SQ21X 切丝机下排链托条耐磨装置的设计改进
2021-11-26付来强郭建刚郭亚强郭志强任亚宁
付来强,郭建刚,郭亚强,郭志强,李 君,任亚宁
(甘肃烟草工业有限责任公司天水卷烟厂,甘肃天水 741024)
0 引言
切丝机作为烟草制丝生产线的关键设备之一,其切丝宽度直接关系到成品烟丝的含水率。随着卷烟工业管理和生产模式的提升与进步,卷烟产品的不断发展和卷烟新产品的不断开发,对切丝机的性能也会提出新的要求,从而要满足适应新的制丝工艺要求[1]。切丝机铜排链拆卸工作量大,易损坏。为解决SQ3X型切丝机铜排链人工拆装工作量大、易损坏等问题,设计一种铜排链自动拆装设备[2]。铜排链是切丝机输送系统的重要组成部分;排链与压实器、机架组成料仓,在压实器及上、下排链的同步运动下,物料被输送至刀门处,在此处完成切丝。托条是用来支撑排链的,排链运转时在它上面滑动,也叫耐磨条或耐磨板。一般托条为尼龙材质[3]。
卷烟厂现使用的是SQ215B型切丝机,生产时下排链承受较大载荷、长距离输送;线体形式为直线、转弯输送。但是现有的排链在运输物料时,由于上刀门及上排链在切料过程中作用于下排链,在靠近刀门处压力最大,致使下排链与托条之间磨损增加,过度磨损后露出的固定螺栓又加剧了下排链的磨损甚至断裂。因此,有必要提供一种新的技术方案以克服上述缺陷。
借鉴皮带机输送托辊和装甲车履带托轮提出两种方案,一体托板式和托条托轮组合式。通过综合技术评价法和实验模拟得出托条托轮组合式方案最佳。因此,设计、加工一种SQ215B型切丝机下排链托条耐磨装置。
1 存在问题及原因分析
车间叶丝线分A、B 两条线运行,共配备4 台SQ215B型切丝机,其中A 线为3#、4#切丝机,B 线为1#、2#切丝机。4 台SQ215B型切丝机的下排链使用寿命均比上排链短,且下铜排链、前托条更换周期短。4 台切丝机上铜排链的使用寿命约为4000 h,下排链的使用寿命为2800 h。每年4 个保养周期,故每周期3 个月一次。筒排链的极限磨损量为3 mm,18 个月为6 个周期。超过极限磨损量,排链易拉断[4]。定期保养时铜排链磨损情况检查表见表1。
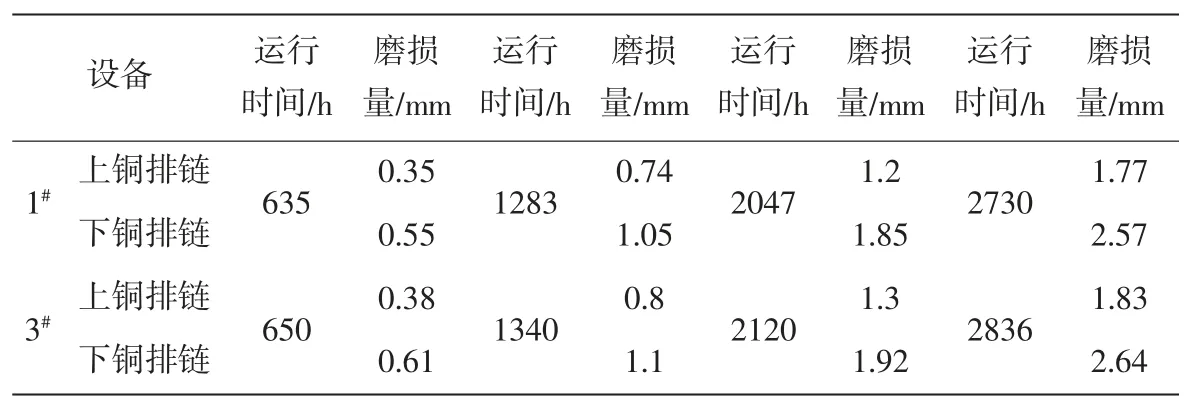
表1 定期保养时铜排链磨损情况检查表
保养检查时间按式(1)计算:

一周期(700 h)为保养检查时间,每个保养周期内的平均磨损量按式(2)计算:

从表1 可看出下铜排链磨损量随运行时间的增加明显高于上铜排链,且在2800 h 后逐渐接近极限磨损量。
SQ215B型切丝机在生产运行中,由于上铜排链及上刀门施加给物料的压力作用在下铜排链上,使靠近刀门处的下铜排链前托条因受力较大而经常磨损。前托条过度磨损后露出的固定螺栓又使铜排链内侧磨损,以至于阻力过大使下铜排链时有扯裂、拉断现象。现有应对措施见表2。
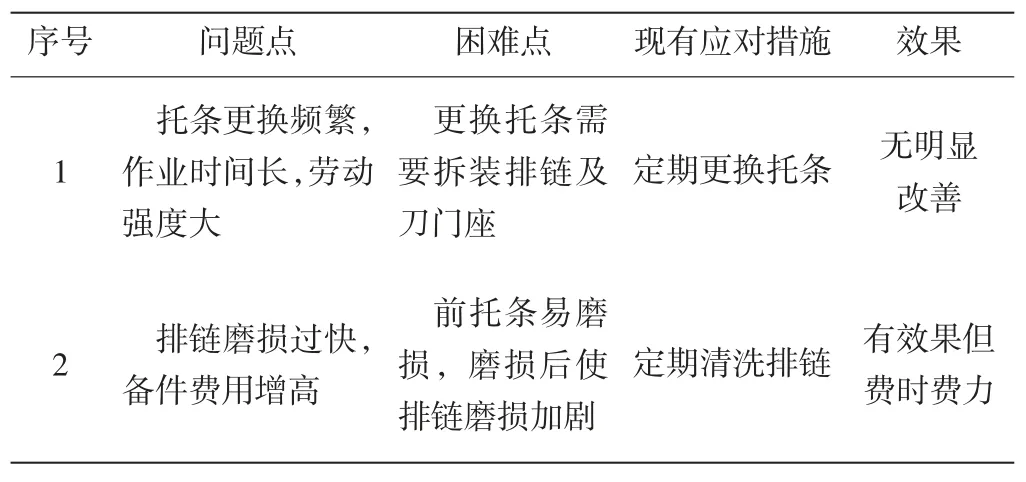
表2 现有应对措施
通过采取上述应对措施,取得部分效果,但效果不明显。频繁清洗排链,能减少托条的少量磨损,但劳动强度大,费时费力。定期更换托条,能减少排链的磨损,防止排链拉断,但费时费力,备件费用依然高。关键是更换托条需要拆除排链,长期不更换又使排链磨损加剧甚至拉裂。
托条及铜排链磨损严重需要及时更换,托条及铜排链属于切丝专用备件,造价高,维修更换费用大。拆装铜排链需多人配合,托条每次更换需要先拆除铜排链后才能进行,更换费时又费力。托条及铜排链的过度磨损还会影响到切丝质量。因此需要定期检查,及时更换,这使SQ215B型切丝机的维修保养量增大,维修费用增加。前托条磨损后的情况如图1 所示。
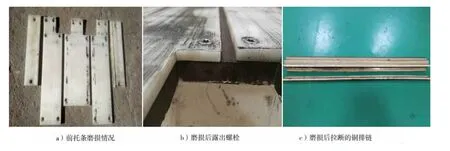
图1 前托条磨损情况
2 基于下排链托条耐磨装置研究
2.1 创新思路
借鉴一:皮带输送机托辊。
借鉴二:装甲车履带托轮。
(1)皮带托辊能支撑输送带,减少运转的阻力。
(2)履带托轮支撑上部履带,减少履带行走时的阻力。
(3)使用托辊同样能减少铜排链与托条的摩擦,将托条磨损严重的地方由滑动摩擦变为滚动摩擦,降低摩擦力。
综合借鉴皮带输送机托辊装置、装甲车履带托轮装置的优点,研制切丝机排链托条耐磨装置。
(1)减少铜排链的磨损量,延长铜排链使用寿命。
(2)减少前托条更换周期,延长前托条使用寿命。
(3)实现切丝机排链输送系统的稳定性。
2.2 实验模拟
根据方案对下排链摩擦受力进行实验模拟,所需仪器设备包括:托条、托轮、排链、电子拉力称、铜排链、木板基架、砝码。三种实验装置如图2 所示,不同载荷下牵引力对比如图3 所示。

图2 三种实验装置
由图3 可知,在不同受力情况下,托条托轮式在同等排链承载能力下牵引力较小。随着铜排链承载重量越来越大,牵引力比原有模型跟一体托板式增加缓慢。通过实验模拟,得出托条托伦组合方案最佳。
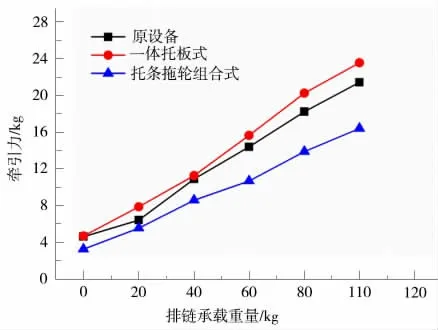
图3 不同载荷下牵引力对比图
2.3 改进措施
(1)在前托条(共5 条)的中间3 条(Ⅱ,Ⅲ,Ⅳ)磨损最严重位置处开孔,在开孔处的前托条基架(铸铁基架)上镗孔安装3套托辊,安装后托辊外圆顶部与前托条表面基本平齐(或高出0.5 mm 以内)。托辊结构设计有两层,外层为UPE(超高分子量聚乙烯)材料,耐磨,且使铜排链不易磨损;内套为45#钢,便于在同材质的轴上转动。3 套托辊轴与下排链主动辊轴平行安装,并且托辊位置上、下可调,根据磨损情况进行调节,以保证对下铜排链的支撑与配合。下铜排链与前托条在此处位置由改进前的滑动摩擦变为与托辊的滚动摩擦,大大减少了摩擦力,减轻了铜排链的负荷,增长了设备的使用寿命[5]。下排链耐磨托条结构如图4 所示。
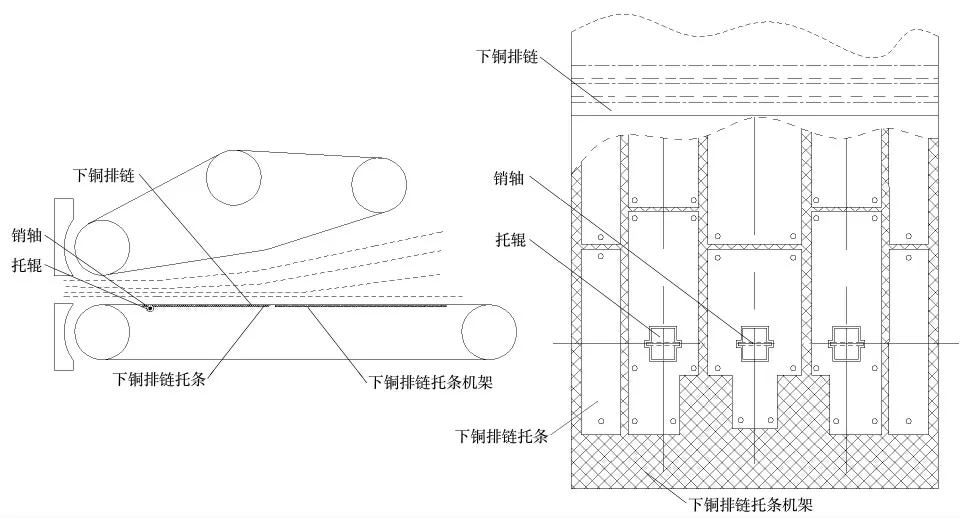
图4 下排链耐磨托条结构
(2)新的前托条材质采用UPE(超高分子量聚乙烯)板,有极低的摩擦因数(0.05~0.11)故自润滑性优异,是理想的摩擦材料,耐磨性是原前托条(尼龙材质)的2 倍,更换周期长。改进后的前托条及加装的托辊实物如图5 所示。

图5 改进后的前托条及加装的托辊实物
4 结束语
切丝机作为烟草制丝生产线的关键设备之一,其切丝宽度直接关系到成品烟丝的含水率。设计、加工的SQ215B型切丝机下排链托条耐磨装置。在随铜排链转动的托辊与前托条共同配合下,既保证了对下铜排链的支撑,又减少了排链向刀门送料时的阻力,减少了前托条磨损,保护了下铜排链。经使用发现前托条更换周期由原来的2~3 个月延长至6 个月以上,下铜排链磨损量显著减少。
结果表明:托条托轮组合式排链托条耐磨装置避免了排链与托条之间的磨损,延长了铜排链的使用寿命。截至目前,该前托条仍在使用,减少了维修次数,降低了维修费用,年节约维修费用约3 万。此装置已申请实用新型专利并已授权(一种切丝机下排链耐磨托条 专利号:ZL 2019 2 0466841.X)。
