拉伸温度对聚四氟乙烯膜结构和性能的影响
2021-11-18韩桂芳翟孟凡刘长海马鹏飞
韩桂芳 胡 珂 陈 越 翟孟凡 刘长海 马鹏飞
(山东东岳高分子材料有限公司,山东 淄博 256400)
0 前言
聚四氟乙烯(PTFE)是一种具有独特功能的工程聚合物,其分子链具有特殊的螺旋结构,碳链被氟原子紧紧地包裹在内部。其低表面能、强碳—碳键和碳—氟键以及高结晶度的特点使得PTFE具有极优异的耐化学腐蚀性、耐高低温、耐老化、电绝缘等性能,这些优异的性能为其赢得了“塑料之王”这一美誉。通过不同的加工方式可以将其制备成管、棒、膜、带、板等制品,广泛应用于机械、化工、电子电器、建筑、医疗等领域[1]。
PTFE属于半结晶聚合物,其晶体由平行排列的折叠链形成片晶,再由片晶堆积形成带状多晶聚合物。PTFE分子链间的相互作用比较弱,晶带在受力后很容易解开缠结,而带状结构成纤的活化能很低,只有11.3 kJ/mol,所以在外部应力作用下带状结构很容易被拉出微粒成为微纤。因此,通常采用拉伸的方式使其折叠晶带从颗粒中拉出而形成纤维,没有拉出的部分则聚集到一起形成结点。结点、纤维交替出现,相互交错,形成一种独特的结点-纤维的网状多孔结构[2],即PTFE微孔膜。PTFE 微孔膜通过微细纤维连接微孔,不仅具有 PTFE 自身的优点,同时具有强度高、透气量大、截流性能好的优异性能,已经被广泛应用于各种过滤、渗透领域[3]。
通过挤出、压延、拉伸的方式制备了PTFE基带,并通过控制拉伸温度制备了不同的试样。对不同拉伸温度下的PTFE膜进行了微观形貌和性能的分析,探究拉伸温度对PTFE膜性能的影响。
1 试验部分
1.1 试验原料
PTFE分散树脂,粉料, DF-201,山东东岳高分子材料有限公司。
1.2 试验设备及仪器
电子扫描显微镜(SEM),Hitachi SU8010;电子万能拉力机,岛津AGS-X;薄膜测厚仪,MITUTOYO VL-50;差示扫描量热仪,岛津DSC-60。
1.3 拉伸膜的制备
将PTFE粉料与助挤剂Isopar M按比例混合,经预成型、挤出、压延、脱油等工序后制成宽度为104 mm、厚度为0.110 mm的基带。通过恒温辊筒拉伸设备,以300%/min的拉伸速率在不同温度下进行400%拉伸应变的拉伸,制成不同拉伸温度的样品[4]。
1.4 测试与分析
使用台式扫描电子显微镜观察样品的结构变化,样品表面喷金,加速电压为20 kV;
使用差示扫描量热仪(DSC) 进行升温测试,升温速率为 10 ℃/min,氮气气氛,流量为40 mL/min, 温度为 150~400 ℃;
使用可控温的万能拉伸机对制备的基带在不同温度下进行拉伸,记录其拉伸应力的变化,拉伸速率300%/min,拉伸应变300%;
按照 GB/T 1033.3—2010 测量样品的密度,测量温度为23 ℃;
按照 GB/T 1040.1—2018 测量样品的力学性能,室温为23 ℃,相对湿度为50%;
将制备的样品在有张力的情况下测量其长度和宽度,去除张力后,在室温下放置48 h后,重新测量其长度和宽度,按公式(1)计算收缩率。

式中,S为收缩率,%;L0为收缩前长度,mm;
L为收缩后长度,mm。
2 结果与讨论
PTFE基带通过拉伸工艺形成微孔膜的过程中,材料的结构形态发生了变化[5]。拉伸温度、拉伸速率和拉伸倍率是影响材料结构形态的关键因素[6-7]。深入讨论了拉伸温度的影响及其原因分析。
2.1 形态结构分析
图1为不同拉伸温度下拉伸400%制得膜的SEM图。聚四氟乙烯纳米颗粒是条带相互折叠数次时形成的球状颗粒,当施加的应力克服了晶体折叠带之间的弱范德华吸引力时,折叠带被拉出形成原纤维[9-10]。
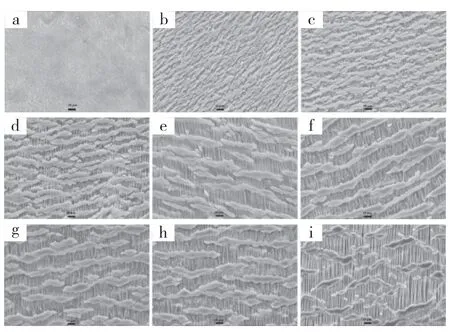
图1 不同拉伸温度下PTFE微孔膜的SEM图
由图1可见,25 ℃拉伸后形成了很多孔隙,但孔隙中间只有少量的短纤维相连接,说明常温下很难把纤维从球状结构中拉出。随着拉伸温度的升高,纤维的数量更多、长度也变大,并且孔隙明显变宽,同时可以观察到在60 ℃和100 ℃时结点都非常窄而小并且规整度不好,但在拉伸温度升高后变得宽而长,是因为温度升高使得纤维更容易被拉长,同时也使得结点本身增大变宽。在180~300 ℃范围内,纤维长度基本维持在同一个水平,结点的宽度也略有增加。当温度接近熔点340 ℃时,结点熔融变小变窄,纤维也因熔融结合到一起而明显变粗。表1是从SEM中统计的结点宽度和纤维长度的平均值[8]。
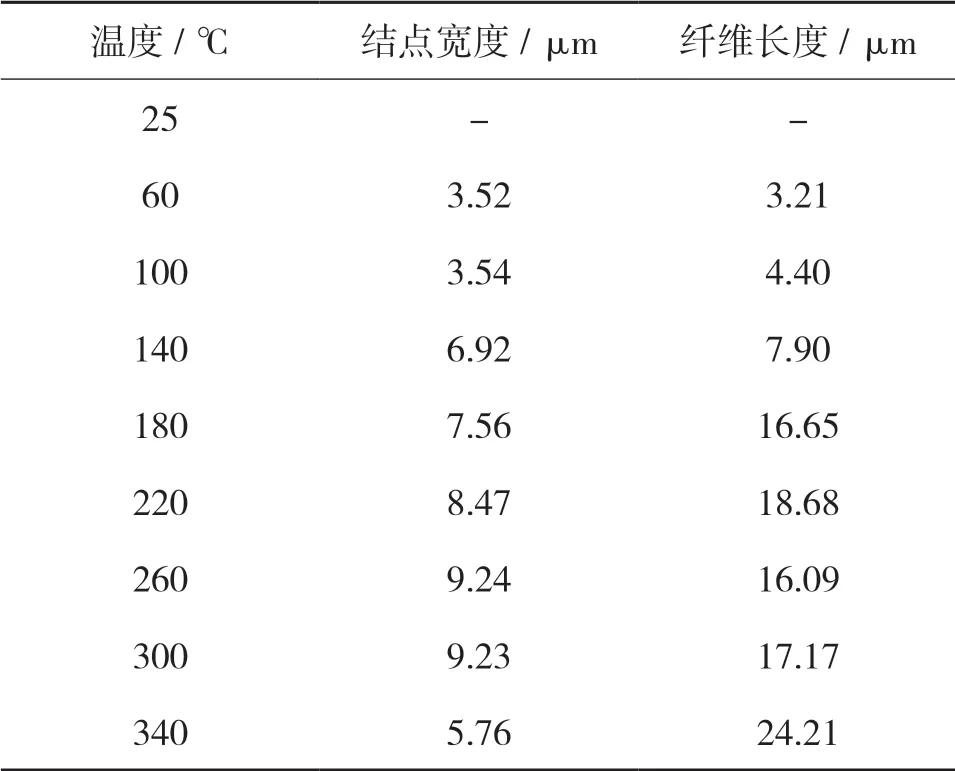
表1 不同拉伸温度下PTFE微孔膜的结点和纤维尺寸
2.2 热性能分析
图2为不同温度下拉伸400%所得膜的DSC图,把342 ℃左右的熔融峰焓值标记为ΔH1,把382 ℃左右的小熔融峰焓值标记为ΔH2。图3为不同拉伸温度下ΔH2的变化。由图3可见,ΔH2随着拉伸温度的升高出现先升高后降低保持不变,最后在熔点附近又出现下降的趋势。结合图1及表1可以得出结论,ΔH2越高,纤维在网状结构中的占比越大。
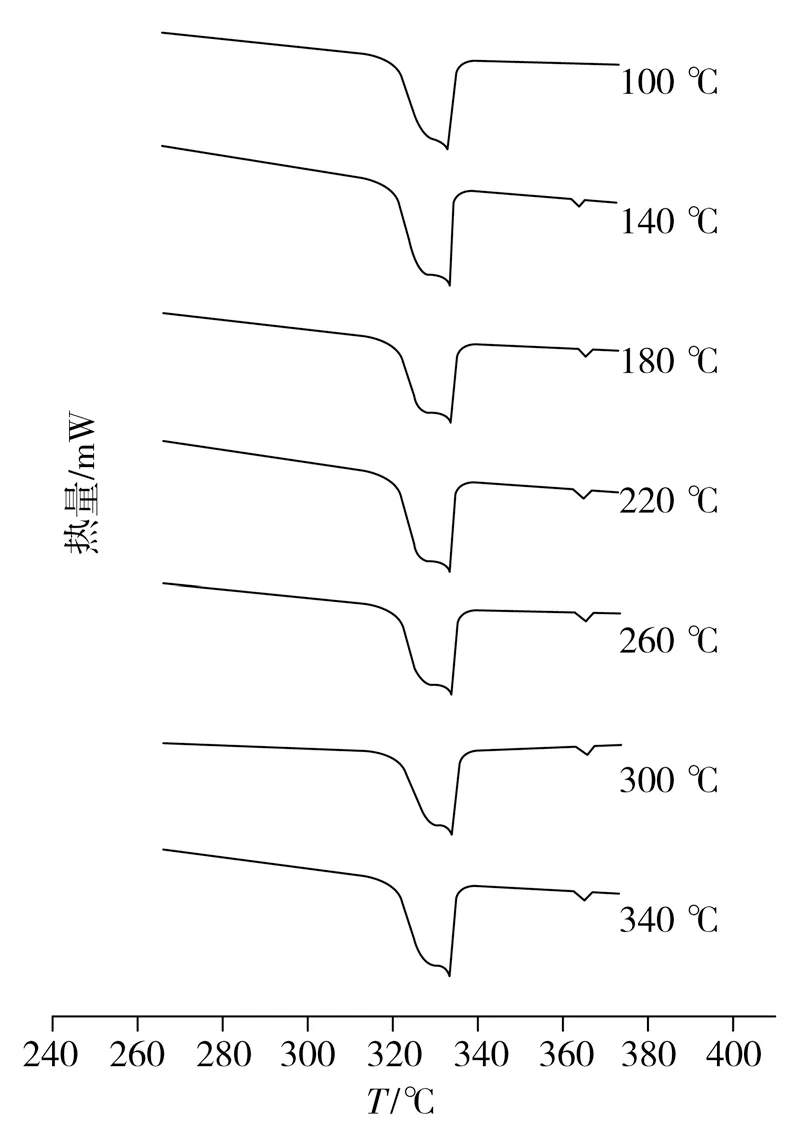
图2 不同拉伸温度下的DSC图
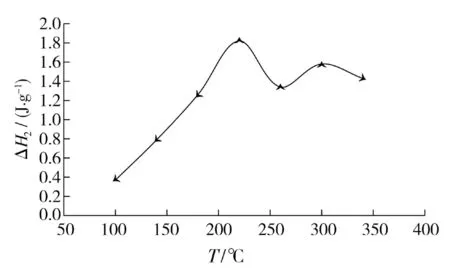
图3 不同拉伸温度下PTFE微孔膜的焓值变化
2.3 力学性能分析
图4 为在不同拉伸温度下以速率300%/min进行拉伸时的应力-应变图。初始阶段的弹性行为归因于一些可逆变形,例如线状结构的可逆伸长,在后面的塑性拉伸操作中,结点和纤维之间的边界上的PTFE粒子被稳定地转变成细长的结构,因此,在后面部分稳定的拉伸应力被解释为这种转变所必需的应力[11]。
由图4可见,在常温(25 ℃)拉伸时,所需要的应力明显偏高,并且没有经历明显的平稳阶段应力便开始下降,说明纤维没有被持续拉出就断裂。随着拉伸温度的升高,在达到相同应变时,需要的应力逐渐变小,这表明升高温度提高了PTFE折叠链段的活动性能,使得拉伸更容易克服折叠链之间的范德华力,从而使纤维更容易被拉出[12]。同时到达屈服点的时间也有所减少,表明温度升高有利于更早的进入到持续拉出纤维的过程,拉伸的纤维也就越长。在温度达到220 ℃后,温度的升高似乎只能降低拉伸所需应力,并不能使其更早的到达屈服点,所以在同样的拉伸倍率下,其纤维的长短相差不大,这与SEM图是相对应的。因此,可以通过调节拉伸温度来控制纤维的长短,从而调整孔径的大小。
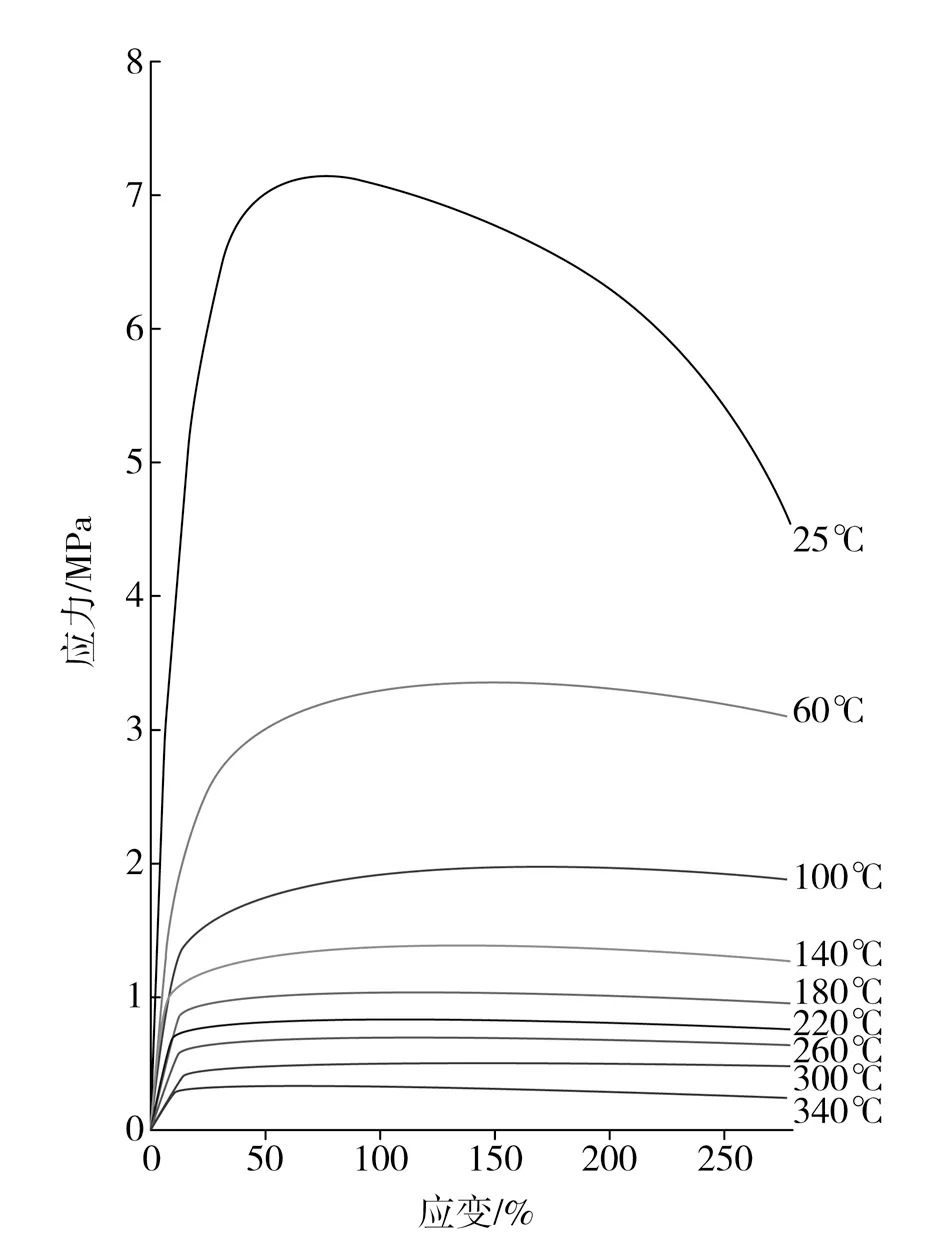
图4 不同拉伸温度下PTFE微孔膜的应力-应变图
图5 为不同温度下拉伸形成膜的密度变化图。由图5可见,在拉伸温度低于180 ℃时,随着拉伸温度的升高,密度急速变小,这是因为拉伸过程中形成了纤维-结点结构,产生了大量的孔隙,密度越低,说明孔隙率越大。而在拉伸温度高于180 ℃时,纤维-结点结构已经基本形成,随着拉伸温度的升高,密度基本不再发生大的变化。
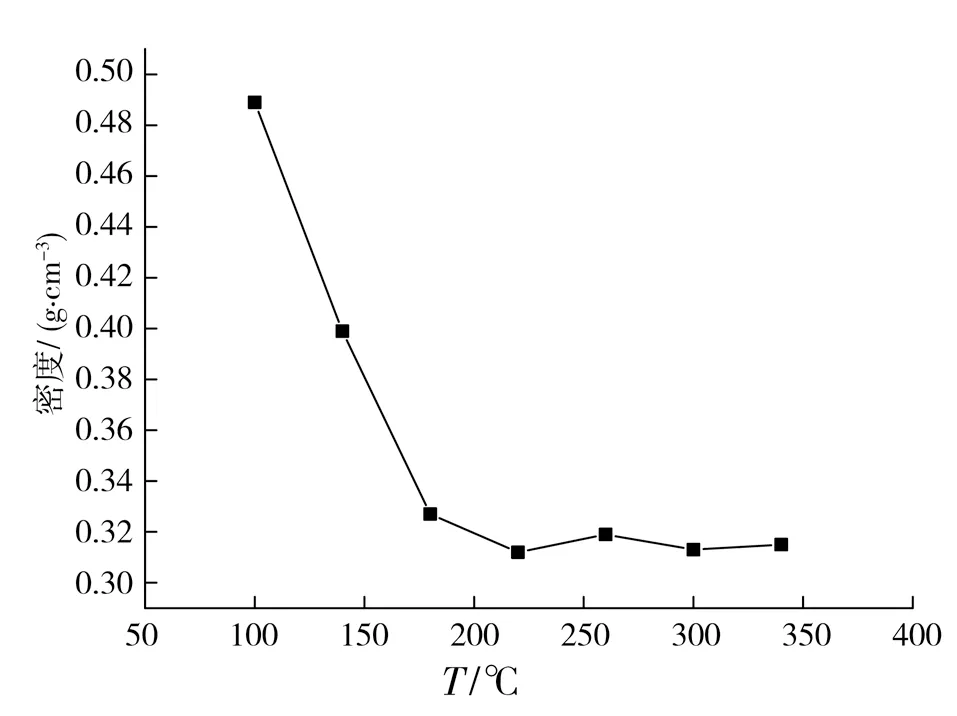
图5拉伸温度对PTFE微孔膜密度的影响
图6 为拉伸温度对力学性能的影响。由图6可见,随着拉伸温度升高,拉伸强度出现先升高、后降低、再升高的趋势。在220~300 ℃时,拉伸膜的拉伸强度和断裂伸长率都比较高,且比较稳定,这是因为在此温度区间时,拉伸出的纤维取向比较好,结构也更加规整。当温度再提高到熔点附近时,纤维和结点因熔融结合在一起,使得拉伸强度增大,伸长率减小。
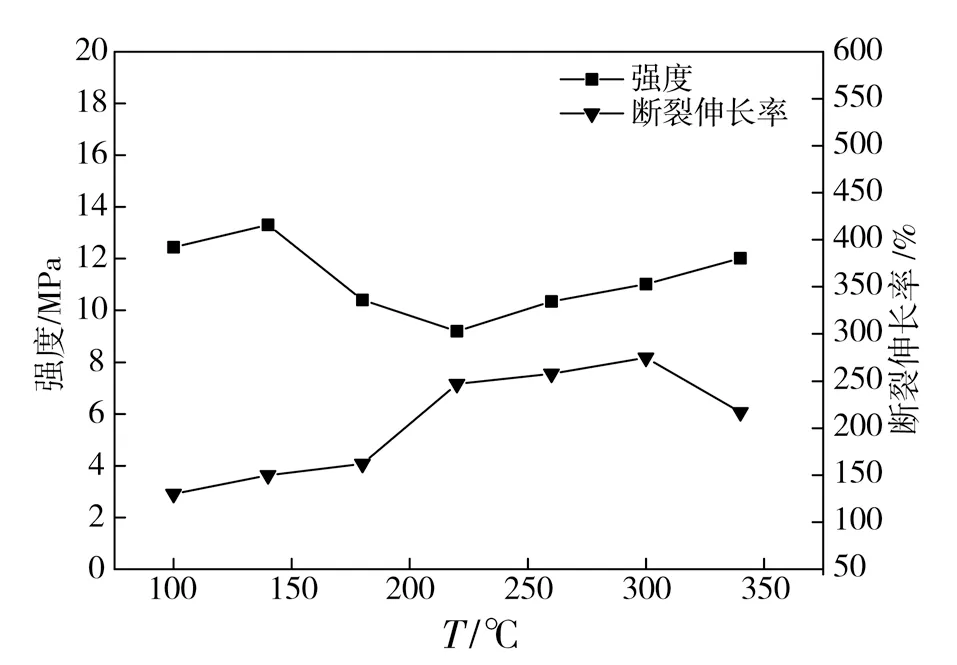
图6 拉伸温度对PTFE微孔膜力学性能的影响
表2为不同温度下拉伸后,拉伸膜放置48 h后的收缩率。由表2可见,其垂直于拉伸方向基本没有收缩,但在拉伸方向上,在低温下拉伸时,膜的收缩率比较高,温度升高有利于降低膜的收缩率。当拉伸温度接近PTFE的熔点时,达到了比较好的尺寸稳定性,因此,可以通过提高拉伸温度或在拉伸后进行热处理来提高微孔膜结构的尺寸稳定性。
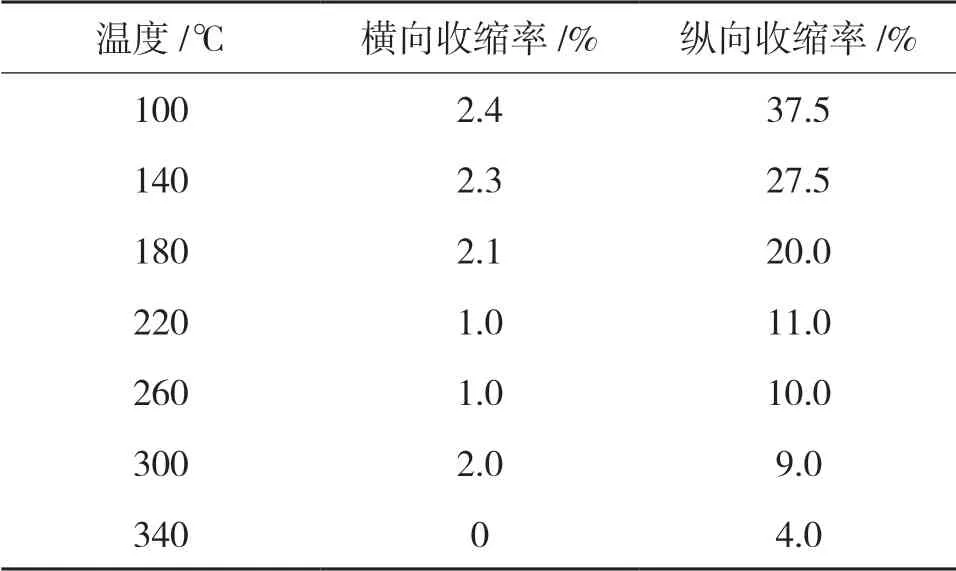
表2 不同温度拉伸膜放置48 h后收缩率
3 结论
1)拉伸温度的升高有利于提高纤维的长度,其中最适宜拉伸出长纤维的温度大约在180~300 ℃。
2)可以通过调整拉伸温度来控制纤维的长短,从而制备出不同孔径和孔隙率的微孔膜,但在低温下拉伸时膜的收缩率比较大,并且均一性不好,需要通过热处理来提高尺寸稳定性。
3)升高拉伸温度可以提高拉伸膜的孔隙率和拉伸强度,但拉伸温度接近熔点时,结点和纤维会出现部分熔融现象,导致伸长率明显降低。
