极限, 即使材料继续升温,其内应力不再线性增加, 反而呈现减小的趋势。 此时逐渐降温, 当残余应力为0 时温度未恢复到室温, 故最终降至室温时, 其内部将存在残余拉应力。
Δε
——蠕变应变。
相变的过程实际为分子内部结构转变的过程, 例如奥氏体转变为铁素体, 即面心立方转变为体心立方, 原子的体积将会扩大, 外在将会表现出材料体积的变化, 造成局部位置膨胀, 这样就会产生附加的应变现象。 相变是在塑性变形转变温度以下发生的, 必须要考虑相变的影响。 本研究采用的焊材304 不锈钢属于低碳钢, 由于在较高温度奥氏体 (A) 向珠光体 (P) 发生相变,相变温度超过600 ℃, 高于塑性转变温度, 这种状态下, 材料屈服应力很低, 塑性很好。 由于相变造成的残余应力变化很小, 因此, 在热-弹塑性分析中可忽略相变的影响。
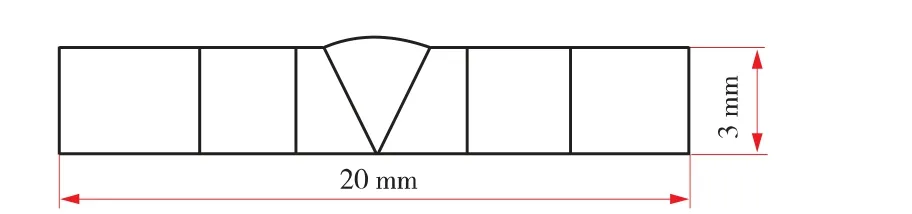
本研究圆管环缝焊接模拟采用的物理模型尺寸 (长度×直径×壁厚) 为40 mm×20 mm×3 mm,使用二维轴对称模型, 焊缝截面轮廓如图1 所示,焊缝金属填充采用生死单元法加载等密度热源。
4)建议凯斯4000甘蔗联合收获机应增加机体质量和配平,以加强机器的稳定性;调节切段刀速度或位置,使甘蔗段更长,减少刀口损失;增加多一组扶倒器或分行切割器,以帮助倒伏甘蔗扶起。
(3) 大双边供电模式下4列AW0车同时起动电流上升率(0.36 A/ms)未达到电流增量保护的整定值(25 A/ms)。
2 焊后热处理对消除残余应力的影响
依据二维轴对称模型创建焊接温度场、 应力场求解模型。 在保证计算精度的同时提高计算效率, 网格划分将体现出渐变的性质, 焊缝中心及热影响区网格较密, 靠近热影响区的网格给定一个过渡的效果, 而远离焊缝中心的网格较疏。 热源模型未使用子程序加载的方式, 而是在焊缝区域加载略高于熔点的温度, 焊缝区域温度设置为1 500 ℃, 除焊缝区域以外设置为室温20 ℃。 在焊接过程中, 模拟的焊缝金属填充过程通过焊缝生死单元体现出来。 选用模型采用完全耦合的热应力分析, 单元模型选择C3D8RT, 完全耦合意为应力场与温度场相互影响。 该模型下只需要一个分析任务, 因为温度与应力相互依赖, 因此两者同时进行求解, 结果可以分别获取温度场和应力场。 本研究是在焊接模拟完成之后, 将残余应力的out data base 文件中的数值信息作为焊后热处理的初始条件, 并进行焊后热处理模拟的求解计算。
2.1 焊接残余应力分析
Δε
——相变应变;
2.2 焊后热处理机理分析
模拟的焊接过程完成之后, 将包含残余应力的out data base 文件作为焊后热处理的初始状态条件。 在加载热源模块, 假设整体构件PWHT 温度变化是均匀的。 在实际工程领域中,热处理温度过高, 既加大了施工难度, 还可能使得材料的性能变差。 所以, 在考虑是否进行焊后热处理时, 应将热处理的有利和不利两个方面综合比较。 从结构性能上来看, 有使性能提高的一面, 也有使性能降低的一面, 焊后热处理对熔敷金属和焊接热影响区的韧性提高不利, 有时在焊接热影响区的晶粒粗化范围内还可能发生晶间开裂。 应在综合考虑两方面的基础工作上做出合理的判断。 陈万华
发现304L不锈钢焊接接头残余应力去除温度为570 ℃较为适宜。 蠕变激活温度是通过蠕变试验获取的,而且焊接接头的各个位置的蠕变不一样。 方便计算, 模拟试验过程忽略位置差异性, 采取统一的蠕变激活温度。
(4)综合考虑投资收益、相邻空冷岛凝汽器的投资、复杂性、运行调节难度和阀门的可靠性、严密性要求,空冷凝汽器散热面积增加16.7%或33.3%较为合理,即扩大利用临机空冷岛的1排或2排空冷散热器组最优。
蠕变和应力松弛是金属材料在不同条件下表现出的两种性质。 在恒定应力作用下金属材料发生缓慢而又连续的一种塑性变形现象称之为蠕变, 同时金属材料在力的作用方向上应力自发降低同时形变保持不变的现象称之为应力松弛。 应力松弛本质原因, 是温度升高且达到该材料熔点的四分之一到三分之一时, 材料在该温度下发生塑性变形滑移所需要的临界切应力减小, 那么材料在该条件不再支持此前状态下的残余应力, 通过塑性应变代替原来的弹性应变来达到结构尺寸稳定存在的目的, 应力则会降低到该温度下的屈服强度。
2.3 焊后热处理模拟过程
ABAQUS 整体炉内PWHT (焊后热处理态) 模拟流程为: 复制之前焊接完成之后的模型, 将焊接完成之后的残余应力分布作为焊后热处理的初始条件。
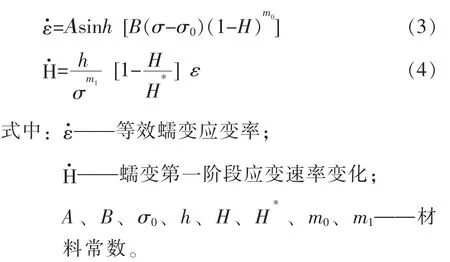
在属性模块添加蠕变参数, 通过激活和关闭蠕变机制对比蠕变现象对模拟结果的影响。 本研究模拟计算考虑高温蠕变机制, 蠕变激活温度为550 ℃, 采用蠕变本构方程经典公式来描述时效蠕变行为
, 并结合Norton 公式
来描述。 式(3)、式(4) 能较好地反映第一阶段(蠕变速率Δε/Δt随时间而呈下降趋势)、 第二阶段(蠕变速率不变)的蠕变行为。
通过焊后热处理消除残余应力有两个机理,一是加热和冷却过程中产生附加的塑性变形; 二是高温状态下, 蠕变可消除部分残余应力, 即原子在残余应力作用下, 在受力方向存在运动趋势, 如果温度较低则其运动能力有限甚至很差,高温状态时原子的运动能力增强, 原子将会沿着其所受的残余应力方向继续移动, 这样将释放部分残余应力。 严格来说, 任何温度下金属材料都可能产生蠕变。 在高温状态下, 蠕变对构件产生的影响十分显著。
于是,我父亲干脆继续昏昏睡去,还打起了呼噜。第二年烧的第一窑砖瓦更惨,连次品都没有,全是废品。李打油又跑到我家来回忆猪牯了。这次他透露了好多细节。比方说,每次赶猪牯到达目的地,我父亲要先考察猪圈干净与否,尤其是否有障碍物,以防止它们在剧烈活动时不慎摔伤,万一出了事故就得不偿失啦。还有,不能用凉水冲洗种猪,事前事后要允许人家充分休息,不能急功近利,等等。
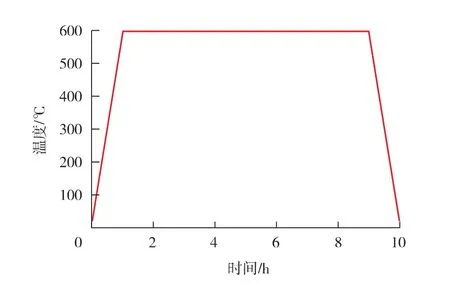
根据热处理的蠕变激活温度和升温时间、保温时间、 冷却时间建立一条热处理温度循环曲线, 如图4 所示, 从图4 可以看出, 升降温速率为580 ℃/h, 热处理温度为600 ℃, 保温时间为8 h。 本次热处理采用去应力退火工艺,加热温度相对较低, 在退火过程中无组织转变, 目的在于消除零件中的残余应力, 稳定工件尺寸及形状。
3 焊后热处理模拟结果与分析
3.1 热处理前后焊接接头残余应力
Δε
——热应变;
3.2 热处理前后不同路径焊接接头残余应力
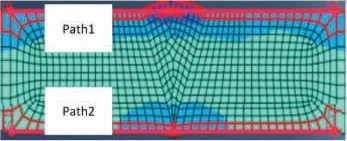
为了研究焊接接头不同表面残余应力分布,分别选中了焊缝及热影响区的上表面点和下表面的点的两条路径, 如图7 所示, 记为路径1 和路径2。
ABAQUS 数值模拟软件在焊接领域应用广泛, 用于获取焊接过程中的温度场、 应力场, 包括焊接完成之后, 焊缝疲劳试验、 焊接接头裂纹扩展研究, 还可以模拟焊接过程中的组织演变、相变等。
3.3 塑性应变和高温蠕变
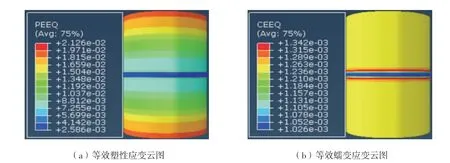
图9 所示为PWHT 后管道环缝焊接接头的等效塑性应变和等效蠕变应变云图。 由图9 可分析焊接残余应力的消除机理, 即PWHT 过程的塑性应变和高温蠕变是残余应力消除的力学机制, 从数值上看, 塑性应变发挥主要作用, 其应力消除机制和材料的本构方程相关。
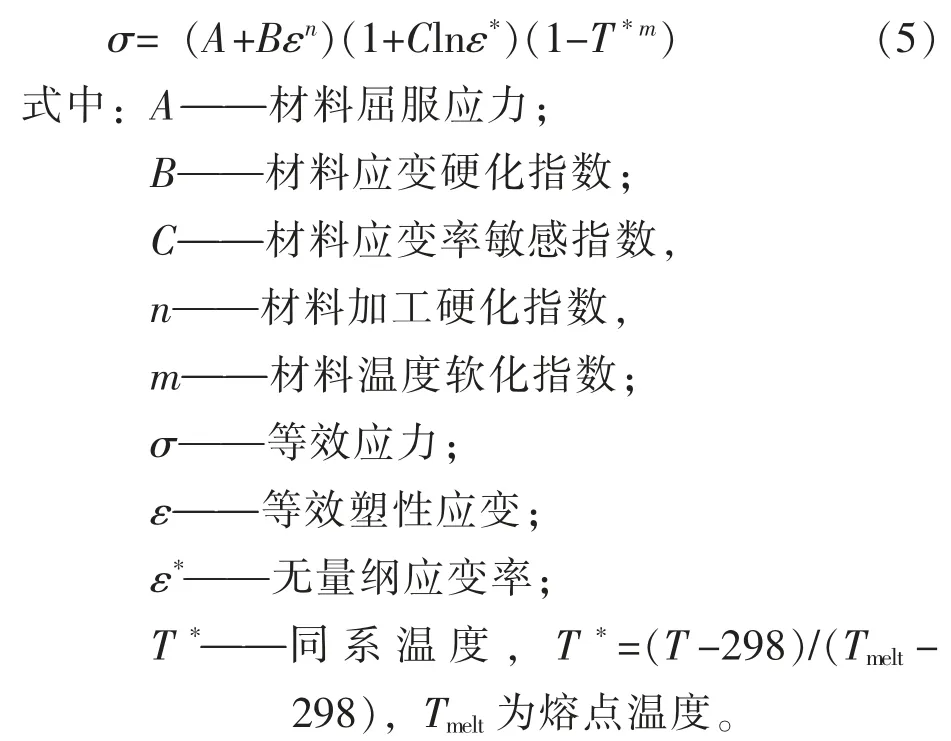
材料的本构方程是用来描述特定连续介质的热力学状态和运动学量之间相互关系的方程。 在有限元数值模拟的过程之中, 为了精确描述材料的成形过程和焊接温度场的变化, 需要明确焊接过程中各类物理参数之间的关系, 比如温度、 应变速率以及流动应力与应变之间的关系。 Johnson G R 和Cook WH 在1983 年提出的Johnson-Cook 本构方程
, 可以有效解决韧性材料在高温工程和高应变领域的诸多问题。 该方程优点突出, 不仅简单易懂通用性强, 而且极易用于试验数据的拟合。
1956年,阿尔贝·加缪发表了中篇小说《堕落》,还出版了包括6个短篇小说的集子《流放与王国》,这个时候,他的思想多少已经开始转向基督教伦理的探讨,对过于世俗化的道德和存在的命题,已经不那么感兴趣了。中篇小说《堕落》的发表,实际上是对萨特为代表的存在主义知识分子的一种质疑。后来,他们之间爆发了激烈的论战,两个人的关系因此而决裂。最终,我发现,时间站在了阿尔贝·加缪这一边,历史证明了他更正确,萨特在当时似乎正确,但是后来则并不正确了。
J-C 本构方程是一种经验型本构方程, 在数学上表现为材料的等效塑性应变、 等效塑性应变率和温度的函数
, 表达式为
从图9 可以明显看出, 本次热处理模拟试验中等效塑性应变值为2.126e-02, 而等效蠕变值为1.342e-03, 两者存在一个数量级的差异, 因此在本次去应力退火模拟试验中, 等效塑性应变是应力消除的主要原因。
钢丝绳走线分析:基本单元四边形N1N2F2F1、M1M2E2E1两组角线变化基本相同,且单调递增,可以依据曲线变化设计钢丝绳走向。
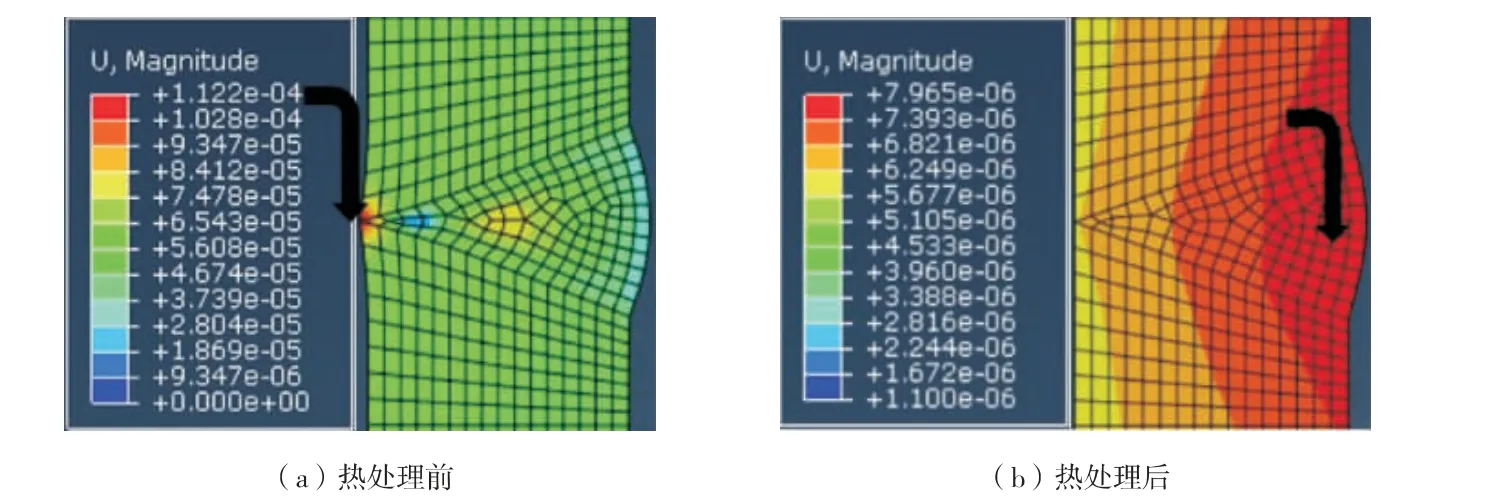
3.4 热处理前后位移云图结果分析
4 结 论
(1) 本研究以ABAQUS 软件为基础, 在考虑蠕变效应的基础上搭建了热力耦合的计算模型, 通过创建焊缝生死单元, “杀死” 和 “激活” 焊缝填充金属, 对TIG 焊接方法进行了数值模拟, 并以焊接完成之后的残余应力作为初始状态, 进行了焊后热处理模拟。
(2) 管道环缝焊接接头厚度方向的下表面应力消除的效果非常显著, 上表面为平衡下表面应力呈现小幅增大。 管道环缝焊接接头环向上、 下表面应力值虽略有增长, 但是应力集中位置也逐渐减少, 应力分布趋于平缓。 管道环缝焊接接头纵向上表面残余应力数值上略有降低, 但是压应力变为了拉应力, 下表面焊接接头的残余应力从拉应力变为压应力, 而且应力值降低, 同时应力集中位置减少, 应力分布同样趋于平缓。
(3) PWHT 过程的塑性应变和高温蠕变是焊接接头残余应力消除的力学机制, 其中塑性应变发挥主要作用。
[1] 杨明. 厚板焊接残余应力的有限元计算[D]. 北京:北京工业大学,2003.
[2] 苏林,成文峰,许志军,等. 油气管道缺陷漏磁检测有限元模拟[J]. 焊管,2020,43(4):8-13,22.
[3] 费东,齐向前. 不锈钢管气体保护焊接工艺研究[J]. 焊管,2020,43(3):27-30.
[4] 隋永莉,郭锐,张继成. 管道环焊缝半自动焊与自动焊技术对比分析[J]. 焊管,2013,36(9):38.
[5] 邵元金,闫君,杨玉超. 焊接工艺对不锈钢焊接变形的影响[J]. 焊接技术,2015(4):108-109.
[6] 郭舒,王海涛,韩恩厚. 核电站接管安全端异种金属焊接接头残余应力预测的研究现状[J]. 机械工程材料,2021,45(10):1-12.
[7] 任森栋,毕涛,李索,等. P92 钢多层多道焊接接头残余应力的有限元模拟[J]. 机械工程材料,2019,43(11):42-46.
[8] BRICKSTAD B,JOSEFSON B L. A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes [J]. International Journal of Pressure Vessels and Piping,1998(75):11-25.
[9] 李友. 关于采用焊后消除残余应力热处理克服钢制焊接构件变形的研究[J]. 机械设计与制造,2002(1):86-87.
[10] 樊睿智,刘俊龑,陆皓,等. 异种钢管子对接焊热处理前后残余应力的数值模拟[J]. 焊接,2007(5):54-57.
[11] 雷卡林. 焊接热过程计算[M]. 北京:机械工业出版社,1958.
[12] 李洋, 雷宏刚. 基于盲孔法的网架焊接空心球节点球面焊趾处残余应力测试[J]. 科学技术与工程,2020,20(7):2816-2822.
[13] 湛利华,王萌,黄明辉. 基于蠕变公式的时效应力松弛行为预测模型[J]. 机械工程学报,2013(10):74-80.
[14] 许乐,温建锋,涂善东.P92 钢焊接接头蠕变损伤与裂纹扩展数值模拟[J]. 焊接学报,2019,40(8):80-88,164.
[15] 陈万华,牟志超,祝长江,等. 304L 奥氏体不锈钢的焊接残余应力热处理去除试验研究[J]. 新技术新工艺,2017(1):1-4.
[16] JOHNSON G R,COOK W H. A constitutive model and data for metals subjected to large strains,high strain rates and high temperatures [J]. Engineering Fracture Mechanics,1983(21):541-548.
[17] 李建光,施琪,曹结东. Johnson-Cook 本构方程的参数标定[J]. 兰州理工大学学报,2012(2):164-167.
