卧式反应釜连续加压氧化浸出工艺的研究
2021-11-04杨松桦
杨松桦,胡 滔
(江西铜业股份有限公司贵溪冶炼厂,江西贵溪335499)
1989年江西铜业股份有限公司贵溪冶炼厂从日本住友公司引进硫酸铜置换法处理砷滤饼,生产三氧化二砷,并于1992年投产[1]。1995年贵溪冶炼厂与北京矿冶研究总院对硫化砷滤饼进行立式反应釜加压氧化浸出小试研究,2005—2008年贵溪冶炼厂分别完成半工业试验、设计施工和工业生产[2]。贵溪冶炼厂采用立式反应釜工艺替代硫酸铜置换工艺提高了砷直收率,生产成本大为降低[3]。但立式反应釜生产效率偏低,每釜间断进出液,存在压力容器压力急剧变化、设备老化等问题[4]。
目前广泛运用于锌、钴行业的卧式反应釜不同于立式反应釜的间歇作业,可实现无间断连续生产作业[5]。2020年7月贵溪冶炼厂对卧式反应釜进行工业试验,2020年9月卧式反应釜工艺投入工业生产,同等容量卧式反应釜较以往立式反应釜制砷效率提高了近1倍。
1 立式反应釜工艺存在问题
贵溪冶炼厂以含砷物料为生产原料,通过立式反应釜加压氧化浸出生产三氧化二砷。1台釜每批次作业步骤:进液—升温升压—降压降温—排液。
长期以来立式反应釜作业效率低,多台立式反应釜占地面积大,日常操作频繁,每台立式反应釜均配备各类自动阀、手动阀、液位计、压力计、不同型号管道,检修工作量大;反应釜升压降压过程,容器内压力急剧变化,对容器管道长周期使用造成不利影响。因此,考虑开发新的工艺处理含砷物料。
2 试验研究
2.1 卧式反应釜工艺试验流程
卧式反应釜工艺试验流程见图1。

图1 卧式反应釜工艺试验流程
还原终液通过高压补液送入泵浆料储槽,浆液在浆料储槽内预热升温,再通过高压进液泵送至卧式反应釜。卧式反应釜内有4个腔室,浆液进入1#腔室反应,再逐步流入2#~4#腔室反应后自流至闪蒸槽。闪蒸槽排出浆液由抽出泵送至冷却槽进入现有还原系统。
卧式反应釜首次进液80%后停止进液,升温升压进行反应,控制氧化风量500 m3/h,直至反应后出液ρ(As3+)<20 g/L,再进行下一步的连续试验。试验考察反应温度、压力、搅拌速率、时间、氧化风量等参数。立式反应釜主要反应条件见表1。

表1 立式反应釜主要反应条件
2.2 物料进液量的影响
卧式反应釜连续进液,在反应温度 110 ℃、反应压力 1.05 MPa、搅拌速率 900 r/min、反应时间 2.5 h、氧化风量500 m3/h条件下,考察物料进液量对反应的影响。
物料进液量分别控制在4.0,4.5,5.0 m3/h时的试验数据见表2~4。
由表2可见:物料进液量控制在4.0 m3/h时,反应结束后4#腔室ρ(As3+)平均值17.32 g/L,ρ(As3+)<20 g/L,在此条件下试验可行。

表2 物料进液量4.0 m3/h试验数据
由表3可见:物料进液量控制在4.5 m3/h时,反应结束后4#腔室ρ(As3+)平均值19.65 g/L,ρ(As3+)<20 g/L,在此条件下试验可行。
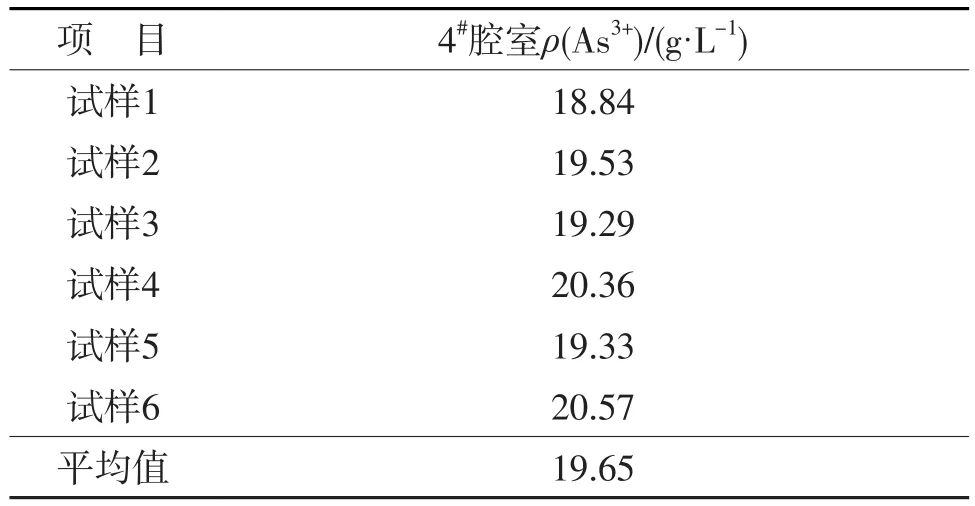
表3 物料进液量4.5 m3/h试验数据
由表4可见:物料进液量控制在5.0 m3/h时,反应结束后4#腔室ρ(As3+)平均值25.12 g/L,ρ(As3+)>20 g/L,在此条件下试验不可行。

表4 物料进液量5.0 m3/h试验数据
2.3 氧化风量的影响
卧式反应釜连续进液,在反应温度 110 ℃、反应压力 1.05 MPa、搅拌速率 900 r/min、反应时间 2.5 h、物料进液量4.5 m3/h条件下,在上述反应的基础上考察氧化风量对反应的影响。
氧化风量由500 m3/h调整到600 m3/h试验数据见表5。

表5 氧化风量600 m3/h试验数据
由表5可见:氧化风量控制在600 m3/h时,反应结束后4#腔室ρ(As3+)平均值19.32 g/L,ρ(As3+)<20 g/L,在此条件下试验可行。
氧化风量下降,出液三价砷含量上升,氧化风量大小影响卧式反应釜反应出液的三价砷含量。分析其主要原因是试验用卧式反应釜内径2.2 m,氧化风量在釜内停留时间较短,部分空气未与浆液发生氧化反应,氧化空气未得到充分利用即进入尾气。因此过大的风量不仅增加了空压机的能耗,氧化效果也得不到显著提升。氧化风量、能耗、反应出液指标互相关联,氧化风量需要合理控制。
2.4 反应压力的影响
在加压氧化浸出中,氧作为一种极为重要的反应物质被引入浸出系统,由于氧在液相中的溶解度取决于其分压,因此反应压力对反应结果影响较大。卧式反应釜连续进液,在反应温度 110 ℃、搅拌速率900 r/min、反应时间2.5 h、物料进液量4.5 m3/h、氧化风量500 m3/h条件下,将试验反应压力由1.05 MPa调整至1.15 MPa时试验数据见表6。
由表6可见:反应压力在1.15 MPa时,反应前后,氧化效果无明显变化,ρ(As3+)<20 g/L,在此条件下试验可行。

表6 反应压力1.15 MPa试验数据
压力调整前后,氧化效果无明显变化但压力增加后,空压机能耗急剧上升,因此试验终止。
3 技术创新点
该技术有以下创新点:
1)实现多腔室连续氧化反应。目前在铜冶炼废渣无害化处理技术方面,无论是常压氧化还是加压氧化处理含砷物料,基本上采用单体式设备间断性分批次生产。贵溪冶炼厂采用卧式反应釜加压连续浸出湿法炼砷工艺为行业首创,卧式反应釜内多腔室连续反应,具有工艺流程短、生产成本低、运行效率高等优点。
2)反应热能高效回收。卧式反应釜连续加压氧化浸出含砷物料时反应热量在各腔室梯级利用,最大程度地利用了反应产生的热量,维持了系统反应热平衡,进入循环水的热量减少。建立了各腔室温度自动控制模型,实现了反应热能高效回收利用。
3)含砷物料三步连续法浸出。该含砷物料连续加压氧化浸出技术可实现直接连续浆化、反应热回收利用、底吹连续加压氧化浸出三步法连续生产,含砷物料自动化全封闭绿色环保处理。
4 工业实践
经过4个月的试验研究后,硫化砷滤饼加压连续氧化浸出技术投入工业试生产。在反应压力1.05 MPa、氧化风量 500 m3/h、在反应温度 110 ℃、搅拌速率900 r/min、反应时间2.5 h、物料进液量4.5 m3/h的条件下,卧式反应釜连续加压氧化反应平稳,2020年7—10月洗净残渣w(As)月均值在3.53%~6.47%,具体数据见表7。

表7 2020年7—10月洗净残渣砷含量统计 w: %
5 结语
采用卧式反应釜连续加压氧化浸出技术处理含砷物料属行业首创,该技术具有工艺流程短、生产效率高等优点,同等体积的卧式反应釜较立式反应釜生产效率提高了1倍,洗净残渣砷含量指标控制平稳,有利于实现全过程自动化控制。该技术的成功应用,提高了企业的竞争力。该技术解决了长期困扰我国冶炼加工企业含砷物料无害化处理难题,实现了有价金属的回收利用,具有良好的推广和应用前景。
