利用图像处理技术快速检测螺杆压缩机排气孔口
2022-05-18蒋俊彦史少君姚同林
袁 皓,蒋俊彦,史少君,姚同林
(中船重工集团公司第七一一研究所,上海 201108)
1 引言
螺杆压缩机由一套壳体及布置其中的一对相互啮合的转子组成。转子在壳体内做旋转运动实现对气体的压缩。该类型机器运转平稳可靠,性能优良,近些年来得到了巨大的发展,并且随着新产品排气压力越来越高,各个厂家开始将气缸体和排气端座一体化设计为一个部件。这就对铸件的铸造、加工及验收提出了新的要求[1]。
一些螺杆压缩机,尤其是适用于高压工况的压缩机,排气轴承座和转子腔体一体铸造,排气孔口布置在排气端面深陷在转子腔底部。尤其当机型尺寸较大时,转子长度较长,普通加工中心无法机加工排气蝴蝶口,考虑生产成本和加工能力实际情况,排气蝴蝶口采用电极铸造,将排气孔口直接铸造在壳体上。如非精密铸造时,铸造精度难以保证,势必存在一定的误差。壳体铸造完成后需要对蝴蝶口进行验收,确保实际内容积比满足设计要求。
测量排气孔口内容积比,目前使用较多的方法有两种:(1)种剪纸法概略测量,用1∶1比例将设计好的排气孔口图纸打印出来,并将图纸剪裁成蝴蝶口形状,直接进行对比。操作简单但是耗时费力,并且无法用卡尺定量测量偏差情况,不便于给出质检结论。(2)精确测量,采用三坐标测量仪打点测量,测量需要吊装设备、三坐标测量仪,配备三坐标操作人员,测量成本高。通常一个企业三坐标设备只有一两台,测量一次需要排队,耗费不少时间成本。常用的三坐标测量仪有台架式和关节臂式。
本文提出一种利用照片进行数据处理的方法进行排气孔口的快速测量。用简单的图像处理技术,实现了利用相机拍照快速测量排气孔口的功能。本文使用的图像处理方法理论简单,操作方便,运算速度快,占用内存少。实践应用表明,测量整体效果能够满足工程应用。
2 测量原理及步骤
2.1 计算精度说明
目前的高端个人用单反相机有5000万像素(pixel)[2],其采购成本对企业来说,价格已相当便宜。用该相机拍摄一个500 mm×500 mm尺寸的壳体或转子端面,照片像素的代表的实物精度粗略估算为500/(50000000^0.5)=0.071 mm/pixel,能够满足工程应用。
但实际上,在目前常用的1080p电脑显示屏上,能一次显示的像素点最多为:宽1920个像素×高1080个像素(约200万像素)。为了在一个屏幕上处理图片,图片必须压缩显示,屏幕上显示的精度为500/1920=0.26 mm/pixel,基本满足快速处理照片的需求。如需追求最高精度,需要并排布置电脑屏幕,或者在单屏幕上频繁拖动以显示局部图片,分别需要较大的设备成本或时间成本,一定程度上降低了本文工作的价值。因此本文暂且使用充满一个电脑屏幕的压缩照片进行数据处理。
当然,如能通过优化图片处理算法,完全实现程序自动计算,即无需人工交互操作之后,还是应该尽量使用更高的像素,以提高计算精度。
2.2 完成梯形校正
因为相机成像模块可视为一点,现实三维空间的物体成像在二维相片上,势必存在扭曲变形。因此需要将一张已知尺寸的矩形放置在测量平面,利用其进行梯形校正,才能得到较为精确的测量平面。
校正卡片的尺寸越大校正的越准,但因为不能挡住要验收的孔口和定位圆,卡片尺寸不能选的太大。
这里给出常用校正卡片尺寸。IC卡:长85.6 mm,宽53.98 mm;A4纸:长297 mm,宽210 mm。
设实际使用的校正卡片尺寸为:长L0mm,宽D0mm。
校正需要完成水平和竖直2个方向的校正。为降低计算复杂度,本文分两步完成校正,然后调整长宽比例即可。
(1)竖直方向梯形校正。如图1所示,截取出校正平面左右2条边线。校正前,2条边线有不同程度倾斜,校正后2条边线完全竖直,记录校正后2条边线之间距离为D。
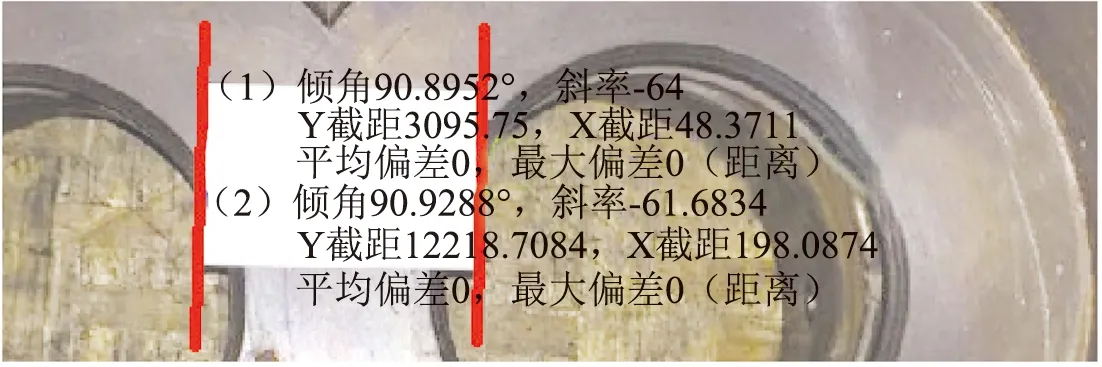
图1 竖直方向梯形校正
(2)水平方向梯形校正。截取出校正平面上下两条边线。如图2所示,为使水平方向和竖直方向采用相同算法,降低工作量,将图片进行了90°旋转。校正前,2条边线有不同程度倾斜,校正后2条边线完全竖直(即旋转前完全水平),记录校正后2条边线之间距离为L。

图2 水平方向梯形校正(图片已旋转90°)
调整校正平面长宽比例。因2次校正独立进行,无法确保比例正确。2次校正完成后,利用校正平面已知的长宽,在一个方向是拉伸或压缩照片,实现D与L的比例与实际相同。
通常在4个角会产生4个无像素的黑色三角形。代表了该方向的扭曲程度。
单次校正具体的计算过程如下:
(1)拟合出2条竖直方向的校正线段,得到2线段坐标,左线段下端点A坐标(xA,yA),左线段上端点B坐标(xB,yB),右线段下端点C坐标(xC,yC),右线段上端点D坐标(xD,yD)
(2)将2条竖直方向的校正线段扭转为竖直方向,即保持A点坐标(xA,yA)不变,B点坐标变化为(xB2,yB2),C点坐标(xC,yC)不变,D点坐标变化为(xD2,yD2),其中令
(1)
以Matlab语言为例,介绍平面坐标调整的方法:知道4个端点坐标变化之后,可以利用transform pointsInverse 命令提取投影矩阵,再利用命令fitgeotrans 计算整个图片所有像素点的变形,将整个图片进行扭转变形。处理后即会产生如图6所示黑色三角形,黑色三角形的尺寸与投影矩阵的值有关。相关计算方法十分简单,该函数的详细使用方法和背后的数学原理可参阅Matlab帮助文档。
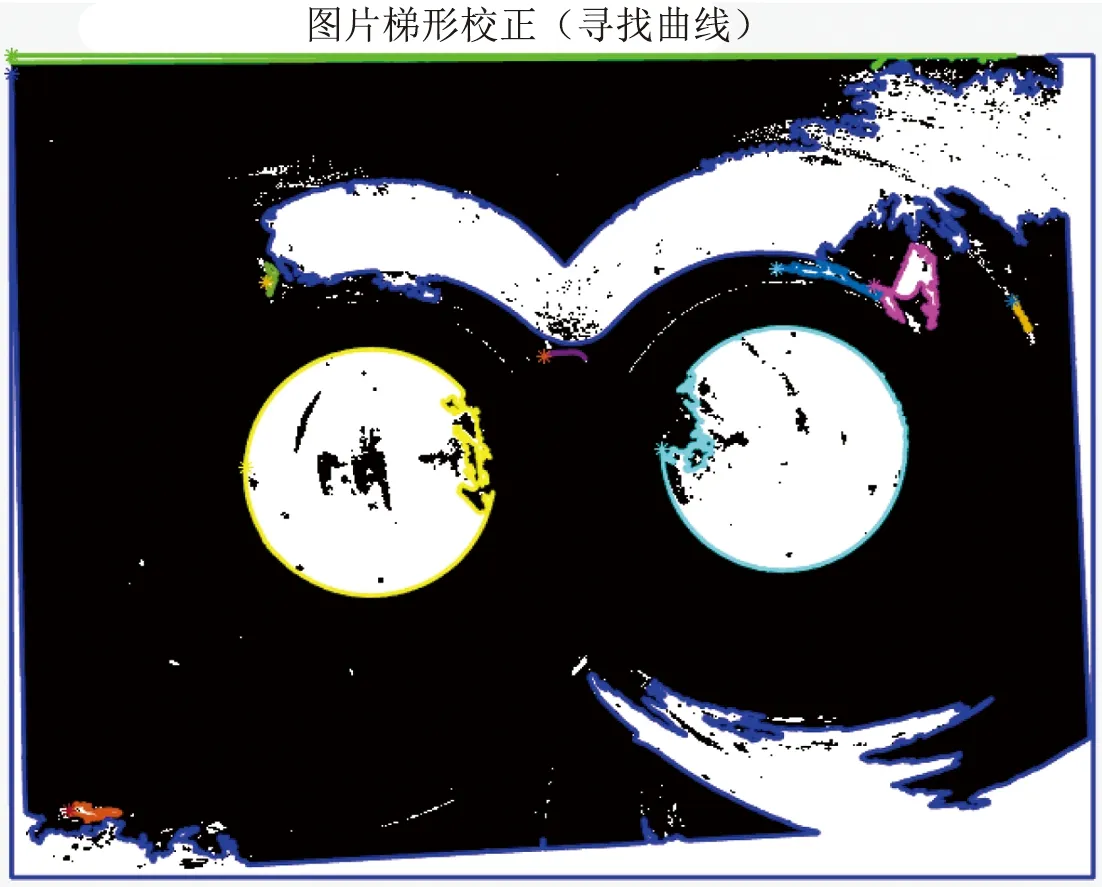
图6 二次验证:色差法拟合定位曲线(二值化结果)
(3)将图片旋转90°后重复上一步进行水平校正,校正完成后旋转-90°还原。
(4)读取4个端点的校正后坐标A(xA3,yA3),B(xB3,yB3),C(xC3,yC3),D(xD3,yD3)。注意,第二次校正会改变第一次校正的坐标值。坐标关系及计算得到校正平面的长宽值

(2)
(5)根据矫正平面的实际长宽比例缩放,得到4个端点的最终坐标A(xA4,yA4),B(xB4,yB4),C(xC4,yC4),D(xD4,yD4),满足:

(3)
2.3 定位曲线提取
将测量平面校正完成后,需要提取转子腔外圆或轴承孔圆,找到圆心用于定位排气孔口位置。本文作者非图像处理专业人士,目前仅采用通过比较像素色差这种比较简单的方法进行处理。
像素色差法拟合定位圆的步骤,仍然以Matlab软件为例[3]:
(1)转化为灰度图,使用函数rgb2gray;
(2)中值滤波,使用函数medfilt2;
(3)二值化,使用函数graythresh,imbinarize(注意:对于不同的二值化参数,有不同的二值化效果);
(4)消除噪点,使用函数strel,imclose;
(5)寻找边界,使用函数bwboundaries。
各函数的原理及使用方法可参阅matlab帮助文档。
必须说明的是,本方法原理及操作步骤十分简单,曲线提取效果因照片拍摄情况有所差异。曲线提取不理想时,可能需要手动取点拟合转子外圆。该例机型各腔孔色差不明显,色差法找不到理想定位圆,后续采用手动取点的方式拟合定位圆。
手动取点,通过鼠标交互完成。如使用Matlab软件可通过读取图片句柄的CurrentPoint属性,得到鼠标点击位置的坐标。重复采点操作约10次以上后,拟合转子外圆腔,拟合出转子腔外圆后,得到外圆圆心。如图3所示,使用该方法,分别定位阴阳转子外圆腔及圆心坐标。记阳转子腔圆心坐标O1(xO1,yO1),阴转子腔圆心坐标O2(xO2,yO2)。
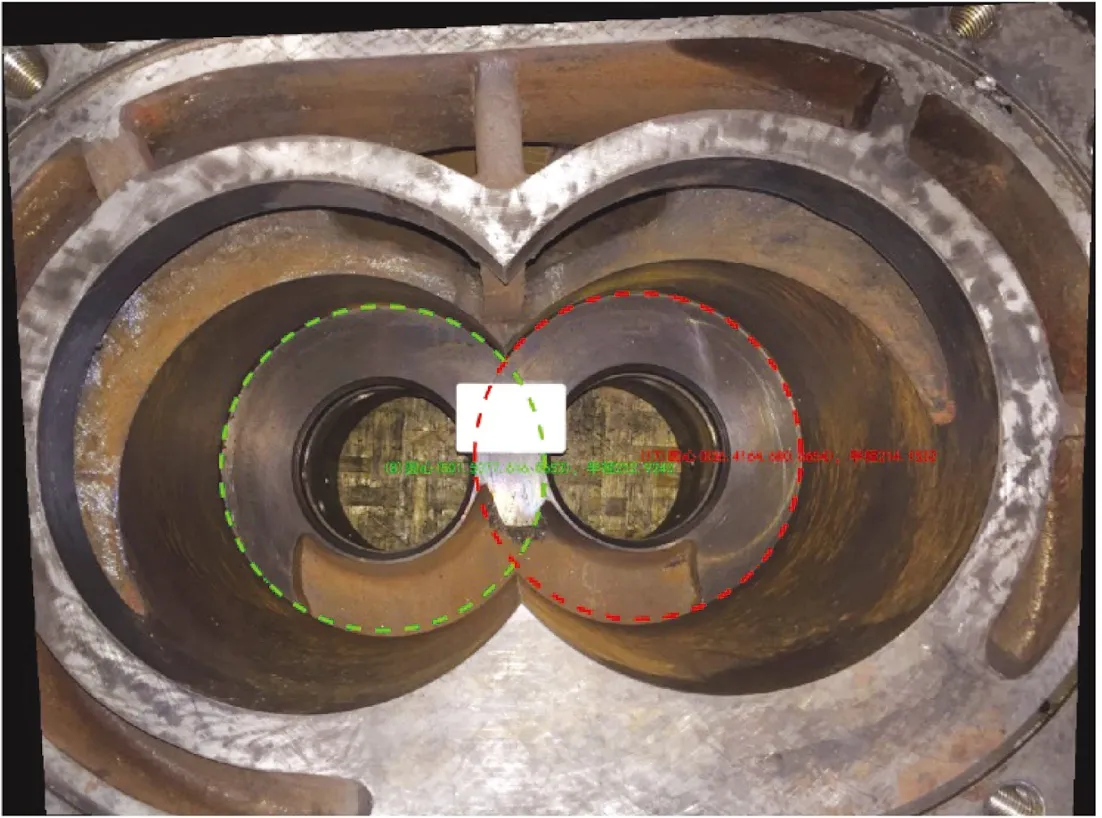
图3 手动取点法拟合定位曲线
2.4 布置排气孔口
得到转子圆心后,以其坐标为基准布置排气孔口。
可计算得到,拟合出的中心距离O1O2包含335个像素点,实际平面距离为252 mm,本次计算比例及精度为252/335=0.75 mm/pixel。
对比所用排气孔口为理论孔口,孔口各内圆为转子底径,正好本机型转子底径大小与实际轴承腔孔内径保持一致,方便了验证孔口布置情况。通过图4两侧的局部放大视图观察误差,发现排气孔口与轴承腔孔偏差基本在1个像素左右,计算误差约为0.75 mm,基本满足工程上快速检测铸件孔口的需求。

图4 排气孔口偏差测量
本例所用图片有效部分占屏幕约1/2,如放大图片,至少可将测量误差缩小一倍。
2.5 孔口验收
定位完理论孔口后,终于可以与实际孔口进行对比,完成孔口的验收工作。观察左右两侧局部放大图,可以发现本壳体铸件精度相对较高,偏差基本小于5个像素。因为理论孔口未设圆角,在倒圆角的位置偏差相对较大,属于正常情况。总体可以认为该孔口生产合格。
2.6 二次验证
图5~7为另台机型再次实现本文操作的结果,图片显示该机型轴承孔与转子腔端面色差更为明显,便于寻找定位圆。该照片甚至可自动寻找定位圆。图片显示孔口加工无明显偏差。
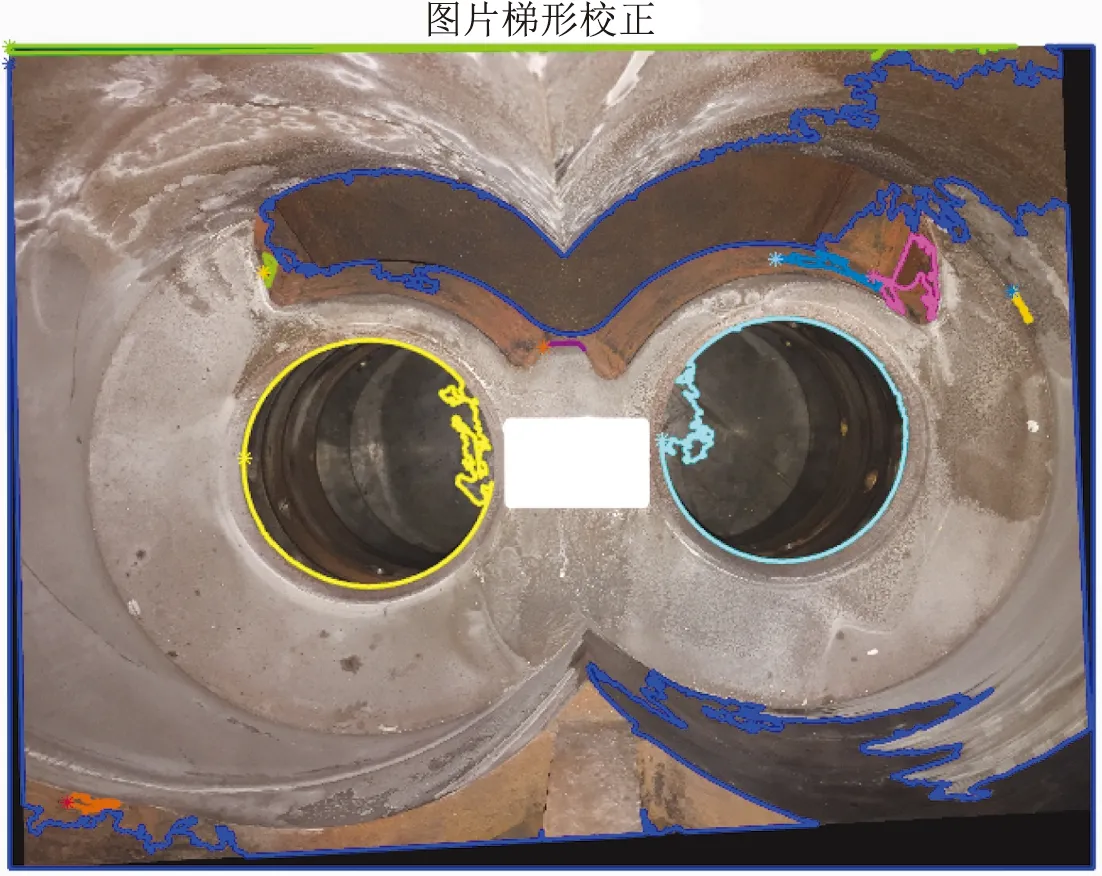
图5 二次验证:色差法拟合定位曲线(效果图)
3 结论
本文通过照片验收孔口的方法能够满足工业生产的需求。

图7 二次验证:布置排气孔口
完成照片识别排气孔口程序,检测一个排气口用时一般为3~5 min。由于图像处理水平有限,图像处理算法较为低级,耗时程度主要取决于照片拍摄的效果。但总体来说,相对于常规方法,本方法在一定程度上提高了工作效率,降低了测量设备的需求和使用成本。
后续本程序可用于检测更多的精度要求不高的平面,节省三维扫描费用。
通过采用高像素的相机配合较大的屏幕,本方法甚至可以检测精度要求较高的螺杆转子端面型线。
如果自动化程度更高,不需要人工取点后,也可以不受屏幕尺寸的限制。当然,届时可能需要更专业的图像处理人才利用更专业的算法和程序才能实现。
