热轧粗轧机APC油缸刚度变化对带钢镰刀弯影响分析
2022-01-14朱松涛
朱松涛
(新疆八一钢铁股份有限公司轧钢厂)
概述
八钢1750热轧产线使用单机架粗轧机往复多道次轧制,生产过程中粗轧机刚度变化会对带钢造成影响,如产生较严重镰刀弯等问题,会造成热轧生产轧制过程不稳定,发生跑偏堆钢,使产品出现浪形、边部缺口等质量缺陷,对热轧的生产顺行造成严重影响。为此,结合现场实际情况,在影响粗轧机刚度变化的多种因素中找到关键点,通过采取有效措施提升粗轧机总刚度,减少两侧刚度差,减小带钢镰刀弯的程度,保证生产稳定顺行,从而提升了热轧产品质量。
1 粗轧刚度与镰刀弯关联性分析[1]
轧机刚度也称为轧机模数,是轧机受力后所有受力部件产生弹性变形的总和,K 为轧机的刚度系数(简称为刚度)。
K=tanα=ΔP/Δf
式中:ΔP—为轧制力增量,kN;Δf—弹跳变化值,mm。K的物理意义是使轧机产生1mm弹性变形所需的轧制力,它表示了轧机抵抗弹性变形的能力,K愈大,轧机刚度愈好。
轧机整体刚度是轧制工艺控制过程所需的重要参数,是轧制精度的主要指标, 轧机刚度会随着部件使用过程中的不均匀磨损而降低,轧机刚度的降低及不对称变化,会对板形、尺寸精度产生直接影响。
2020年7月八钢1750热轧粗轧机实测刚度值与设计值对比见表1。

表1 2020年7月实测八钢1750热轧粗轧机刚度指标
1.1 粗轧机刚度对镰刀弯的影响
理论上轧机两端变形一致,轧机弹性变形曲线为一直线,轧出的轧件厚度h可以用弹跳方程进行计算。
h=S0+f=S0+(P-P0)/K
式中:h—轧件厚度,mm;f—轧机弹跳值,mm;S0—考虑预压靠变形后的空载辊缝,mm;P0—空载轧制力,kN;P—轧制力,kN;K—轧机刚度系数,kN/mm。
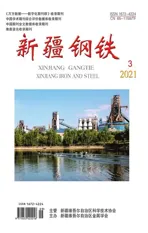
轧机两侧的刚度相等时,两侧的弹性变形也相等,因此两侧辊缝相等,两侧轧制力相等,两侧的辊缝差为零,跑偏产生镰刀弯可能性小;当轧机两侧刚度出现差异,两侧的刚度系数不同,会使轧机两侧的弹跳计算出现偏差,两侧辊缝设定不一致,带钢两侧厚度不同,跑偏产生镰刀弯可能性变大。轧机弹跳值变化如图1所示。
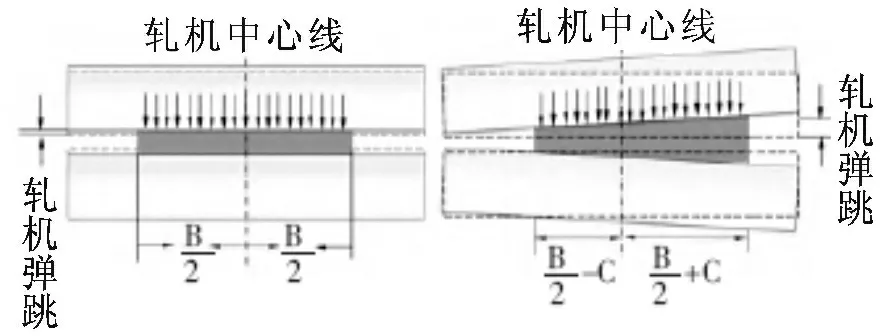
图1 轧机弹跳值变化示意图
1.2 粗轧机刚度影响因素分析
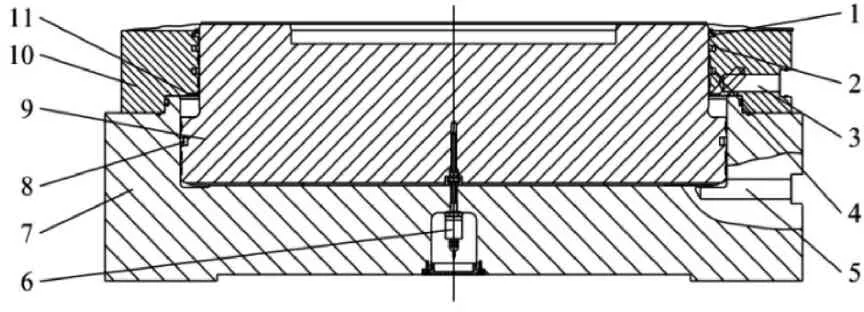
八钢1750热轧粗轧机结构如图2所示。
1.机架;2.压下丝杆;3.APC油缸; 4.上支撑辊;5.上工作辊; 6.下工作辊;7.下支撑辊; 8.下阶梯垫框架;9.下阶梯垫调整装置; 10.底板;11.上承压板; 12.压头; 13.下承压板;14.轧机支撑座; 15.阶梯垫板; 16.支撑辊弧形垫;17.下支撑辊衬板;18.下工作辊衬板; 19.上支撑辊衬板;20.上工作辊衬板
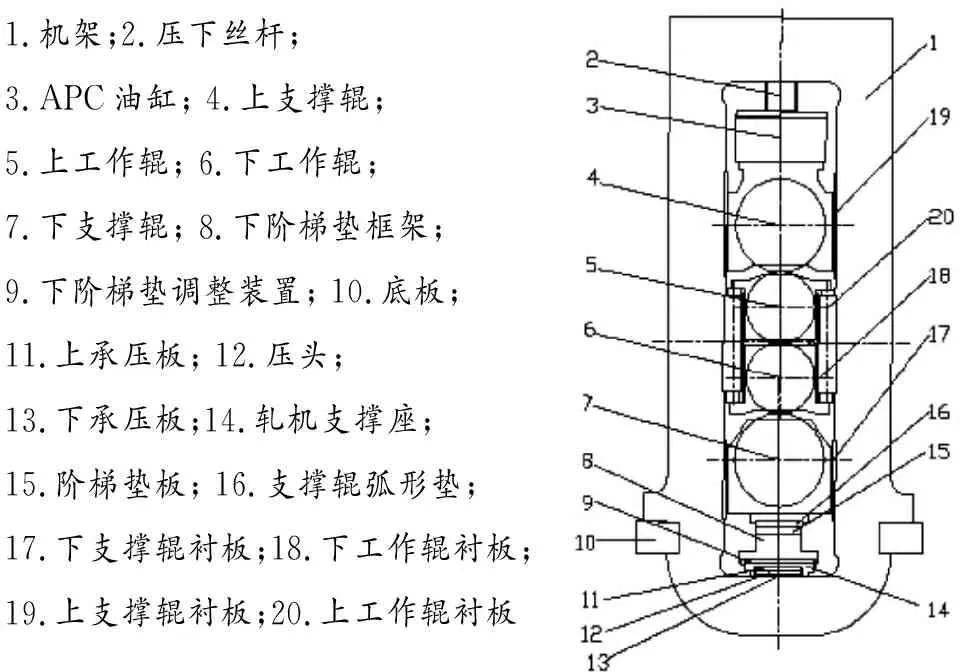
通过轧辊压靠法测量粗轧机对应轧制压力的轧机弹跳值,测量出轧机的静态刚度值,在所有受力部件中,受工况影响和结构特性所致,影响刚度变化的主要部件及因素见表2。
从表2可以看出,APC油缸作为刚度标定产生正压力的动力部件,出现问题不易发现,结合现场实际情况,分析粗轧机整体刚度变化。
表2 影响粗轧机刚度因素
2 APC油缸刚度变化与镰刀弯关联性分析[2][3]
八钢1750热轧粗轧机APC油缸性能参数见表3,APC油缸结构见图3。对APC油缸刚度变化进行分析:上线使用时间<2年,为新品油缸(即新制造油缸);上线使用时间>2年,返厂修理过1次以上为旧品油缸。
1.防尘圈;2、4、8.密封圈;3.有杆腔油口;5.无杆腔油口;6.位移传感器;7.缸体;9.活塞杆和活塞;10.端盖;11.缓冲结构图3 APC油缸结构示意图

表3 APC油缸参数
2.1 新品APC油缸刚度有限元分析
使用ANSYS软件对新品APC油缸在不同工作载荷下的应力变形进行分析,见图4。
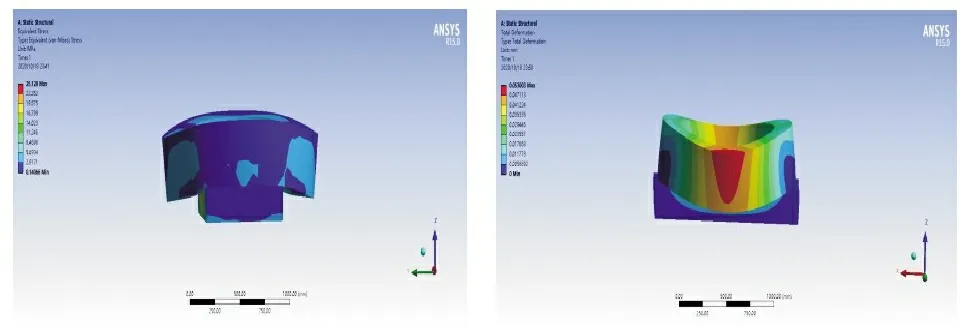
10MPa工作载荷下的等效应力
15MPa工作载荷下的等效应力

20MPa工作载荷下的等效应力图4 不同工作载荷下新品APC油缸应力变形情况
粗轧机结构示意图通过有限元分析得出新品APC油缸(材质为42CrMo抗拉强度σb为1080MPa)不同工作载荷下的应力和总变形量见表4。

表4 新品APC油缸(σb为1080MPa)有限元分析数据
结合图4有限元分析可知,粗轧机APC液压缸随着负载增加,应力变形主要为液压缸未与轴承座接触部位.呈现向下变形的趋势,与轴承座接触的区域呈现上翘的趋势。由表4得出:在工作压力增大情况下,油缸局部应力增大,变形量增大,但最大变形量为0.1060mm,影响刚度值最大125kN/mm。说明新品APC油缸能满足粗轧机刚度、精度要求。
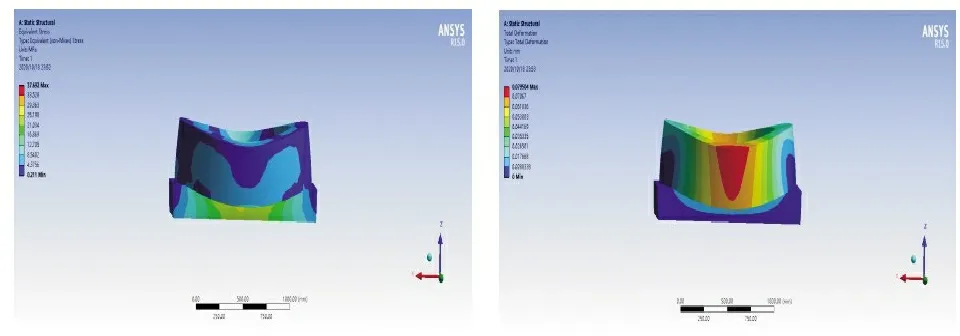
2.2 旧品APC油缸刚度分析[4、5]
根据国内外研究资料分析,合金材料在频繁交变应力作用下,随着使用周期的延长,性能老化加剧,使用15年左右抗拉强度性能下降均值在25%~30%。八钢1750热轧粗轧机APC油缸材质为42CrMo,使用至今14年,反复修复,缸体底面尺寸减薄约3mm,且存在一定材料性能老化.依据该观点,现针对使用14年的粗轧APC油缸,按抗拉强度降低30%,42CrMo抗拉强度按σb=756MPa进行性能老化后的有限元分析,分析此APC缸的应力分布和最大变形量。
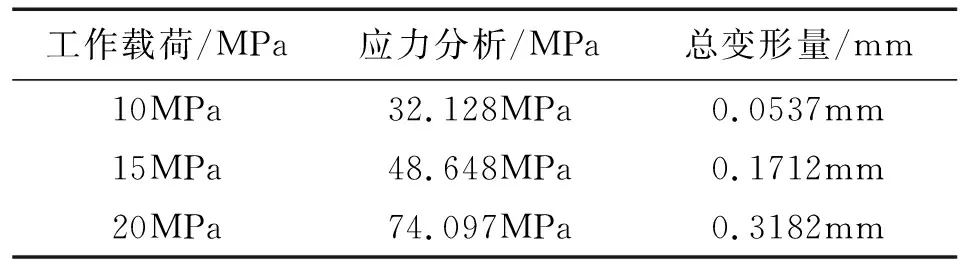
表5 旧品APC油缸(σb为756MPa)有限元分析数据
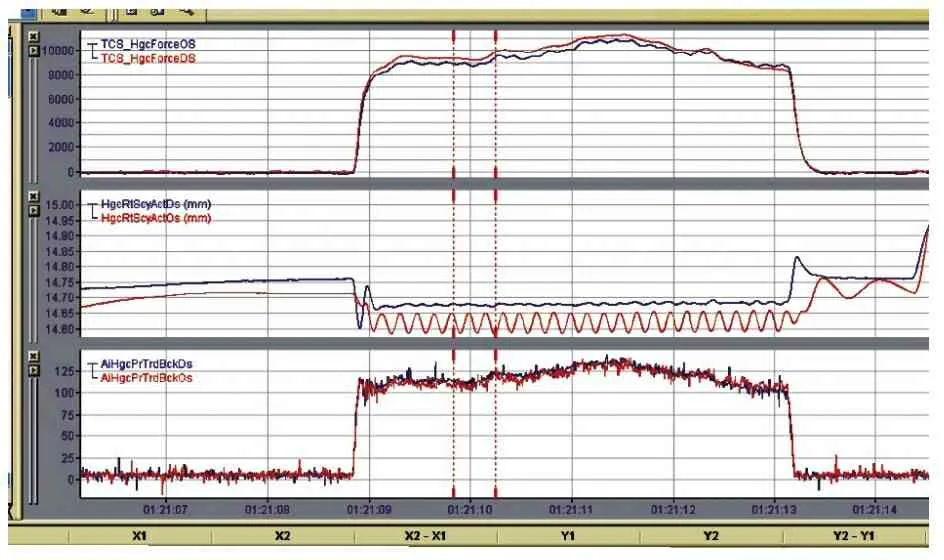
图5 旧品APC油缸轧制过程监测曲线图
3 APC油缸刚度变化对镰刀弯影响分析
轧制模型控制是按照轧机两端刚度一致,来控制轧件厚度,但由于两侧刚度偏差,实际轧出的轧件厚度差Δh用弹跳方程计算。
依据2020年7月粗轧机刚度标定过程中实测值,标定轧制力P=10000kN,P0=0,操作侧刚度K操=1950kN/mm, 传动侧刚度/K传=2350kN/mm
h操=S0+f
=S0+(P-P0)/K操=S0+10000/1950
=S0+5.12
h传=S0+f=S0+(P-P0)/K传
=S0+10000/2350
=S0+4.25
2)令为各评价指标的最优值,其中若j为正指标,则越大越好;若j为负指标表示越小越好。xij相对于的接近度用矩阵Dij表示,并对其进行归一化处理,得d=(dij)n×m。
Δh=h操-h传=(S0+5.12)-(S0+4.25)
=0.87mm
通过弹跳方程计算可知:由于两侧APC缸刚性不一致,使板坯宽度方向上厚度不同Δh达到0.87mm,必然使板坯发生镰刀弯变形。
4 更换APC油缸后效果对比分析
通过对APC油缸的有限元分析,锁定目前影响粗轧刚度的关键因素在于APC油缸,于是更换了2件新品APC油缸,更换后粗轧机刚度如表6所示。
表6 最新粗轧机刚度数据
粗轧道次间板坯镰刀弯改善明显,板型稳定可控,因粗轧来料侧弯造成的废钢次数大幅缩减,通过质检每日统计数据验证,钢卷边部缺口质量缺陷损失率由前期0.8%下降至0.2%,钢卷浪型抽检合格率提升,抽检合格率由前期均值90%上升至98%~100%,且能够持续保持。
5 APC油缸的检修及维护措施
通过使用有限元分析和更换APC油缸前后的效果对比,验证了粗轧APC油缸应力变化是轧机刚度不足的主要影响因素。APC油缸在长期使用后,自身刚度会明显降低且不稳定,从而对粗轧机刚度产生较大影响,造成中间板坯镰刀弯现象严重,出现一系列产品质量问题。
为此制定了管控措施:
(1)粗轧机APC新品上线制定2年使用周期,到期必须下线,上线油缸必须是履历一致、几何尺寸一致成对更换;(2)APC油缸下线后进行全方位探伤检测,且必须进行消除应力处理;
(3)下线APC油缸修复,原则上只修复一次,及时申报新品油缸;
(4)因辊系磨损,需在APC油缸与支撑辊轴承座之间添加垫板时,必须规范添加垫片,避免随意使用不同规格垫板,因接触面积过小对APC油缸造成的不可逆的变形损害。即定制标准垫板尺寸为1200mm×700mm×(1、2、3)mm,每次添加垫片数量不得超过2块;
(5)对粗轧机严格执行周期精度检测和严格执行部件周期检修更换,将粗轧刚度持续保持在4800~5000 kN/mm。
6 结束语
针对八钢1750热轧带钢造成较严重镰刀弯的问题,对热轧粗轧机APC油缸应力变化进行了分析,依据变化规律,制定了管控措施,使粗轧机达到了设计刚度值,减小了带钢镰刀弯的程度,提升了热轧轧制稳定性和产品质量。