刚玉相含量对铝基陶瓷型芯质量的影响
2022-02-27赵焕玲
赵焕玲
贵州职业技术学院 贵州贵阳 550023
1 序言
通过复杂气冷内腔结构改善涡轮叶片的散热能力,已成为先进发动机制造的关键,而陶瓷型芯是铸造成形具有复杂气冷内腔结构叶片的核心部件。因此,研究陶瓷型芯的成形工艺具有较强的应用意义和实用价值[1]。目前,国内外制造高效气冷涡轮叶片所用的陶瓷型芯,按照基体材料主要分为氧化硅基陶瓷型芯和氧化铝基陶瓷型芯。陶瓷型芯是制造空心高温合金叶片的必备转接件,其尺寸精度直接决定了最终铸件气冷通道的尺寸精度。在制备陶瓷型芯过程中,蜡模压制、蜡模组装、制壳、脱蜡、型壳残蜡焙烧、浇注前的预焙烧、浇注及脱芯等[2],每道工序对陶瓷型芯的质量影响都很大,陶瓷型芯的合格率会直接制约铸件的合格率[3]。
陶瓷型芯的气孔率对其脱除效率影响较大,气孔率高的型芯容易脱除。保证型芯强度的同时提高气孔率是研制高性能陶瓷型芯的主要方法之一。实际生产过程中,由于原材料纯度、冶炼工艺等诸多因素影响,电熔白刚玉的刚玉相含量较低,一般为80%~90%,在热处理过程中,存在大量非刚玉相,致使生产的陶瓷型芯在烧结后出现裂纹、变形、外形尺寸不合格等严重问题,成品率极低[4]。
本文以电熔刚玉为基体材料,氧化铝纤维棉为添加相,采用凝胶注模成形工艺制备了氧化铝基陶瓷型芯材料,并对相关性能进行了表征。同时,采用实际生产工艺对高刚玉含量的原始材料进行了生产验证。
2 铝基陶瓷型芯的成形工艺
铝基陶瓷型芯的成形有粉料配制、浆料配制、压制型芯等主要工艺环节。铝基陶瓷型芯的成形工艺流程如图1所示。

图1 铝基陶瓷型芯的成形工艺流程
生产陶瓷型芯的主要原材料为电熔白刚玉,是由Al2O3原材料经电熔热处理工艺后,转化为刚玉,低温下的Al2O3岩相称γ-Al2O3,是一种活性氧化铝,一般为白色结晶粉末,粉末颗粒直径为40~70μm,每个结晶体有数个微晶粒(直径为0.1μm)组成多孔球形聚合体,这种聚合体称为多孔Al2O3,其孔隙率为25%~30%。随温度升高其岩相不断转变[5],在温度为1050℃开始由γ-Al2O3转变为α-Al2O3,通常情况下当温度到达1500℃时可全部转变完成,相变过程伴随体积收缩,收缩率为14.30%,较大可达18%,其收缩及岩相转换与γ-Al2O3的杂质含量有关[6]。杂质含量越高,转变成α-Al2O3越低,转变成β-Al2O3就越高。Al2O3岩相的物理特性见表1。
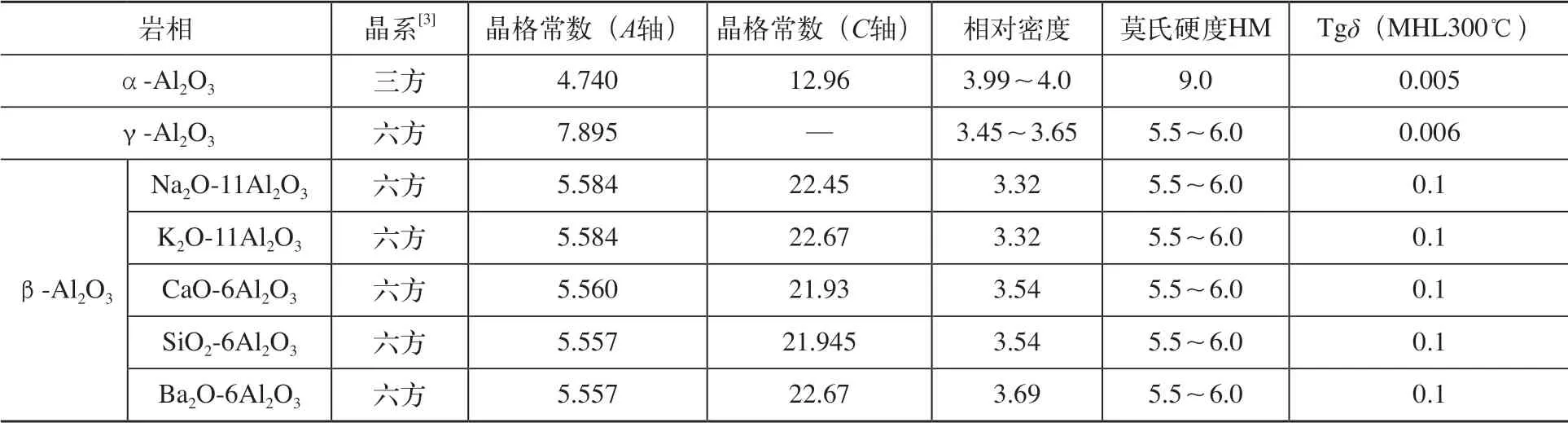
表1 Al2O3岩相的物理特性
通过对表1进行分析,α-Al2O3刚玉相硬度高,原材料正切角的损耗小;由于原材料中Na、K、Ca、Si等杂质元素的存在,导致β-Al2O3的生成,β-Al2O3含量高,体积膨胀大,β-Al2O3的膨胀率达14%~18%,而α-Al2O3在熔点2050℃下体积几乎不变,因此α-Al2O3越高,尺寸变化越小。这种体积变化会影响陶瓷型芯尺寸精度和陶瓷界面能量的变化,降低陶瓷型芯高温强度。另外,陶瓷型芯的高温强度在一定程度上取决于原材料正切角的损耗,正切角的损耗是陶瓷界面自由能的作用,使界面产生界面能的应力所致,严重时甚至会产生界面微裂,使陶瓷产品强度低,高温下易软化、变形。
通过以上分析,陶瓷型芯的质量稳定在很大程度上取决于原材料的岩相组织,不同岩相组织会得出不同的陶瓷性能。制造空心高温合金叶片的陶瓷型芯需要尺寸精度稳定及较高的高温强度,因此,在陶瓷型芯原材料制备过程中,需要提高α-Al2O3刚玉相的产出率。
2.1 铝基陶瓷型芯浆料制备
(1)配料 在铝基陶瓷型芯浆料的配制过程中,粉料的配比及处理对浆料的制备有很大的影响。本文采用的粉料配方为:Al2O3粉占粉料总重的99%以上,其他粉料约占总重的0.5%。原始粉料的化学成分见表2。首先,使用氟化铝、硼酸及氯化铵等化学试剂与工业氧化铝按一定比例[(0.1~8)∶(0.3~8)∶(0.3~8)∶100]配置,充分搅拌均匀;然后,将搅拌均匀的原料分批加入电弧炉,持续加热至全部熔化,再加热10~40min后,空冷或水冷;最后,按粉料粒度要求加工并储存。其中,在刚玉热处理中主要添加氟化铝、硼酸及氯化铵等作为强化试剂,以消除杂质。通过对刚玉粉岩相组织进行分析,经过热处理工艺后的刚玉相均达到99%。

表2 原始粉料的主要化学成分(质量分数) (%)
(2)陶瓷粉料的制备 按上述配方把粉体称量好,并将其放入干燥的坩埚中,同时向坩埚中加入占粉料总重18%的增塑剂(增塑剂配方为,石蜡∶蜂蜡=7∶3),保持恒定温度为 100℃,直至增塑剂完全融化。在不断搅拌的条件下,陆续加入已经干燥好的陶瓷粉料,一次少量加入。最后,将含有增塑剂的陶瓷粉末放入洗净烘干的球磨罐中,按照以上优化分散工艺,得到后续所需要的陶瓷浆料。
2.2 压制型芯
采用凝胶注模压制陶瓷型芯[5]。具体工艺如下:浆料温度为60℃、压注压力100MPa、保压时间3min。得到的铝基陶瓷型芯材料,规格为50mm×10mm×2mm。为检测Na、K、Ca、Si等杂质元素的存在对刚玉相产出率的影响,通过对每组粉体进行材料分析,按冶炼工艺进行处理,处理后进行刚玉相含量分析,从表1可以看出,Na、K、Ca、Si等都有产生β-Al2O3的可能,同时在刚玉中此类氧化物又或多或少地存在,所以在选定Al2O3做刚玉材料时,要选杂质较低的为好,刚玉相含量见表3。
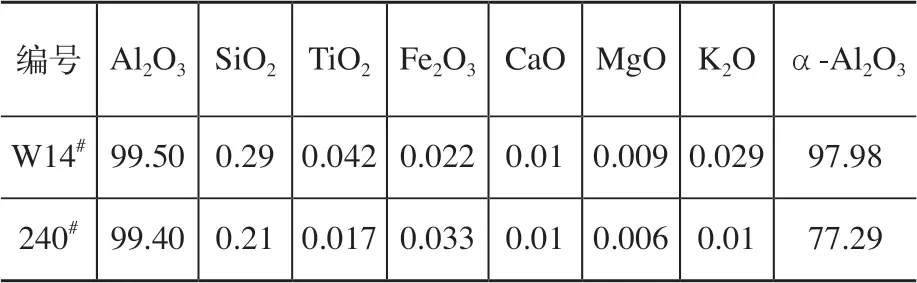
表3 刚玉相含量(质量分数) (%)
从表3可以看出,每批材料的岩相差别较大,但氧化铝含量差别不大,有可能是存在其他盐类,因此进行较大批量的分析,选出α-Al2O3较高的材料做试验分析,结果见表4。

表4 各种材料中刚玉相含量(质量分数) (%)
根据表4的分析可知,很难达到理想的原料,首先在现有的生产中尽量选择刚玉相(α-Al2O3)含量高的原料为控制手段,其次将刚玉进行热处理,提高刚玉相含量指标进行比较试验,未热处理刚玉为方案1,经热处理后刚玉为方案2,其他工艺不变,方案1和方案2使用材料的岩相分析见表5。
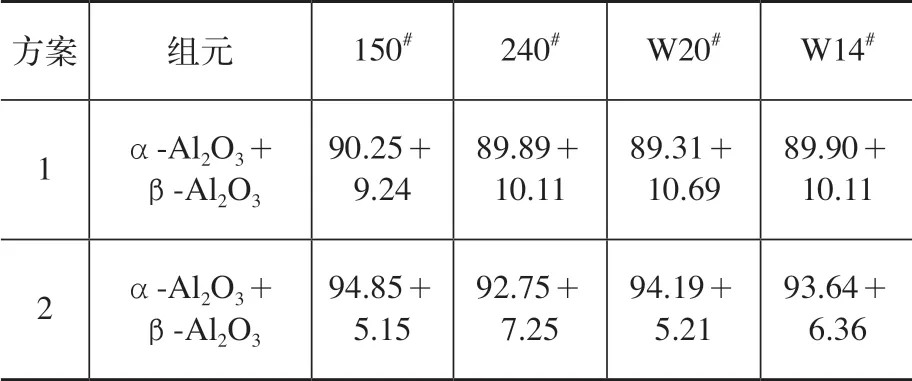
表5 方案1和方案2的岩相含量(质量分数) (%)
按现场工艺配料、制浆、压制一批产品,工艺相同,围炉烧结、检测工艺完全一致,并以同期的生产产品进行检测比较,在型芯车间对试验的型芯合格率及性能进行测试。
3 刚玉相对铝基陶瓷型芯常温抗折能力的影响
为检测以上12个样品的常温抗折能力,对此材料采用湘潭仪器仪表有限公司生产的湘科TM DPK数显式电动坏料抗折仪进行力学性能检测,检测12个样品的常温抗折性能,结果见表6。刚玉相到90%以上时,常温抗折性能达到36MPa。80%~90%常温抗折性能26.3MPa。刚玉相<80%时,常温抗折性能降到22MPa以下。

表6 每个批次样品的常温抗折性能
从表6数据分析可得,铝基陶瓷型芯的高温抗折性能与其粉末刚玉相的含量关系密切。随着刚玉相含量的提高,型芯的常温抗折能力增加。刚玉相≥90%时,常温抗折性能最大达到36MPa。
4 实际生产工艺对高刚玉相样品的验证
为了验证热处理工艺方案的实际生产效果,将未采用热处理工艺的刚玉粉料编号为方案1#,采用热处理工艺制备的刚玉粉料编号为方案2#,按表5中的具体工艺进行配料、制浆、压制,最终获得产品。在浆料温度70~90℃、压注压力0.5MPa、保压时间20~30s与高温抗折试验样品保持一致的前提下,对同期生产的产品进行检测比较,型芯合格率及性能测试结果见表7。

表7 型芯合格率及性能测试
然后,将合格的型芯送入制模车间,分别由熟练工人按产品工艺制模,制模后经X光测厚仪检查壁厚,并进行常规检验,合格后进行组合制芯,抽查其中三个人的生产情况进行检验,结果见表8。

表8 制模检验结果
陶瓷型芯质量的稳定在很大程度上取决于原材料的岩相组织,原材料的不同岩相组织会得出不同的陶瓷性能,如陶瓷尺寸精度的变化很大程度上决定于α-Al2O3的含量,α-Al2O3低,β-Al2O3含量高,体积膨胀大,体积膨胀可达14%~18%,如α-Al2O3在熔点2050℃下体积几乎不变,因此α-Al2O3含量越高,尺寸变化越小,可得到精度很高的产品。最后,按正常浇注工艺涂料制芯,进入浇注工段按正常工艺浇注陶瓷粒晶,采用固定炉批浇注,材料配比按照表5,浇注10炉批,具体质量情况见表9。

表9 浇注10炉批质量情况
从浇注出来的质量看,刚玉相高时,其产品废品率降低,陶瓷高温强度在一定程度上取决于原材料的正切角损耗,如α-Al2O3与β-Al2O3的比为tanδ,tanδ=5×10-4/(1×10-1),正切角损耗大小是陶瓷界面自由能的作用[6],使界面产生界面能的应力所致,严重时甚至产生界面微裂,这时陶瓷产品的强度显然很低,高温下易软化、变形,再就是β-Al2O3岩相高,其本身是多种钠盐的产物,这些钠盐呈多种形式存在刚玉中,因此对有害杂质加以限制或采取一些清除的方法加以去除而提高α-Al2O3的含量才能保证刚玉的质量。
5 结束语
通过上述分析和讨论,可以得到如下结论。
1)通过对刚玉的热处理提高α-Al2O3的含量,平均提高了4.02%,说明该工艺的可行性得到验证。通过Al2O3刚玉相(即α-Al2O3)的提高,可改变刚玉的物理常数,如刚玉相在熔点以下体积几乎不变,而β-Al2O3的体积随温度变化而变化,最大可达18%,所以提高刚玉相的含量非常有利于陶瓷制品的质量稳定。
2)经过对电熔刚玉的岩相处理,即提高电熔白刚玉的刚玉相有以下方面的改善:一是在同一工艺条件下,型芯变形减少,型芯成品率有所提高;二是制模时,压制蜡型较顺利,压断压扁问题较少;三是浇注时,承受温度能力较好,即耐热性较好,因为α-Al2O3比β-Al2O3热传导要好,所以断芯要少许多;四是脱芯时间略有减少,这是由于型芯内的多铝酸钠含量降低的结果。
3)通过对电熔白刚玉的处理从而达到提高α相的含量,α相的提高,有利于陶瓷型芯质量稳定,大大提高了精铸空心叶片的合格率。
