轻循环油制备单环芳烃工艺研究
2021-11-13魏子东淡勇杨东元潘柳依王军峰孙育斌刘俊霞李稳宏
魏子东,淡勇,杨东元,潘柳依,王军峰,孙育斌,刘俊霞,李稳宏
(1.西北大学 化工学院,陕西 西安 710069;2.陕西延长石油(集团)有限责任公司,陕西 西安 710061)
轻质芳烃,如苯、甲苯、二甲苯(BTX)是工业上重要的基本化工原料,用途非常广泛[1]。传统生产BTX采用以石脑油为原料,通过催化重整等工艺完成[2],由于其原料来源限制多、工艺过程复杂,因此需要开发新的BTX途径。
目前,研究方向以重质油加氢转化产BTX为主[3],而在炼油厂的产油中轻循环油(LCO)值得关注[4-8]。LCO具有高芳烃、密度大、硫氮含量少及安定性差特点[9],将LCO中较高多环芳烃转换轻芳烃等高附加值产品则是一条经济、有效加工途径。
本文以LCO为原料,在考察温度对单段加氢后产品族组成变化和硫氮基础上,开展两段加氢实验。
1 实验部分
1.1 材料与仪器
拟薄水铝石(HC-07)、SB粉、田菁粉、小孔氧化铝、氧化钼、碱式碳酸镍均为工业级;磷酸、HNO3均为化学纯;轻循环油(LCO)来自陕北某炼油厂,其理化性质见表1,烃类组成见表2,总芳烃质量分数为61.6%,其中单环芳烃含量为31.1%,占芳烃比例约为50.5%,双环芳烃占总芳烃比例为49.5%;长庆直馏煤油;长庆常压柴油;二硫化碳、乙醇、氢氧化钠、稀硫酸均为分析纯。

表1 LCO油品性质检测结果Table 1 Test results of LCO oil properties

表2 LCO原料烃类组成Table 2 Composition of hydrocarbons in LCO feedstock
LC-223鼓风干燥箱;SX2-4-10高温箱式电阻炉(马弗炉);F-26双螺杆挤条机;TDP-5N碾压机;PL2002电子天平;SZCL数显调温搅拌电热套;RPP-2000SN硫氮检测仪;DRD-100恩式蒸馏仪;ZQS6-5000A强度仪;LC-CQ-10F固相萃取柱。
1.2 催化剂制备
1.2.1 载体制备 将田菁粉与拟薄水铝石混合,加入碾压机,干混约20~30 min。将部分水与小孔氧化铝混合,搅拌均匀。将HNO3加入剩余水中,倒入小孔氧化铝搅拌成白色胶状。将白色胶状物放入碾压机,碾压30 min。出料,放入挤条机混捏,将挤出催化剂条在120 ℃下干燥4 h,进行焙烧,得到载体。
1.2.2 浸渍剂制备 取350 mL去离子水倒入三口烧瓶中,搅拌并升温,依次加入磷酸、氧化钼和碱式碳酸镍,用橡胶塞塞住瓶口。待温度升至95 ℃后,搅拌溶液30 min,倒入500 mL量筒,定容备用。
1.2.3 催化剂制备 将活性组分对载体进行浸渍,于烧杯中养生约2 h。养生结束后,将催化剂铺平干燥后焙烧(焙烧条件:180 min内由室温升温至450 ℃,并保持4 h),得到Ni-Mo-P/γ-Al2O3加氢专用催化剂。
1.3 催化剂预处理
1.3.1 催化剂装填 将催化剂剪成长度1~2 mm。用量筒称取25 mL,将20 mL催化剂与20 mL粒径为1 mm瓷球(稀释剂)充分混合后填装。固定床装置低端首先装20 mL的2 mm的小瓷球,防止堵塞筛板,再加入10 mL的1 mm的小瓷球。中段将小瓷球和催化剂各20 mL混合装入。上端装入30 mL的1 mm小瓷球,催化剂填装总高度约30 cm,高径比约为11.2,其中在中段催化剂与小瓷球混合装入时需要催化剂长短与小瓷球大小相一致,原因是催化剂粒径过大,会导致空隙而产生沟流现象。
1.3.2 催化剂预硫化与钝化 在催化剂填装完成后,对装置进行严格气密性检查以保证实验过程安全可靠。在气密性检查后,对催化剂进行预硫化,采用含有2% CS2的直馏煤油作为原料,反应压力入口为6.4 MPa,氢气流量为350 mL/min,硫化油流量为60 mL/h,预硫化时间共计24 h。为保持催化剂的催化活性,在预硫化结束后使用常压柴油对催化剂进行钝化。钝化工艺为温度320 ℃,压力6.4 MPa,氢油比600,空速2.0 h-1,且初活稳定时间为48 h。
1.4 加氢实验
1.4.1 单管加氢 采用自行设计的一套100 mL×2双管串/并联加氢实验装置,其工艺流程见图1。
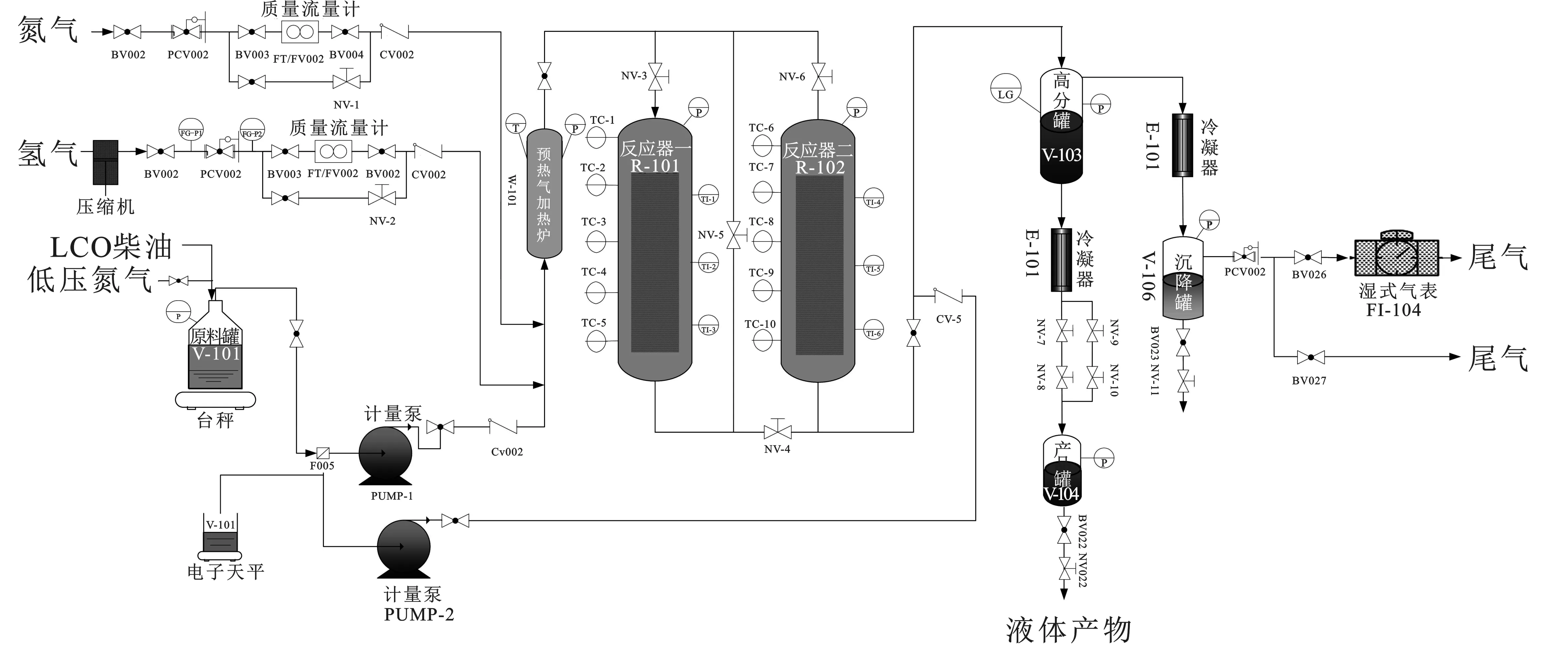
在单管加氢过程中,先将装置进行氮气吹扫,然后一路高压氢气由质量流量计计量后,经过单向阀在管线内与液相混合后进入反应器内反应。液相则由通过电子天平和计量泵连锁控制和计量后与气相进行反应,将NV-5与NV-6阀门关闭,使气液在单管中反应,产物先进高压分离罐中,液体随后进入低分罐,在取样时先将双针型阀关闭,打开排气阀放空,将分离后的液体经过双针型阀手动放空取样。从高分罐顶部出来的气体经冷凝后经湿式气表排空。
1.4.2 双管加氢 在双管加氢反应中,按照单管填装催化剂方案,将催化剂装入双管内,关闭阀NV-5与NV-7,使装置改为双管串联系统,在气体进料系统与液体进料系统以及分离系统过程中与单管加氢类似。
1.4.3 产物后处理 加氢产物后处理包括碱洗与两次水洗。碱洗目的是去除其中溶于水的H2S气体,避免之后对产物性质的影响。两次水洗一是由于所得产物中有少量高密度杂质,故通过两次水洗使杂质进入下层水溶液中;二是由于产物较混浊,通过两次水洗使产物透明清澈。
1.4.3.1 碱洗 将5% NaOH 90 mL碱液倒入500 mL的细口瓶中,将装置上的取样管线直接通入碱液瓶中的液面以下,取样结束后,摇动取样瓶至少5 min,使样品与碱液充分混合,完成碱洗过程。
1.4.3.2 水洗 碱洗完成后,用250 mL分液漏斗分离出碱液。对样品进行两次水洗,方法同碱洗过程。
1.5 实验结果判定指标和检测方法
LCO加氢过程发生加氢饱和反应的物质为双环及双环以上芳烃,这些芳烃统称为多环芳烃。在探索芳烃加氢饱和反应中,可以忽略环烷烃、芳烃等开环以及环烷烃等异构化反应,同时将烷基苯、茚满、四氢萘以及茚类统称为单环芳烃。为了研究反应过程优劣,确定了两个判断指标,其计算公式如下:
多环芳烃饱和率=(w1-w2)/w1×100%
单环芳烃选择性=(w4-w3)/(w1-w2)×100%
式中w1——原料多环芳烃质量分数,%;
w2——加氢反应后多环芳烃质量分数,%;
w3——原料中单环芳烃质量分数,%;
w4——加氢反应后单环芳烃质量分数,%。
总硫含量测定(紫外荧光法)采用SH/T 0689标准,氮含量测定(氧化燃烧和化学发光法)采用SH/T 0657标准,油品族组成检测采用《SH/T 0606—2005中间馏分烃类组成测定法》。
2 结果与讨论
2.1 LCO单管加氢反应族组成[10-11]
在前期探索条件的基础上,本次实验在反应压力6 MPa,空速1.0 h-1和氢油比600条件下,重点考察在280~360 ℃下的单环芳烃收率大小。图2为LCO在不同温度下加氢产品族组成。
由图2可知,当温度在280~320 ℃范围时,单环芳烃收率达到最高,为47.0%,饱和烃质量分数增加2.4%,总芳烃质量分数降低1.5%;在320 ℃时,芳烃中的双环芳烃质量分数减少量最大为17.4%,单环芳烃收率增加15.9%,单环芳烃增加量占多环芳烃减少量的91.3%,这说明单环芳烃增加大部分来自多环芳烃的转化。随加氢深度的增加,在反应温度为360 ℃时,总芳烃含量迅速下降至47.2%,链烷烃少量增加,而单环芳烃收率则由320 ℃的47.0%下降至38.7%。单环芳烃含量随温度升高先增加后降低,双环芳烃与三环芳烃也随温度升高而逐渐减少。单环芳烃收率先增加后降低的这一现象可以表述为动态化学平衡过程:由于当温度升高时单环芳烃向饱和烃转化速率(量)大于多环芳烃向单环芳烃的转化量。随着反应的进行,虽然多环芳烃的环数较单环芳烃较易打开第一个环,但是当多环芳烃环数较多时则不能迅速转换为单环,所以结构简单的多环与单环芳烃、饱和烃之间的平衡先占反应优势,当随着反应温度继续增加,结构简单的多环芳烃迅速转化、单环增多。然后温度过高使复杂结构多环芳烃向简单多环芳烃转化和单环芳烃向饱和烃转化两个平衡的决速步骤,简单结构的多环芳烃向单环芳烃转化为非决速步骤,所以单环芳烃不宜保留。故为了能得到更高的单环芳烃收率,选择反应温度不能过高。
LCO加氢主要目标是使多环芳烃饱和率及单环芳烃选择性增加,图3为在单管反应器中多环芳烃饱和率、单环芳烃选择性随温度变化图。
由图3可知,多环芳烃饱和率随温度升高而逐渐增高,而单环芳烃选择性随着温度升高而迅速下降,单环芳烃收率在320 ℃时达到最高为47.0%。在温度280 ℃时,虽然单环芳烃选择性很高,近90%,但是多环芳烃饱和率却只有55.1%,导致单环芳烃含量相对较低。≥340 ℃时,多环饱和率有所上升,但是单环芳烃选择性又大幅下降到35.9%。因此,单环芳烃选择性与多环芳烃饱和率存在拮抗关系。
2.2 硫氮含量分析
柴油中所含高硫氮会造成环境污染,因此对硫氮的脱出是加氢精制的重要目的,图4为温度对硫氮含量的影响。
由图4可知,温度升高,硫、氮含量减少,反应逐渐进入热力学控制区,从多环芳烃到单环芳烃再到饱和烃的连串过程已经达到热力学平衡。因为随着温度的增加,多环芳烃含量基本维持不变,甚至因缩合反应而略增,并且多环芳烃分子内部所包含的硫、氮较难脱除。所以,即使随着温度的增加,硫、氮含量也只能维持在某一较低的值附近,而不能完全为零,也就是说硫、氮不可能被完全脱除。
含氮化合物多存在于较高镏程的多环芳烃组分中,说明氮含量较多的多环芳烃饱和率较低,在脱氮率较低的温度范围内,加氢饱和率低,对应着较高的单环芳烃选择性,最终产物中单环芳烃的含量可能较高。
LCO单管反应器中加氢制备单环芳烃,320 ℃为最优化条件,在此条件下多环芳烃饱和率66.9%,单环芳烃选择性77.9%,单环芳烃收率最高达到47%,此时氮含量与硫含量分别为83.3,46.9 mg/kg。通过对氮含量分析可知,为保持较高的单环芳烃收率及选择性,温度不宜过高。
综上,通过族组成分析以及对脱氮率效果分析,优选320 ℃为最佳反应温度。此时单环芳烃收率最高,对之后的BTX转化也较为有利。
2.3 LCO在双管反应器中加氢产物分布
两段加氢在第一反应器中控制较低温度,提高单环芳烃选择性,而在第二反应器中采用高温高空速在多环芳烃充分转化的同时而有限度的深度饱和。
LCO在第一反应器中温度300 ℃,空速1.0-1条件下加氢,在第二反应器中将空速调节为3.0 h-1,进行300~360 ℃的温度梯度实验,编号记为TS-1~TS-4。其中置换时间与取样间隔时间分别为24,4 h。加氢产物族组成见图5。
由图5可知,双管加氢反应器中总芳烃含量比单管反应器加氢产物低1.3%,多环芳烃含量低3.4%,单环芳烃含量多2.1%,在多环芳烃转化中一部分生成烷烃(约1.3%)。在双管反应系统中,第一反应器控温为300 ℃时,第二反应器温度由300~360 ℃条件下,多环芳烃饱和率随温度升高而逐渐下降,单环芳烃选择性下降明显,由83.4%下降至64.7%,说明其受温度影响较大。并可看出在一段与二段均为300 ℃时,单环芳烃选择性(71.4%)与多环芳烃饱和率最优(83.4%)。
双管反应器中单环芳烃收率与选择性及多环芳烃饱和率随温度变化见图6。
由图4与图6可知,在二段加氢保持大空速条件下,单管与双管反应中多环芳烃饱和率与单环芳烃选择性变化趋势相近,且随着温度升高,单环芳烃选择性均下降,而在单管反应中,在360 ℃时单环选择性已经降到35%左右,而双管反应器中,单环芳烃虽然也下降明显,但是单环芳烃选择性仍能控制在64%左右。说明两段加氢优于单管加氢工艺,可实现高的多环芳烃饱和率下轻质芳烃收率最大化(51.4%),在保持多环芳烃饱和率与单环芳烃选择性分别增加5.5%与4.5%的情况下,比单管反应单环芳烃收率增加4.4个百分点(9.4%)。
3 结论
(1)单管反应器中进行LCO加氢制备单环芳烃,280~360 ℃内,脱硫率从76.9%~98.8%,脱氮率从53.5%~98.6%。并在空速为1.0 h-1,反应压力为6 MPa,氢油比为600条件下,320 ℃为多环芳烃选择性加氢饱和优化条件。在此条件下,多环芳烃饱和率66.9%,单环芳烃选择性77.9%,单环芳烃收率高达47%。多环芳烃饱和率与单环选择性结合上存在拮抗问题。
(2)双管加氢第一和第二段反应器温度均为300 ℃,第二反应器空速由1.0 h-1提高至3.0 h-1时加氢效果最好,保持高的多环芳烃饱和率(83.4%)和较高单环芳烃选择性(71.4%),单环芳烃收率达到了51.4%,比单管反应增加了4.4个百分点(9.4%)。
