圆锥破碎机螺纹锁紧设计与安装检测探究
2021-11-10韩淑萍万智辉
陈 涛 韩淑萍 万智辉
(1.南昌矿山机械有限公司,江西 南昌 330100;2.南昌市新建区人民医院,江西 南昌 330100;3.东华理工大学机械与电子工程学院,江西 南昌 330004)
0 引言
使用机械力将大块固体物料破碎成小块的机械统称为破碎机械,物料的破碎主要依靠破碎机械对物料的挤压或冲击作用来实现,用外力克服固体物料质点间的内聚力,破坏其晶格,而使大块物料粉碎小块。目前圆锥破碎机受其挤压式破碎机理的影响,及纵向系列化的约束,通常被用在砂石骨料以及矿山中的中碎及细碎破碎作业,破碎比实现4~6的比值,多用于破碎压碎强度小于1 600 kg/cm2的各种矿石和岩石,在降低生产率使用时,也可破碎压碎强度高达2 000 kg/cm2的矿石和岩石[1]。
随着近些年圆锥破碎机的广泛推广使用,工厂使用年限的不断加长、破碎衬板的相互挤压磨损,务必就需要加大对耐磨件的磨损的检查力度,及时清理堵腔物料,保证破碎设备正常连续稳定的运行,设备拆机过程中,由于通过液压马达的旋转带动定锥总成旋转,旋转过程中,接触到螺纹牙的面积越小,所受到的阻力越小,从而需要的马达动力越小,但不能影响设备工作过程中所需要的锁紧力的使用接触面积。
1 国内破碎机市场现状
近些年来,随着圆锥破碎机的推广和应用,以及不同机型的迭代和发展,圆锥破碎机的外形尺寸以及结构正朝着大规格、大功率的方向发展以满足节能高效的市场需求。
市场上的圆锥破碎机大致分为两类,一种是主轴运动式单缸液压圆锥破碎机,另一种主轴固定式多缸液压圆锥破碎机。国内部分制造商加强破碎机的研发力度,顺应市场需求,狠抓客户痛点,取得了一些成果,如某公司开发的CC系列单缸液压圆锥破碎机(见图1)和MC系列多缸液压圆锥破碎机(见图2),这些产品已经历长时间的工业性试验,设备的运行稳定性和性能优越性都比较好,能够满足行业的使用需求。

图1 CC系列单缸液压圆锥破碎机 图2 MC系列多缸液压圆锥破碎机
外界物料通过动、定锥衬板之间的相互挤压破碎,获得所需的产品粒径,虽说衬板所组成的腔形不同,对物料的破碎以及通过量会有一定程度上的影响,但对比不同类型的破碎机的处理效果和破碎能力,大致可以通过动锥体的直径体现出来,但此对比结果一定程度上也会出现很大出入,只是概念性的比较。相比同型号大小的动锥体直径而言,在出料口尺寸一定的条件下,单缸液压圆锥破碎机单位时间内的处理量会优于多缸液压圆锥破碎机,然而在追求破碎效果和产品质量时,多缸液压圆锥破碎机的破碎效果会更优,特别是在细碎破碎作业中,破碎效果会比较明显,国内外许多矿山线的实际应用都得到了证实。
然而在金属矿山行业中,破碎作业的设备投资占全厂总金额的65%~70%,电能消耗约为50%~65%,钢材消耗高达50%,面对如此惊人的数据而言,对选矿工作者提出了更高的目标和挑战,只有在改进破磨工艺、提高设备性能、获得更大的破碎比方面努力,达到更细的产品粒度、提高粉磨效率、降低能耗和钢耗目标才能获得出路,这也造就了多缸液压圆锥破碎机在金属矿山行业中广泛的使用起来。
2 多缸液压圆锥破碎机调整环总成结构安装及要求
2.1 概述
以MC系列多缸液压圆锥破碎机为例,其剖面结构图(见图3),定锥总成位于破碎机的上部,螺纹的旋合过程中,需要调整环总成中的调整环和锁紧环对其提供旋转轨道,辅助其旋转运动,当排料口调节完成后,安装在调整环和锁紧环间的锁紧缸或锁紧油囊在外界液压油站的作用下进行加压锁紧,保证定锥位置固定,确保出料口尺寸不变。
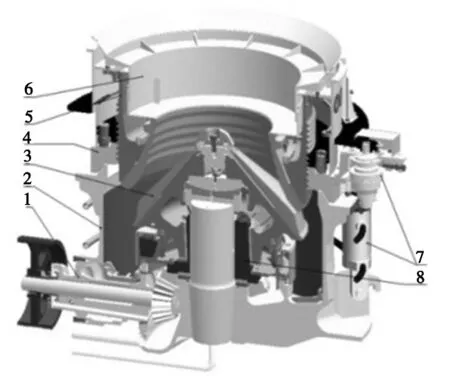
1—水平轴总成;2—机架总成;3—动锥体总成;4—调整环总成;5—定锥总成;6—入料斗总成;7—液压驱动马达总成;8—偏心套总成
2.2 安装
安装前,为了降低定锥旋转过程中受到的阻力,防止螺纹牙出现咬合卡住现象,需要在锁紧环、调整环和定锥螺纹牙上涂抹一定量的锂基脂。旋转中,定锥螺纹直接与锁紧环和调整环螺纹接触,沿中心轴线进行旋转运动,实现排料口尺寸的增大或减小功能。
2.3 要求
工作过程中,由于入料口进来的物料介于动锥衬板与定锥衬板之间,通过动锥体的悬摆运动使其挤压破碎,此时定锥衬板就需要承载能够抵抗物料破碎的压强强度,该压强分别形成沿水平方向和竖直方向的分压强,竖直方向上的压强必须大于物料破碎的压强,否则就会出现断牙的现象。随着设备的长期工作使用、衬板的更换、排料口的频繁调节,难免会产生螺纹牙的磨损,导致各零件的更换及使用,然而没有合理的规范和使用,难免就会在螺纹牙配合使用上带来一定的困难,为了弥补设计不足,延长零部件的使用寿命,针对螺纹的设计以及安装,提出一种更佳的优化设计和检测方法,并通过实际安装使用,验证该方法的实用性和可靠性。
3 破碎机调整环总成螺纹设计要求
3.1 传统设计工艺
传统的设计过多的是从零部件的加工工艺着手,考虑到零件如何加工,现有的设备能否完成加工内容,而片面地忽视了设备的使用维护成本,工艺设计过程中,为了确保螺纹加工的准确性,将锁紧环和调整环固定为一个整体加工,后期装配过程中就不需要考虑是否能够旋入、锁紧的问题了,也就是不会出现螺纹偏差问题,大幅度降低设计风险,提高设备研发的成功率。
如图4所示为传统设计运动结构示意图,由于调整环与锁紧环螺纹牙是组合在一起加工,装、拆过程中,就会导致定锥螺纹牙与调整环和锁紧环的螺纹牙同时接触,旋转过程中,增大定锥螺纹牙接触的概率,加快螺纹牙的磨损,同时调整环螺纹牙也相继参与工作,一定概率上增加了磨损,由于相继参与的相对滑动,磨损加大,维护成本增高。
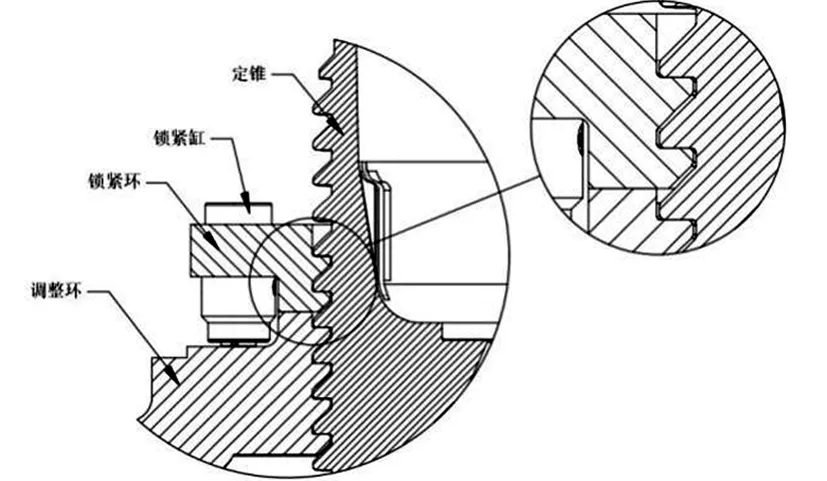
图4 传统设计运动结构示意图
如图5所示为传统设计工作结构示意图,此时锁紧缸在外界提供油压的条件下,进行上下拉伸、压缩工作状态,当锁紧缸拉伸时,带动锁紧环一起向上运动,锁紧环螺纹牙向上工作的同时,带动定锥一起工作,定锥螺纹牙与调整环螺纹牙接触时,锁紧缸处的油压异常升高,从而完成固定。
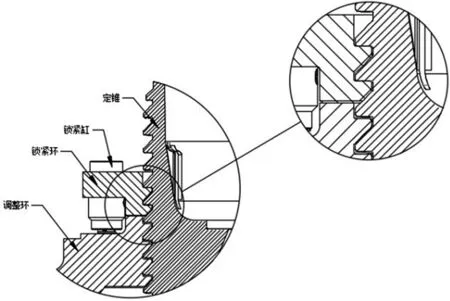
图5 传统设计工作结构示意图
3.2 优化设计工艺
为了解决调整环螺纹和定锥螺纹的提早失效,降低设备维护使用成本,通过分析计算和试验验证,提出了一种优化的螺纹设计工艺技术,该工艺技术主要通过降低螺纹牙的接触概率,调整锁紧环和调整环的安装位置与角度,保证安装运动所需的强度要求,同时设计了一套辅助检测工装(见图6),通过检测可实现锁紧环螺纹牙和调整环螺纹的单独加工,加大了零部件的替换通用性。
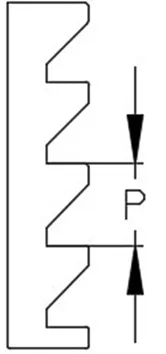
P—牙距
锁紧环上的锁紧缸在锁紧过程中,对其能够拉升的高度会有一个高度参数H,该高度值决定了牙与牙之间的配合间隙,受直径方向尺寸的影响该数值也会有所差别;设计过程中希望在定锥装、拆过程中,定锥的螺纹牙单独只与锁紧环的螺纹牙接触,而不与调整环螺纹牙接触,降低螺纹牙间的接触概率,为了更加顺畅的让定锥运转,从设备维护成本的角度出发,保证定锥螺纹牙与调整环螺纹牙间的上、下高度值h相近。
(1)
式中:P—所加工螺纹牙距;h1—锁紧环所需加工螺纹高度;X—锁紧环螺纹下刀位置与出刀位置间的角度)。
由此可以理论计算出锁紧环角度出刀位置。调整环与锁紧环安排同时加工,就需要在调整环和锁紧环间增加等高块,等高块的高度即为所需要的高的值h,方可继续加工调整环;单独加工调整环,就需要保证锁紧环的出刀位置与调整环的进刀位置形成一个角度差。
(2)
式中:P—所加工螺纹牙距;h—定锥螺纹牙与调整环螺纹牙垂直方向间隙;Y—锁紧环螺纹出刀位置与调整环螺纹进刀位置角度差。
根据理论计算保证定锥安装过程中,螺纹牙始终只与锁紧环螺纹牙接触,在不影响运转的条件下,始终不与调整环接触,见图7。
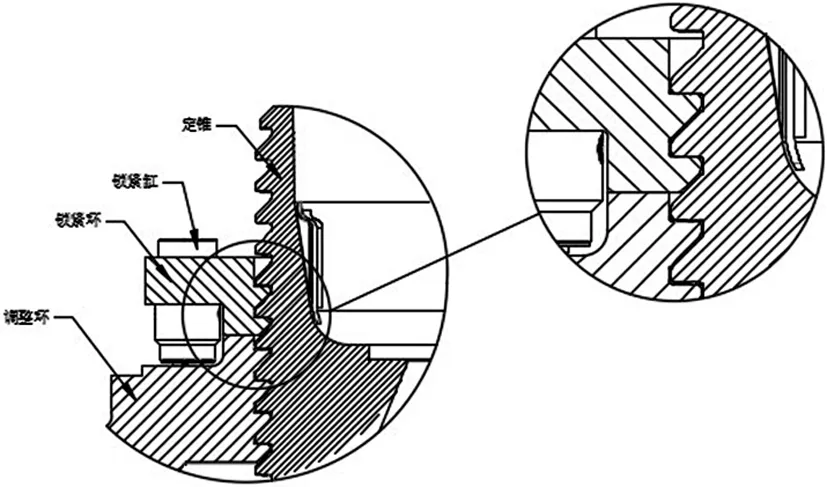
图7 优化设计运动结构示意图
由于定锥在运动过程中是不与调整环接触的,有效的降低了定锥螺纹牙和调整环螺纹牙的磨损,一定程度上降低了设备的运营维护成本。当螺纹牙出现磨损时,在制造厂家要求范围内,一定程度上是可以使用调整垫进行调节使用(见图8),使用辅助检测工装(见图6)对螺纹牙进行磨损检测,在锁紧环与调整环间,以及锁紧缸也调整环间填充调整垫,即可完成维护继续使用。
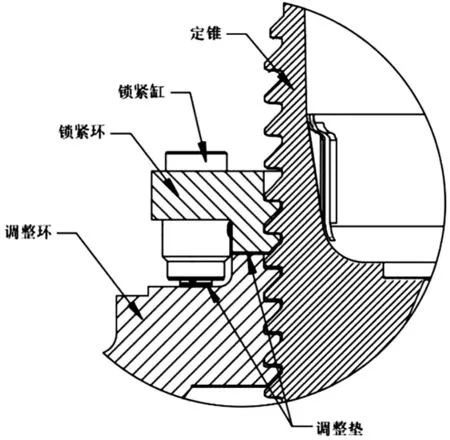
图8 维护安装结构示意图
4 实际应用
4.1 使用案例
以MC系列某型号圆锥破碎机调整环总成与定锥总成加工安装过程为例,对相关设计方案进行详细的说明。
根据设计要求,定锥旋转一周所转动的齿数为192个,驱动环每转过一个齿定锥的垂直行程为0.26 mm,破碎机的出厂要求规定螺纹牙的垂直运动量为±1.79 mm,即螺纹牙丝毫未磨损之前的运动量。当垂直运动量数值发生变化时,则表明螺纹发生了磨损,当螺纹牙垂直运动量达到3.58 mm,意味着螺纹牙磨损1.79 mm,锁紧缸和锁紧环必须填装此磨损厚度的垫片,以保证缸内有足够的行程锁紧定锥。
4.2 计算设计角度
由于设备主要用于挤压破碎1 600 kg/cm2的各种矿石和岩石,零件具有一定的复杂性要求材料具有良好的可铸造性,考虑到裂纹的敏感性,同时要有一定的韧性、强度和硬度,故一般使用中碳钢材料铸造。根据厂家提供的操作维护手册条件可知螺纹牙牙距P=192×0.26 mm=49.92 mm,定锥螺纹牙与调整环螺纹牙间的高度间隙h=1.79 mm,假定锁紧环需要加工螺纹牙高度h1=100 mm。
假定锁紧环进刀起始位置为0°,根据公式(1)可知锁紧环出刀位置角度为1.15°,假定锁紧环出刀位置为0°,根据公式(2)可知锁紧环出刀位置与调整环进刀位置角度为12.91°。综上可得:锁紧环的进刀位置与锁紧环的出刀位置角度相差1.15°,锁紧环的出刀位置角度与调整环的进刀位置角度相差12.91°,故调整环的进刀位置与锁紧环的进刀位置相差1.15°+ 12.91°=14.06°
4.3 加工、装配
考虑螺纹牙的磨损状况,延长零件使用寿命,降低设备维护成本,严格按照锁紧环与调整环上的起始点位置下刀加工螺纹,严格使用加工中辅助检测工装对所车削的螺纹牙进行检测,针对间隙不够的位置进行修正,车削过程中,装夹刀具出现松动,很容易发生传统意义上的“栽刀”现象,此时就会变化螺纹下刀的起始点位置,螺纹的配合间隙就会发生变化,一定需要避免发生;加工完成后需要对螺纹的尾牙进行处理,避免强度较弱导致断裂,影响螺纹的运转配合。
装配过程中,需要事先在螺纹牙上涂抹一定量的润滑脂,在保证充足润滑的要求前提下,减小摩擦阻力,工作过程中,避免螺纹牙之间的锁合咬注,方便下次检修时螺纹的拆卸。
5 结语
按照上述方法加工锁紧环、调整环和定锥螺纹牙时,在不改变定锥锁紧压力以及排放口控制的前提下,通过增加起始位置的标记,在保证设备使用稳定性同时,延长零部件使用寿命,减少磨损降低设备维护使用成本,上述方法直接通过加工的尺寸和数值保证设备运转所需要的间隙,而不需要人为调节装配保证,为该类排料口的调节工作,提供了高效的、切实可行的方法,同时也对该结构类型的破碎机的研发提供了非常好的例子,对提高中国圆锥破碎机的技术水平很有帮助,更好地顺应了市场需求。
