手机SIM卡插槽自动冲压系统的设计与控制
2022-05-05张慧
张 慧
(江苏工程职业技术学院,南通 226007)
手机SIM卡插槽原料为厚0.1 mm的不锈钢钢带,钢带尺寸如图1所示。钢带宽度为30 mm,两边有两排直径为1.5 mm的小孔,在每19 mm长度范围内,有两片插槽需要冲压出来(图1中的阴影部分)。钢带经过先期加工和电镀后,用纸带进行层与层之间的隔离,卷曲在料盘上,即为原料,如图2所示。钢带在冲压加工时,一方面需要将SIM卡插槽从钢带中冲下来,同时需要将纸带收卷。由于钢带较薄,送料过程中易出现钢带偏移和送料长度误差大的情况,故需要设计合理的冲压系统以保证送料可靠,并在送料、冲压、放料和收卷之间进行协调控制。针对这一要求,以J23-16型开式冲床为加工设备,设计了自动冲压系统并对其进行控制。

图1 钢带尺寸示意图

图2 原料实物图
1 冲压系统的构成
该冲压系统的机械部分主要由送料机构、冲床、放料机构和收料机构等4个部分组成,冲压系统的机械结构如图3所示。J23-16型冲床有1个操作杆,拉动该操作杆即可进行冲压。根据该冲床规格大小和钢带尺寸,每次可冲压6个SIM卡插槽,需要送料的钢带总长度为6×19 mm=114 mm。在操作杆正下方安装1个电磁铁以实现冲床的自动控制。当电磁铁线圈通电时,拉动操纵杆;当电磁铁线圈失电时,操纵杆复位,冲床完成1次冲压。被冲压下来的插槽由吹气管吹到收集袋里。放料机构将钢带和纸带从放料盘里放出,钢带进入送料机构,纸带进入收料机构,并由收料机构收卷到收料盘里。
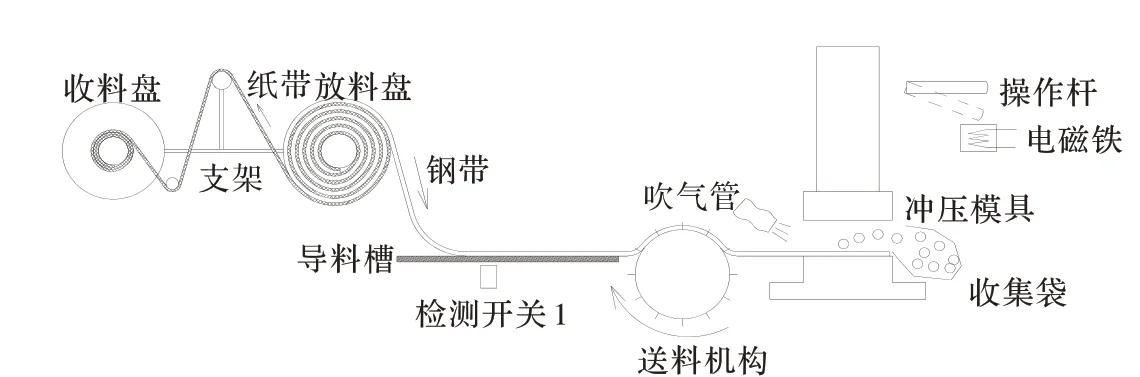
图3 机械结构图
2 送料机构
送料机构主要由送料盘、送料电机、减速箱(减速比为1∶24)、凸轮、拨杆和检测盘组成。送料机构的1个送料周期分为送料阶段和停止阶段,在停止阶段冲床进行冲压。送料机构的原理如图4所示。送料电机启动后,通过减速箱使凸轮旋转,凸轮旋转时带动拨杆使输出轴旋转,从而带动送料盘转动送料。[1]

图4 送料机构原理图
2.1 送料盘
送料盘安装在输出轴的一端,其外圆上设有两排针,插入钢带上的孔中,确保在送料盘转动时钢带无偏移地送料,其结构如图5所示。在设计时,首先将送料盘圆周角分成72等分,即中心角ψ为5°,在送料盘圆周钻两排孔,安装直径d为1.5 mm的针,两个针之间的轴向距离L为25 mm,圆周上两个针之间的弧长等于19 mm。由π×D/72=19 mm,求得送料盘直径D约为435.7 mm。

图5 送料盘结构图
2.2 拨杆与凸轮
在输出轴的另一端安装的圆盘上均匀分布12根拨杆,rp为拨杆中心的节圆半径,拨杆的直径为dp,如图6所示[2]。当凸轮旋转1周时,驱动其中的1根拨杆沿凸轮轮廓线移动,使圆盘旋转,从而驱动输出轴旋转,其旋转角度为τ=360°/12=30°。
凸轮轮廓线由2部分组成。第一段为正弦曲线,对应的凸轮旋转角度α为240°,该段曲线推动拨杆移动,使输出轴平稳旋转;第二段为直线,对应的凸轮旋转角度β为120°,在该旋转角度内,由于凸轮轮廓线没有升程,故凸轮旋转时拨杆不移动,输出轴不旋转。正弦曲线和直线两部分平滑连接。
凸轮原理如图6所示。由图6d可知,凸轮升程H的计算式为:H=A=2rpsin30°。凸轮轮廓线的数学表达式为,其中θ为凸轮旋转角度。由于电机的旋转速度为1 440 r/min,减速箱的减速比为1∶24,故凸轮旋转1周的时间T的计算式为:T=1400 r/min÷60÷24=1 s。
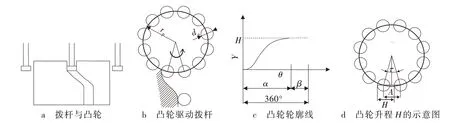
图6 凸轮原理
凸轮旋转1周,推动1根拨杆移动,通过输出轴使送料盘旋转1个分度角τ(τ=30°),即完成1次送料动作。在1个送料周期T内,输出轴在2T/3时间内旋转1个分度角τ后,停止T/3时间。在停止送料阶段,冲床进行冲压。如图4所示,在凸轮轴的末端,安装有检测盘和检测开关2。凸轮轴旋转在0°~240°范围内,检测开关2可检测到信号,表明送料机构处于送料阶段;凸轮轴旋转在240°~360°范围内,检测开关2检测不到信号,表明送料机构处于停止状态,可启动冲床进行冲压。
由于采用了钢带上两边的孔进行长度定位,因此通过送料盘的角度控制能准确地把1组6个SIM卡插槽送入冲床内,这种送料方式避免了使用伺服电机等其他送料方式带来的送料长度误差累积的缺陷。[3]
3 放料和收料机构
放料机构将钢带从放料盘中放出,同时放出保护纸带,收料机构将纸带回收在收料盘上。两个机构的结构如图7所示。

图7 放料和收料机构结构
3.1 放料原理
在导料槽下方安装检测开关1。送料后钢带在送料机构与放料盘之间的长度缩短,钢带上移,检测开关检测不到钢带时启动放料电机开始放料,检测到钢带时停止放料,放料原理如图8所示。这种主动放料的方法保证了送料机构与放料盘之间的钢带具有较富余的长度,使送料时不会因瞬间拉动料盘而产生抖动现象。
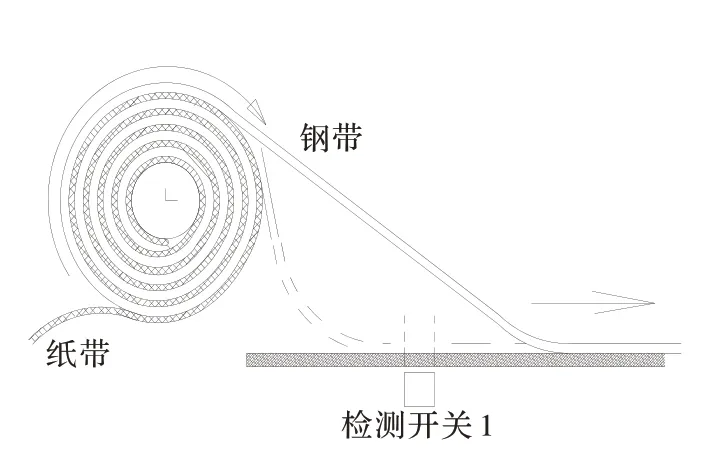
图8 钢带富余量检测
3.2 收料原理
放料盘上放出的钢带进入送料机构,纸带进入收料盘,通过收料机构回收到收料盘上。收料机构主要由收料电机、收料盘、张紧轴、摆杆和检测开关组成,如图7所示。纸带经过过渡杆,在张紧轴的重力作用下被拉出并处于张紧状态[4]。当放料机构放出纸带后,张紧轴下移到检测开关3的位置时,收料电机启动,使收料盘逆向旋转,进行纸带的收卷;在收卷时,张紧轴被动上移,当上移到检测开关4位置时,收料电机停止,完成1次收卷。
4 控制系统设计
控制系统采用三菱PLC作为控制元件,对送料电机、放料电机、收料电机、冲床和吹气管进行控制,[5]其输入输出信号如表1所示。根据输入输出点数,系统采用三菱FX2N-16MR PLC作为控制主机,该型号的PLC共有16个I/O口,输出电路为继电器输出。PLC外部接线图如图9所示。根据系统工作要求,其送料电路、电磁铁、放料电路和收料电机的控制与相应的开关检测信号之间的时序图如图10所示。[6]送料电机由启动/停止按钮进行控制。送料电机启动后便一直处于运动状态,驱动送料盘旋转,做1个周期T为1 s的送料运动,其中,送料阶段的时间为2T/3,停止阶段的时间为T/3。SQ2为送料机构中检测送料阶段的元件。当SQ2=0时,送料盘处于停止阶段,此阶段电磁铁得电,进行冲压。电磁铁得电的持续时间为0.2 s。SQ1为料带富余量检测元件,当SQ1=0时,电机启动放料;SQ1=1时,电机停止放料。SQ3和SQ4为张紧轴位置检测元件,SQ3检测到张紧轴时,启动收料电机,SQ3信号瞬间消失;SQ4检测到张紧轴时,收料电机停止工作。
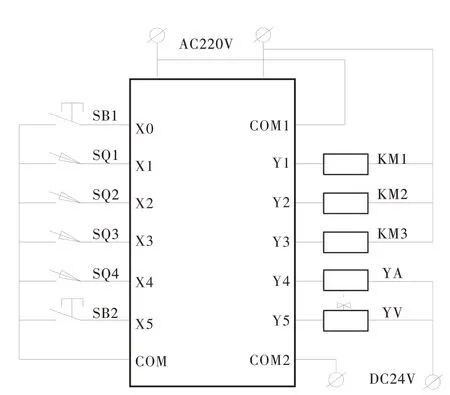
图9 PLC外部接线图

表1 PLC输入输出信号表
5 结语
本系统采用凸轮实现间歇性送料,在送料停止阶段启动冲床运行,使送料和冲压相互协调,实现了冲床每秒1次的冲压。利用钢带上的孔进行定位,实现钢带的无偏移送料。通过检测开关检测钢带富余量和张紧轴的位置,控制放料电机和收料电机的启停。生产实践表明,该冲压系统方法新颖、经济实用,能满足小型加工厂的需求,具有良好的实际应用价值。