核电水池不锈钢覆面预制TIG自动焊技术研究
2022-02-27刘金平侯阳张晓冬王毅李作慧王仲福
刘金平,侯阳,张晓冬,王毅,李作慧,王仲福
1.核工业工程研究设计有限公司 北京 101320
2.中国核工业二三建设有限公司 北京 101320
1 序言
核电水池不锈钢主体为不锈钢覆面箱式结构,涉及溶解设备室、酸配制设备室、酸回收泵房钢托盘与集水坑等在内大量的预处理设施工程,包含底板、卷边、地坑、垫条、垫板及墙板等诸多需焊接部分。由于3mm不锈钢覆面板在预制时属于薄壁板长直缝焊接,若处理不当,极易产生焊接缺陷和变形,这将耗费大量的矫形作业人员和工时,造成生产效率低下,严重妨碍了项目进度。
当发生缺陷超标而进行返修时,不仅会严重影响工件质量和使用性,同时会进一步加剧原有的焊接变形。因此,钢覆面预制自动焊方案需要从焊接方法、工艺流程、设备工装等多方面进行考虑,以减小甚至消除焊接过程中产生的变形,从而保证焊接质量。本文综合考虑了钢覆面预制过程中的影响因素,研究设计了一套完整的自动焊解决方案,并在现场进行了应用验证,很好地解决了钢覆面预制焊接问题。
2 技术要求及材料信息
核电水池不锈钢预制阶段覆面采用3mm厚不锈钢,为不带垫板对接接头,坡口形式为单边30°~40°,焊缝间隙为2~4mm。预制焊缝拼装如图1所示。

图1 预制焊缝拼装
核电水池不锈钢板材和焊丝均按规范要求进行选择和采购。不锈钢板的材料标准执行GB/T 3280—2015《不锈钢冷轧钢板和钢带》,材质为06Cr18Ni11Ti;焊丝材料标准执行YB/T 5091—2016《惰性气体保护焊用不锈钢丝》,型号为ER347核级不锈钢氩弧焊丝、φ1.0mm,化学成分见表1。

表1 母材及焊丝学成分(质量分数) (%)
3 钢覆面预制自动焊方案
3.1 焊接方法选择
钢覆面薄板焊接所产生的残余应力与焊接所采用的方法有着密不可分的关系[1,2]。现场钢覆面预制焊接所采用的焊接方法为钨极氩弧焊(TIG),这是由于TIG焊为非熔化极气体保护焊,容易维持电弧长度的恒定,焊接过程稳定,热输入小,所以适合焊接薄板,且焊缝区没有熔渣[3]。此外,焊接时惰性气体从焊接喷嘴中喷出,可有效隔绝含有杂质的大气,继而保护焊接接头,形成性能优良的焊缝[4]。因此TIG焊即使是采用小电流焊接,电弧仍能稳定燃烧,适用于核电水池不锈钢薄板焊接,同时自动焊设备能更有效地控制焊接热输入,减小焊接变形。因此,在本技术方案中采用TIG焊。
3.2 焊接坡口设计
现场采用传统的V形坡口,焊前需留有一定的组对间隙,但在焊缝长度过长时,间隙均匀程度将无法得到保证,因此在焊接过程中存在焊穿风险。若焊前不留间隙,则焊接过程中产生的横向收缩变形使得后面未焊接区域的坡口产生垂直于焊缝方向的收缩,造成坡口出现错边(见图2),容易产生未焊透缺陷。

图2 错边
因此,为有效地避免传统V形坡口引起的焊穿和未焊透,本方案采用Y形坡口形式(见图3)。该Y形坡口采用1mm钝边,既能有效地避免因组对间隙过大而引起的焊穿,又可以避免因焊缝收缩而引起的错边。此外,坡口截面的减小可以减少焊缝金属的填充,降低焊缝热输入,有效地减少焊后残余应力并防止焊接变形。

图3 Y形坡口
3.3 焊接设备定制
根据钢覆面预制特点进行了专用焊接设备的自主研发,整体设计思路为采用装配有TIG焊枪的三轴式便携机器人在轨道上完成长直焊缝的施焊。集成了包括行走机头本体、导轨、控制柜、手控盒、焊接电源、送丝机、焊枪及连接控制线缆在内拥有自主知识产权的焊接设备系统。相较常规焊接机器人增加了多点示教、弧压反馈、熔池监控等功能,可实现焊接过程中弧压的稳定输出,实时监控焊接过程和成形质量,有效地减少了焊接过程中的人为干涉和操作工的劳动强度。专用焊接设备功能见表2。

表2 钢覆面预制专用焊接设备功能
此外,机头本体设计紧凑便携,整体尺寸为400mm(长)×300mm(宽)×200mm(高),由于采用高强铝合金进行集成,所以机头本体仅为12kg,大幅降低了整体重量,提高了现场实用性。水池钢覆面焊接设备如图4所示。

图4 水池钢覆面焊接设备
3.4 工装夹具设计
工装不仅要实现待焊工件的快速组对,同时还要有效地控制住焊接过程中产生的变形。本套工装由工作台操作系统、压紧承重系统、电气控制系统及对中定位装置组成(见图5)。该工装可有效地将工件压紧平贴于支撑台面的冷却装置(铜垫块)上,保证焊缝在拘束及强制冷却条件下完成焊接,减少焊接错边和焊后变形。

图5 不锈钢覆面自动焊工装
在不锈钢覆面自动焊工装中,定位气杆位可实现不锈钢工件与铜衬垫成形槽之间的对中,琴键可分别完成对左右焊缝的对称施力。背氩保护槽采用具有良好导热性的铜材料,在对焊缝背面进行气体保护的同时,可以有效地提高不锈钢板的散热,降低焊接过程中因焊接高温而引发的热变形。工装整体设计简单可靠,操作方便灵活。
3.5 自动焊流程设计
钢覆面预制自动焊流程设计为:覆面板上料→组对→点固→示教→焊接→下料→外观检测→无损检测→返修(需要时)。采用具有良好输送能力的万向球辊道进行拖持和输送工件,且自动焊过程可自行反馈调节,有效节省了焊接用时,在提高生产效率的同时,还降低了人为操作存在的安全风险(见图6)。
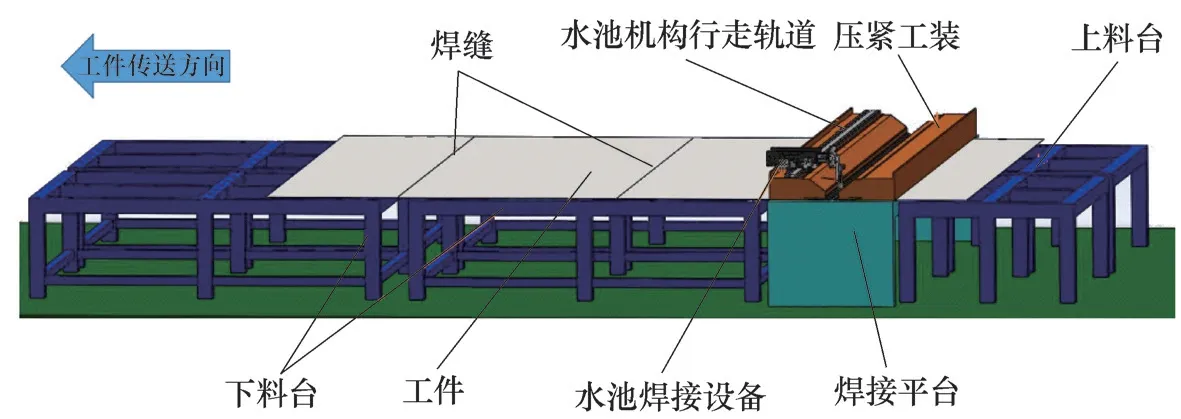
图6 钢覆面预制自动焊示意
4 钢覆面预制自动焊现场应用
2019年8月6日,采用本文设计的钢覆面自动焊流程方案及设备工装,完成了现场3.75m焊缝的焊接(见图7),整体过程仅用时205min。目视及射线检测全部合格,焊接变形得到了有效控制,实测变形量<0.5mm(见图8)。另外,对已完成的286m焊缝进行检测,一次合格率达到99%以上。生产实践表明,该焊接工艺可靠,焊接装备运行稳定,标志着钢覆面预制自动焊技术由研发向现场应用走出了坚实的一步。

图7 钢覆面成品件生产

图8 钢覆面焊后变形测量
5 结束语
本文设计研发了适用于现场钢覆面的整套TIG自动焊技术。通过对焊接工艺、设备工装及辅助工机具在内的多个方面进行了优化设计和集成研制,并细化自动焊各阶段流程,在现场形成了自动焊生产线。通过现场验证,该自动焊技术在提升焊接效率的同时,能有效降低焊接引起的变形和错边,很好地解决了核电水池不锈钢覆面预制存在的问题。
