发动机水道丝堵静态扭矩衰减影响因素分析及优化
2022-05-19梁树生李标
梁树生 李标
(上汽通用五菱汽车股份有限公司,柳州 545007)
1 前言
水道丝堵为管螺纹涂胶螺栓,通过拧紧丝堵装配达到密封缸盖水道的目的。由于缸盖水道为涂胶螺纹密封,在实际装配拧紧过程中受诸多因素影响,常出现静态扭矩衰减不合格进而导致泄漏质量问题,严重影响到发动机冷却系统的正常运行,甚至还影响到整个发动机的使用性能。因此,开展发动机水道丝堵静态扭矩衰减影响因素分析及优化尤为重要。
涂胶螺栓密封静态扭矩衰减主要受螺栓法兰面、螺纹副涂胶质量及拧紧工艺影响。曾海朋[1]通过优化NBR 复合垫片的参数,消除了发动机油路中紧固结构的扭矩衰减。董西峰[2]通过增加扭矩、紧固螺栓涂螺纹胶等工艺试验,改善了油底壳螺栓扭矩衰减问题。陈翔宇[3]研究了螺栓扭矩法和扭矩-转角法的加载步长、转动角度和初始扭矩对拧紧扭矩的影响,使用分步加载可以显著降低扭矩衰减,同时步长越小越有利于降低扭矩衰减。龙艳平[4]对汽油机高压油管接头的静态扭矩衰减影响因子做了分析,降低拧紧转速、采用分步拧紧法、合理定义安装扭矩以及均匀布置安装点能有效改善高压油管接头的静态扭矩衰减程度。王露涛[5]对影响发动机罩盖油堵24 h 静态扭矩衰减的因子:油堵垫片角度、拧紧速度、拧紧力矩进行DOE 试验,得出油堵拧紧系统中因子各水平的最优组合,稳定提升油堵装配24 h 静态扭矩。在拧紧工艺造成的扭矩衰减上,他们[6-8]也有着较深入的研究。
在此基础上,本研究通过对发动机水道丝堵24 h 静态扭矩衰减相关影响因素分析,结合DOE试验,提出改善水道丝堵24 h 静态扭矩衰减的有效方案,研究结果对发动机涂胶螺纹密封静态扭矩衰减有重要的指导意义。
2 原理分析
水道丝堵在拧紧装配后静至一段时间(24 h 静态扭矩为衡量指标,标准值为62~94 N·m),会出现不同程度的扭矩衰减(实际生产过程24 h静态扭矩均值68 N·m),当衰减到一定程度(低于62 N·m)会引起水道丝堵密封不良,进而导致泄漏。从水道丝堵生产及装配过程分析(图1),水道丝堵静态扭矩衰减主要包括螺栓法兰垫片与缸盖结合面、螺纹涂胶质量及拧紧工艺3 方面。
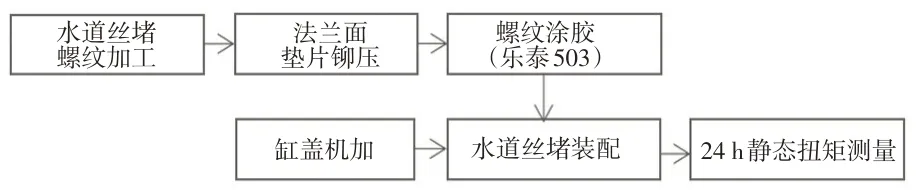
图1 水道丝堵装配工艺
针对法兰垫片与缸盖结合面,将原垫片负倾角线密封(图2)转为平面密封,即增大接触面积可以有效降低扭矩衰减[9]。针对螺纹涂胶质量,主要考虑螺纹涂胶高度(涂胶高度为实际涂胶高度占螺纹槽深的百分比值,标准值:20%~50%),涂胶高度越高,拧紧过程越容易挤胶至法兰垫片与缸盖结合面造成扭矩衰减;涂胶高度越低,会导致螺纹填充量不足,进而导致水道丝堵泄漏(图3)。针对拧紧工艺,主要包括拧紧扭矩(终扭矩)、拧紧速度等,增大拧紧扭矩,更有利于扭矩保持[2];而水道丝堵拧紧过程,使用分步拧紧及降低拧紧速度,能降低静态扭矩衰减程度[3-8],目前水道丝堵拧紧过程已分多步且速度较慢,拧紧速度不在本研究范围内。

图2 水道丝堵垫片负倾角线密封

图3 涂胶高度过高/过低的影响
为此,设计了DOE 试验,对影响静态扭矩衰减的主要因子做详细研究。
3 试验设计
3.1 DOE试验方案
DOE 试验是基于试验数据为基础,从众多影响因子中找出主要因子,分析各影响因子之间的交互作用大小,并对试验结果进行分析以获取最优方案的统计方法[10]。
根据原理分析、树图及因果矩阵图分析,确定最终影响水道丝堵24 h 静态扭矩衰减的主要因子:拧紧扭矩、涂胶高度、垫片角度。为研究各因子对24 h 静态扭矩衰减影响,进行DOE 试验。由于涂胶高度又受涂胶质量、烘干温度影响,因此DOE 试验分两步进行。
a.以24 h 静态扭矩作为响应,寻求拧紧扭矩、涂胶高度、垫片角度的最优组合值,设计为3 因子的全因子并安排3 个中心点的全因子试验,各因子水平见表1;
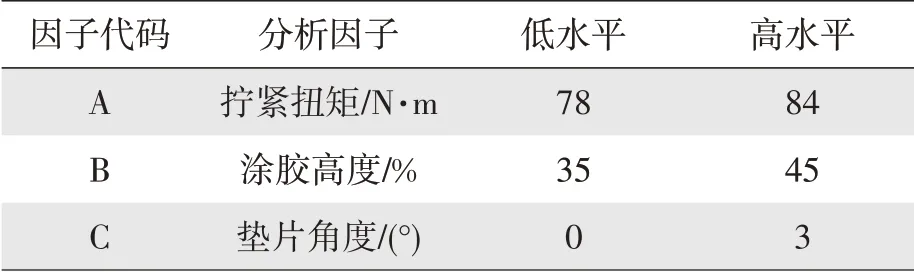
表1 以24 h静态扭矩作为响应的DOE试验
b.以涂胶高度作为响应:烘干温度和涂胶质量作为因子,设计2 因子2 水平并仿形2 次外加4 个中心点的全因子试验,在最佳涂胶高度值下,寻求最优控制参数,各因子水平见表2。
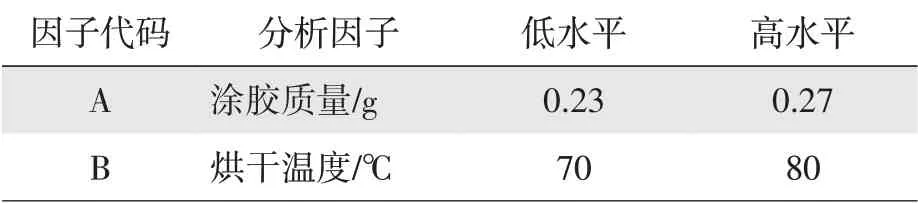
表2 以涂胶高度作为响应的DOE试验
3.2 DOE试验结果分析
a.以24 h 静态扭矩作为响应的DOE 试验结果分析,建立因子回归模型,模型中只包含主效应和二阶交互作用项。图4 为Mintab 对试验结果数据处理后的结果,从标准化效应图可知,在显著水平α=0.05 的情况下,拧紧扭矩、涂胶高度、垫片角度以及拧紧扭矩与涂胶高度的交互作用项显著。

图4 标准化效应
从24 h 静态扭矩主效应图及交互作用图可知(图5),拧紧扭矩越大越有利于静态扭矩保持,降低涂胶高度、垫片角度可以降低扭矩衰减。
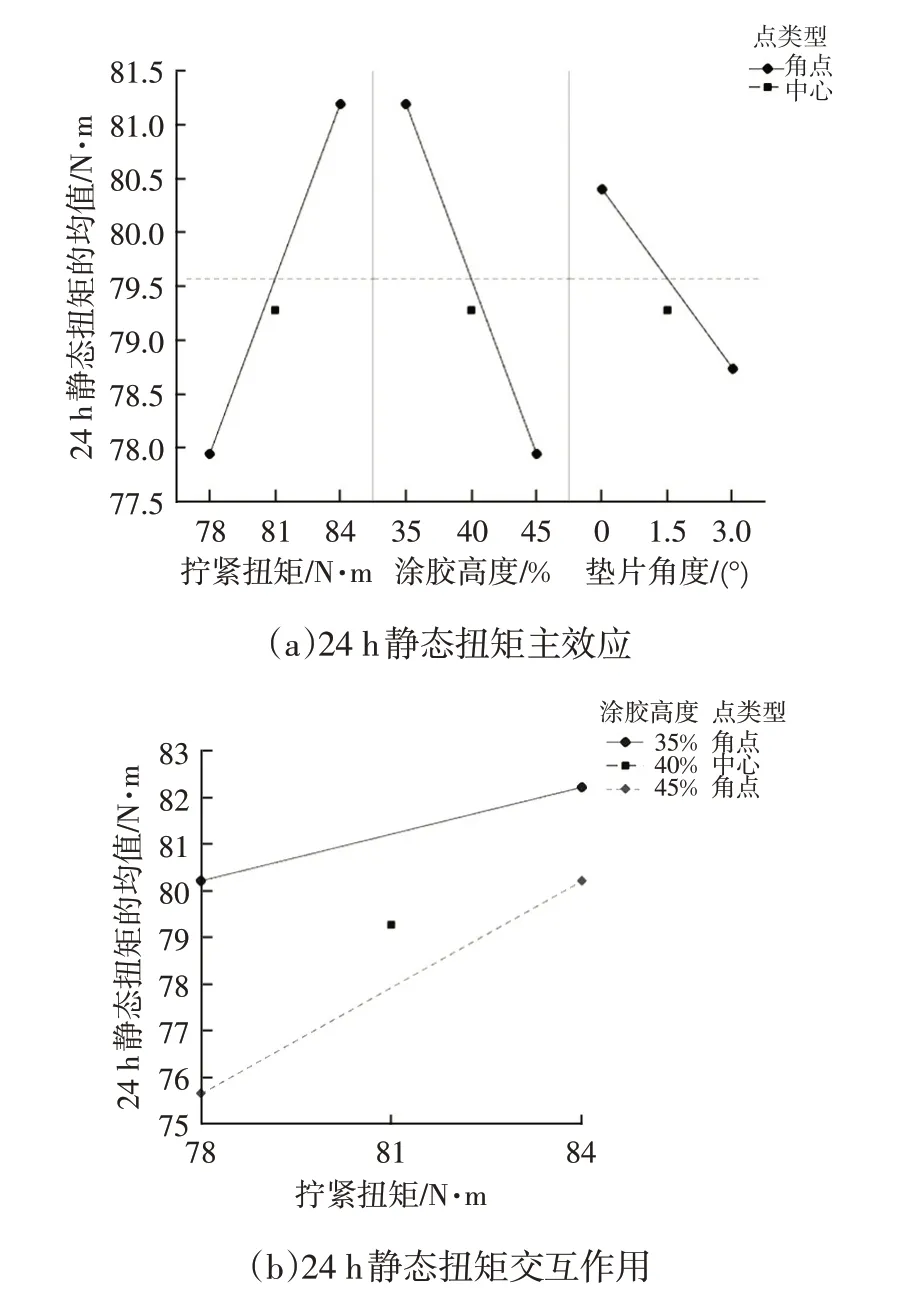
图5 主效应及交互作用
生成响应变量曲面图如图6 所示,24 h 静态扭矩在拧紧扭矩为最大和涂胶高度为最小时取得更大值。于是,对数据及模型进行响应优化分析(望大型),获取因子水平最佳组合值。如图7,当因子拧紧扭矩为84 N·m,涂胶高度为35%,垫片角度取0°时,可以使24 h 静态扭矩达到最优。
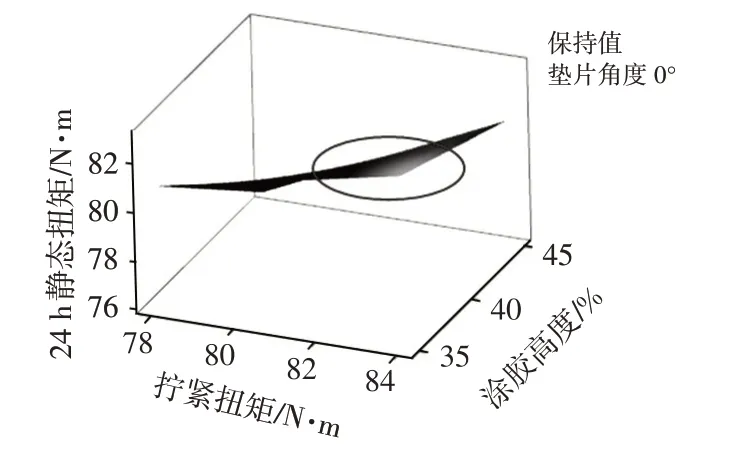
图6 响应变量曲面
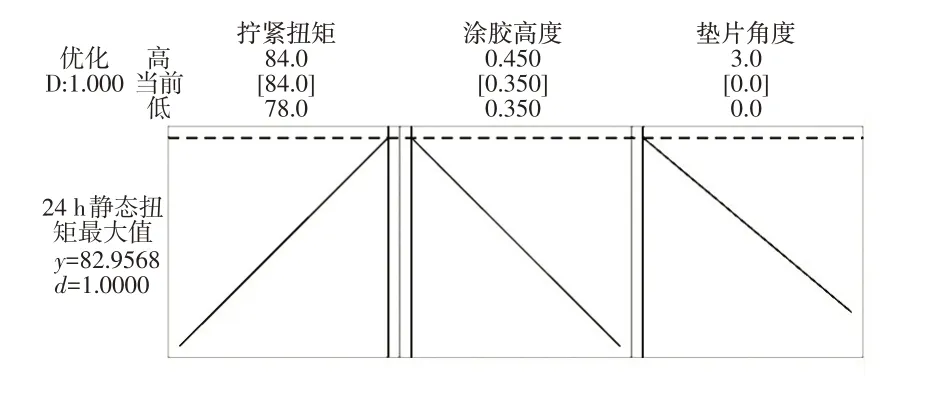
图7 响应优化分析
b.以涂胶高度作为响应的DOE 试验结果分析,建立因子回归模型,模型中只包含主效应和二阶交互作用项,图8 为Mintab 对试验结果数据处理后的结果,从标准化效应图可知,在显著水平α=0.05 的情况下,烘干温度、涂胶质量及烘干温度与涂胶质量的交互作用项显著。
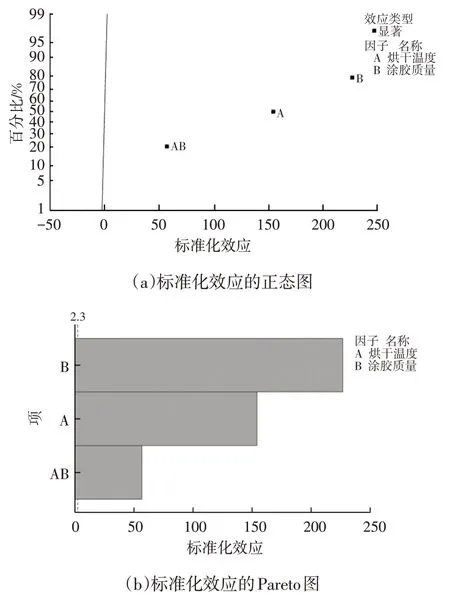
图8 标准化效应图
从涂胶高度主效应图及交互作用图可知(图9),涂胶高度与烘干温度、涂胶质量成正比关系。
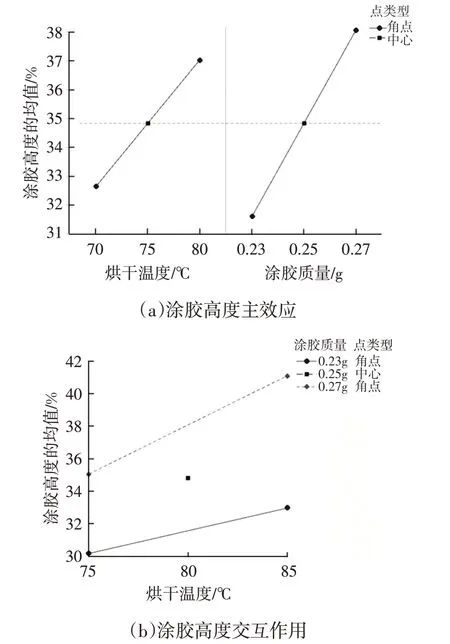
图9 主效应及交互作用
为使涂胶高度达到最优值35%,对数据及模型进行响应优化分析(望目型),如图10,当烘干温度为75 ℃、涂胶质量为0.25 g(取两位有效数字)时,可达到涂胶高度目标值35%。
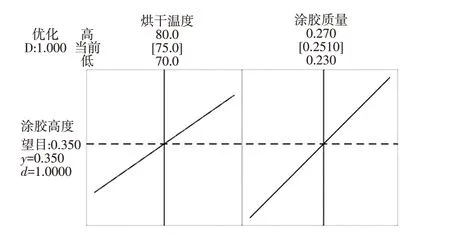
图10 响应优化分析
4 扩大验证试验
4.1 涂胶高度控制限
为了在生产中能更好地监控涂胶高度,需要使用分析用控制图确认最终的控制限。试验方案为烘干温度75 ℃、涂胶质量为0.25 g,连续生产125 个水道丝堵,通过投影仪测量涂胶高度(测量系统GR&R=9.16%≤10%,ok)。从涂胶高度的Xbar-R 及过程能力图可知(图11),过程受控、稳定;Cpk=1.97,过程能力充足,涂胶高度过程控制限(取整):下限LCL=32%,上限UCL=39%。
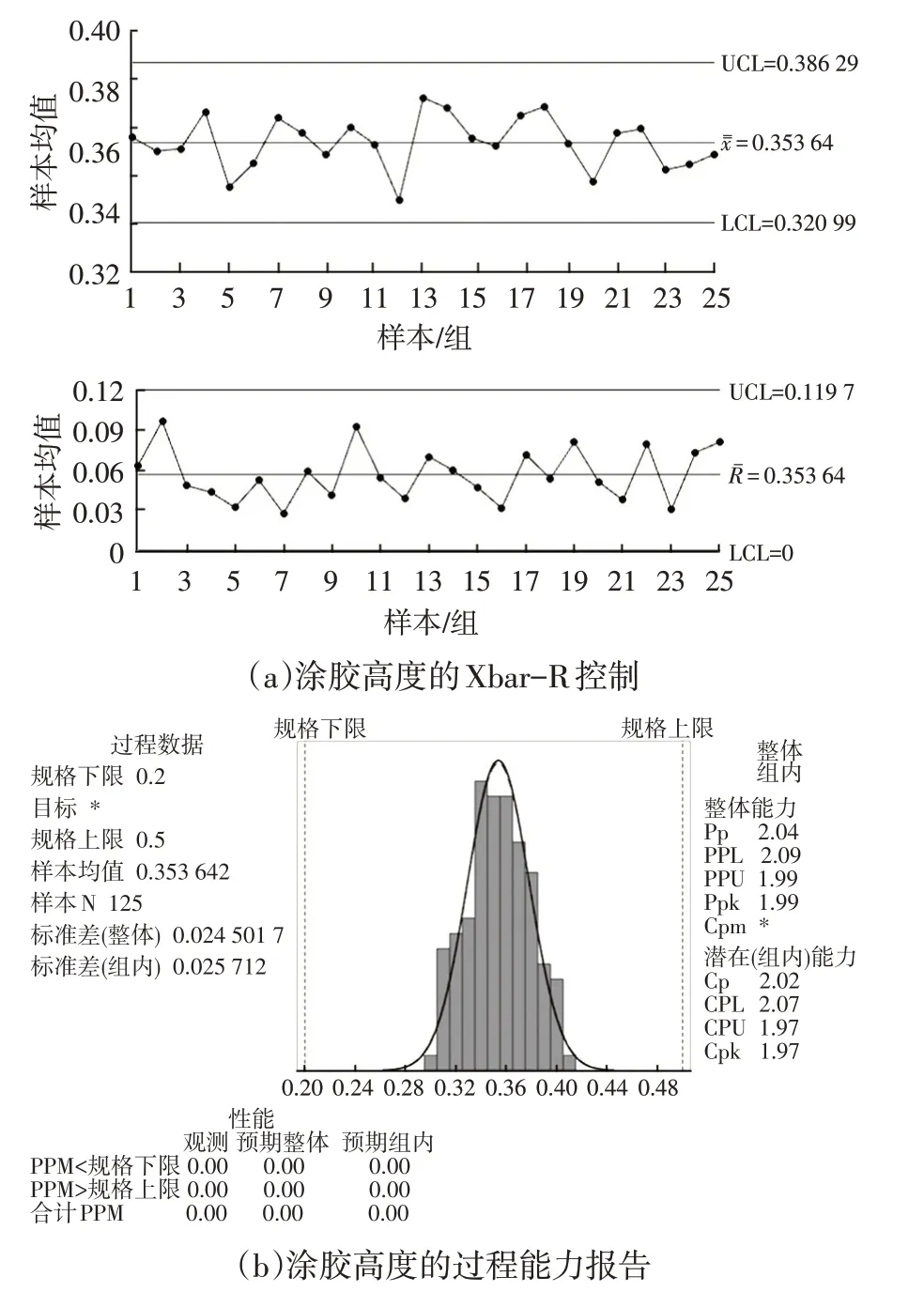
图11 涂胶高度的Xbar-R及过程能力
4.2 24 h静态扭矩过程能力
根据DOE 试验结果,为了分析水道丝堵拧紧系统中因子水平的最优组合是否可以稳定提升24 h 静态扭矩,进行扩大试验验证。试验方案:以上述3.1 生产的125 个水道丝堵(烘干温度75 ℃、涂胶质量0.25 g、垫片角度0°)及拧紧扭矩84 N·m进行水道丝堵拧紧装配,试验结果如图12 所示。
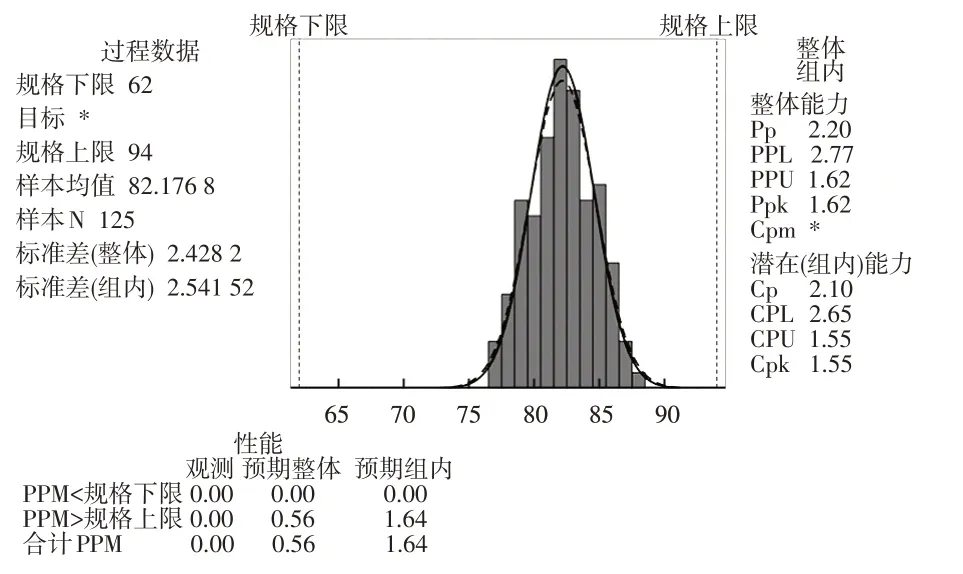
图12 24 h静态扭矩的过程能力图
从图中可以看出,Cpk=1.55,24 h 静态扭矩从未优化参数前的68 N·m 提升至均值82 N·m,提升效果显著。
5 结论
针对发动机水道丝堵24 h 静态扭矩衰减问题,先从原理分析其影响因素,通过DOE 试验优化拧紧扭矩、涂胶高度、垫片角度参数水平,得出如下结论。
a.因子拧紧扭矩、涂胶高度、垫片角度的主效应及拧紧扭矩与涂胶高度的交互作用对响应变量24 h 静态扭矩的影响是显著的;
b.提升拧紧扭矩、降低垫片角度以及合理的涂胶高度范围可以降低24 h 静态扭矩衰减程度;
c.烘干温度、涂胶质量的主效应及烘干温度与涂胶质量的交互作用对响应变量涂胶高度的影响是显著的,涂胶高度最优控制限:下限LCL=32%,上限UCL=39%;
d.通过DOE 实验,得出水道丝堵装配过程中因子各水平的最优组合,且该最优组合可以稳定提升24 h 静态扭矩。
