一种基于PLC程序控制的自动化平面口罩外耳带焊接系统的设计
2022-05-26王豪曹飞萧金瑞钟乐华
王豪 曹飞 萧金瑞 钟乐华

摘 要:为提高平面口罩外耳带的焊接质量和效率,设计了一种基于某国产品牌PLC的自动化平面口罩外耳带焊接系统。该系统采用气缸驱动为主、电机驱动为辅的驱动方式,集气动控制、电动控制、程序控制等多种控制方式于一体,实现了平面口罩来料检测、耳带剪切、耳带焊接和口罩热压等自动化功能,解决了传统半自动平面口罩耳带绳焊接设备加工效率低、质量不稳定的问题。
关键词:PLC控制;平面口罩机;耳带焊接;超声波焊接
中图分类号:TP273;TS103.7 文献标志码:A 文章编号:1671-0797(2022)10-0041-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.10.011
0 引言
作为预防新冠肺炎的有效手段,口罩的重要性不言而喻[1],2020全年我国口罩产量突破了60亿只[2],在疫情防控中发挥了重要作用。而在疫情初期,由于口罩加工标准不统一、质量控制不严格等原因,产生了诸如口罩片不平整、耳带绳焊不牢等严重质量问题,致使口罩佩戴者处于暴露的风险之中。因此,设计一种自动化的平面口罩外耳带焊接系统,提升口罩外耳带的焊接质量和效率就显得尤为重要。基于PLC的可靠性和经济性,口罩生产的控制系统可以采用PLC[3-4],因此本文设计了一种基于PLC程序控制的自动化平面口罩外耳带焊接系统。
1 平面口罩外耳带焊接机构设计
1.1 机构组成
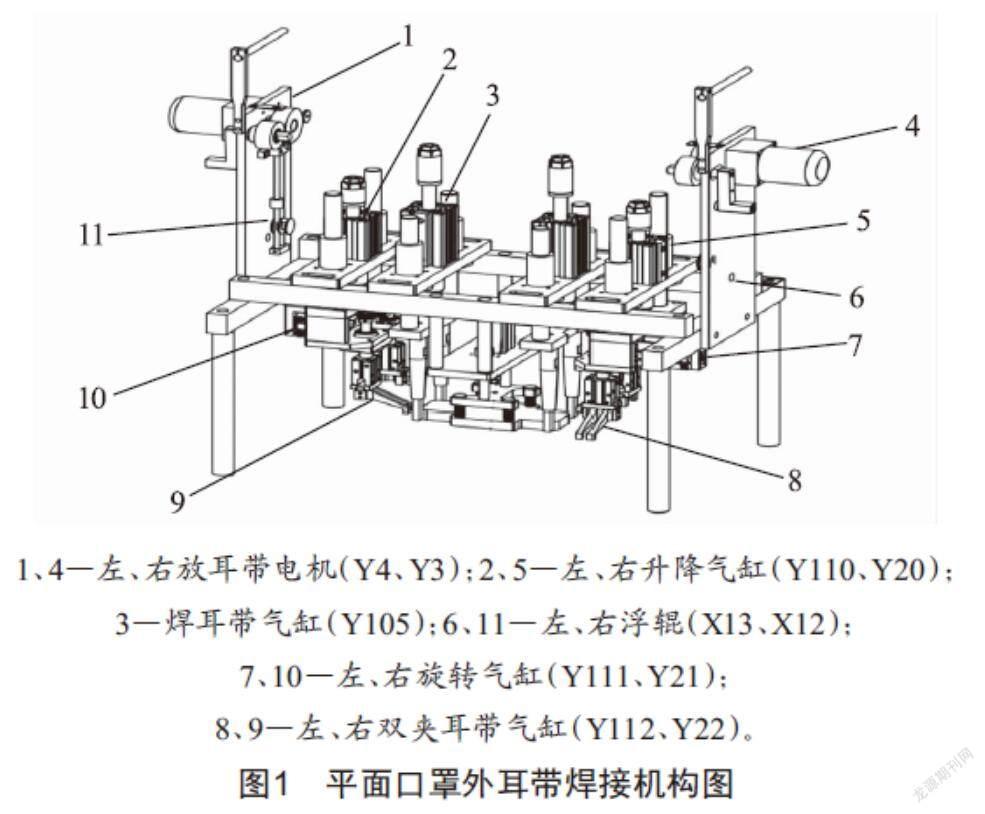
如图1所示,平面口罩外耳带焊接机构主要由升降气缸(Y110、Y20)、旋转气缸(Y111、Y21)、双夹耳带气缸(Y112、Y22)、焊耳带气缸(Y105)、放耳带电机(Y3、Y4)、前压料气缸(Y13)、放耳线浮辊(X12、X13)以及机架组成。装载口罩片的料盘从前压料板下方垂直方向上水平通过,通过0.4~0.6 MPa气压的压缩气体驱动前压料气缸(Y13)压住口罩片,先后驱动左右升降气缸(Y110、Y20)、左右旋转气缸(Y111、Y21)、左右双夹耳带气缸(Y112、Y22)、左右焊耳带气缸(Y105)以及左右放耳带电机(Y3、Y4),完成耳带绳的自动剪切和焊接等功能。
1.2 气缸选型
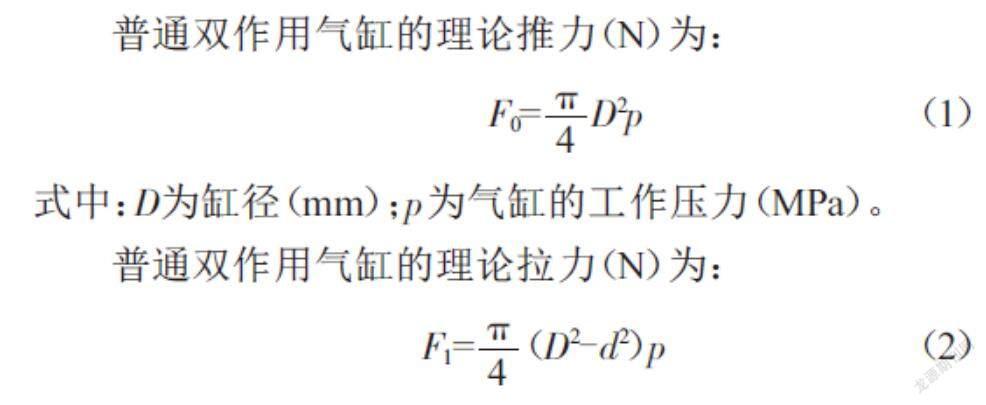
平面口罩焊耳带机构主要由气缸驱动,辅助电机驱动,气缸工作的稳定性直接影响整个机构的可靠性,因此气缸选型就显得尤为重要。普通双作用气缸以其稳定性高、使用便捷的优点,广泛应用于自动化设备的搬运、码垛、焊接、打磨等场景,本文以普通双作用气缸选型为例进行说明,过程如下:
普通双作用气缸的理论推力(N)为:
F0=■D2p (1)
式中:D为缸径(mm);p为气缸的工作压力(MPa)。
普通双作用气缸的理论拉力(N)为:
F1=■(D2-d2)p (2)
式中:D为缸径(mm);d为活塞杆直径(mm),估算时,可令d=0.3D;p为气缸的工作压力(MPa)。
在实际工况中,气缸的工作压力一般设定为0.4~0.6 MPa。气缸缸径选型时还需要考虑负载率μ,一般气缸水平使用时取μ=0.7,垂直使用时取μ=0.5[5]。
通过公式(1)和(2)以及参数计算,可以分别得出垂直方向上的升降气缸、旋转气缸、焊耳带气缸、前压料气缸以及水平方向上的双夹耳带气缸的缸径。气缸行程的选取需要综合考虑工序以及实际工况。
2 平面口罩外耳带焊接控制系统设计
2.1 控制系统设计
在平面口罩外耳带焊接机构设计的基础上,开展外耳带焊接控制系统的设计。选用某国产晶体管PLC作为主控PLC,并具体分配了输入/输出(I/O)信號,如表1所示。主控PLC包含28个输入点(X0~X33)和20个输出点(Y0~Y23),如图2所示,主控PLC主要负责启停控制、急停报警、来料感应、气缸升降旋转、电机控制以及超声波焊接控制等。
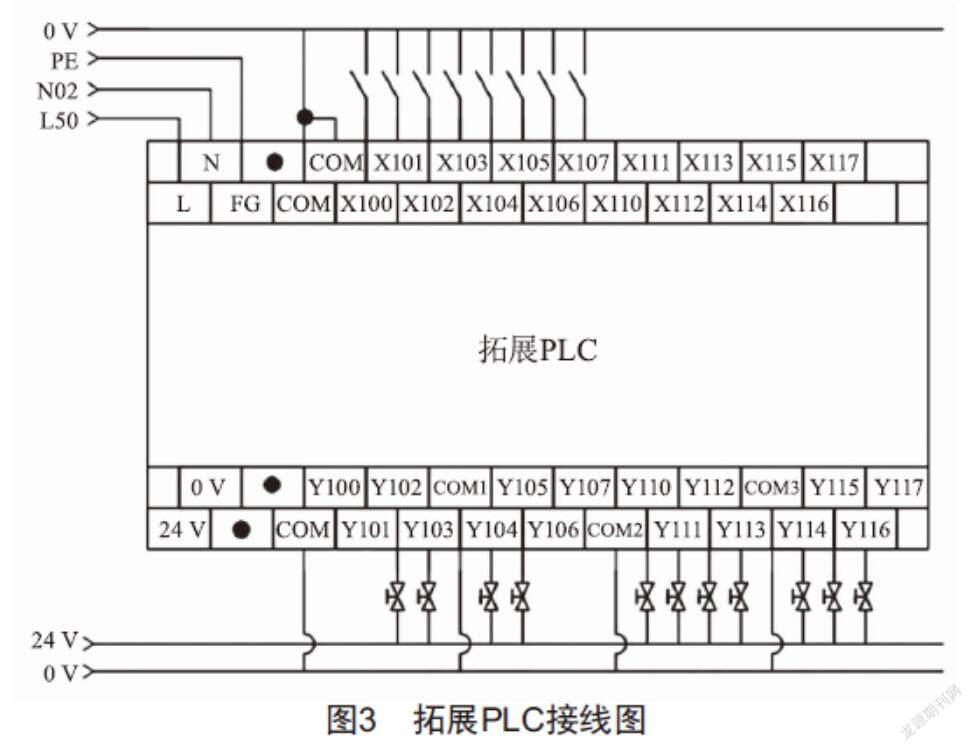
此外,在主控PLC的基础上,增设了一个拓展PLC,拓展PLC包含16个输入点(X100~X117)和16个输出点(Y100~Y117),如图3所示,拓展PLC主要控制拉耳带气缸、剪耳带气缸、焊耳带气缸等。
2.2 控制界面
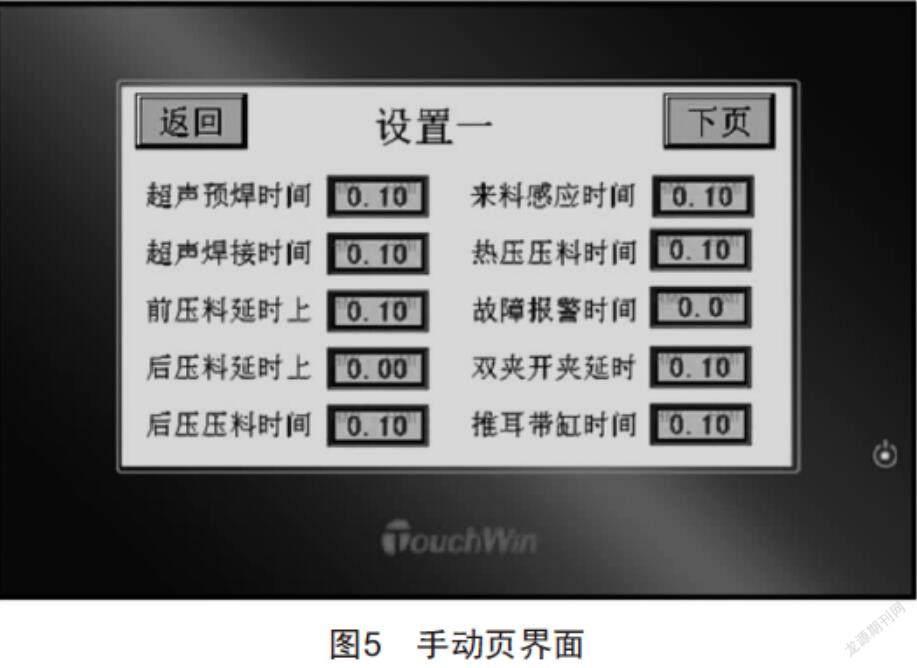
在平面口罩外耳带焊接控制系统设计的基础上,开展触摸屏控制系统设计,控制界面如图4、图5所示。通过触摸屏实现对运动气缸、启动电机、超声波电箱、气动剪刀以及各种光电、温控传感器等元器件的自动化控制。
3 结语
本文所设计的基于PLC程序控制的自动化平面口罩外耳带焊接系统,采用气缸驱动为主、电机驱动为辅的驱动方式,集气动控制、电动控制、程序控制等多种控制方式于一体,具有整机结构简单、加工质量稳定、工作效率高、制造成本低的特点。在实际生产中,单机生产效率达到50~60片/min,焊接质量合格率≥96%(要保证单根耳带承受10 N的拉力5 s不脱焊),较好地解决了传统半自动化平面口罩耳带绳焊接设备加工效率低、质量不稳定的问题。但该系统仍存在无法自主检测口罩片褶皱、耳带绳焊接不牢等缺陷的问题,后期拟将机器视觉技术应用在平面口罩缺陷检测中[6]。
[参考文献]
[1] 曾繁昌,谭思敏.口罩自动化生产一体机研究[J].机电信息,2020(20):32-33.
[2] 智研咨询集团.2020—2026年中国医用口罩行业市场运行态势及未来发展前景报告[R].中国产业信息网,2020.
[3] 许冠.一种新型平面口罩全自动化生产线的设计与实现[J].机电工程技术,2021,50(8):66-69.
[4] 阮殿旭.基于PLC的平面口罩外耳带机控制系统设计[J].科技风,2021(35):17-19.
[5] 章熠超.基于电气与气压混合驱动的搬运机械手设计[D].杭州:浙江理工大学,2016.
[6] 李东,梁家睿.机器视觉技术在平面口罩缺陷检测中的应用[J].机电工程技术,2021,50(6):257-262.
收稿日期:2022-03-01
作者简介:王豪(1986—),男,广东广州人,硕士,工程师,研究方向:机电一体化、电工电子应用技术。
