Lyocell纤维纺丝浆粕溶解性的影响因素分析
2021-11-03潘忆乐钱丽颖徐纪刚何北海李军荣
潘忆乐,钱丽颖,徐纪刚,何北海,李军荣
(1.华南理工大学 轻工科学与工程学院,广东 广州 510640;2.中国纺织科学研究院有限公司 生物源纤维制造技术国家重点实验室,北京 100025)
以N-甲基吗啉-N-氧化物(NMMO)为溶剂制备Lyocell纤维是一种不经化学反应生产再生纤维素纤维的工艺,生产的纤维具有物理力学性能优良、舒适性好、混纺性能优异、手感柔软等优点[1-2]。NMMO是一种非毒性、非衍生化和环境友好的纤维素溶剂,其水溶液对纤维素的溶解速度快、溶解度高。Lyocell纤维生产工艺简单环保,加工过程中无毒害物质产生,且99%的溶剂可回收再利用。在国内Lyocell纤维工业生产中,为满足纺丝浆粕高溶解性和纺丝液高品质的要求,绝大部分Lyocell纤维的纺丝原料只能由国外进口,这成为制约国内Lyocell纤维产业发展的重要瓶颈。
Lyocell纤维的生产原料是溶解浆,其α-纤维素含量很高(>90%),半纤维素及木质素含量较低。原生木材经过多段化学处理后才能成为溶解浆[3],其α-纤维素、木质素、灰分含量以及聚合度与结晶度都会影响纤维在NMMO溶剂中的溶解性,这对溶解浆的质量提出了极高的要求。溶解浆在经过预处理后,与NMMO水溶液充分混合并减压处理,制成纤维素/NMMO纺丝原液。整个过程中溶解浆的质量直接决定Lyocell纤维产品的性能[4],因此,对不同溶解浆在NMMO中溶解性差异的分析,有助于生产适用于Lyocell纤维纺丝加工的溶解浆,同时打破国外技术瓶颈,降低原料成本。
现阶段国内外对Lyocell纤维的研究主要集中在纤维素/NMMO溶液可纺性[5-6]以及Lyocell纤维功能化[7-8]等方面,缺乏从溶解浆的组分、纤维形态和结构等因素探究其对溶解性的影响。本文测定了4种溶解浆在NMMO中的溶解过程,通过对比溶解浆的化学组成、聚合度、结晶度、木质素分布和纤维形态等参数,探讨各因素对其溶解性的影响,明确造成溶解浆溶解性差异的根本因素,为Lyocell纤维原料的选择做出指导,同时为溶解浆厂提升产品质量提供新方向。
1 实验部分
1.1 实验材料
4种针叶木溶解浆分别由美国、中国福建、奥地利以及瑞典的溶解浆厂提供,命名为DPMG、DPFJ、DPADL、DPRD。N-甲基吗啉-N-氧化物一水合物,购于阿拉丁试剂公司;氢氧化钠、乙酸、盐酸、没食子酸丙脂以及铜乙二胺标准溶液,购于麦克林试剂公司。实验过程用水为自制去离子水。
1.2 溶解性测定
采用干法工艺测定溶解浆的溶解性。取0.1 g(绝对干燥)溶解浆和5 g NMMO(含水率为13.3%)于10 mL圆底烧瓶中,加入一定量没食子酸丙酯,在90 ℃、减压条件下搅拌溶解1~2 h。每间隔一定时间用胶头滴管吸取1滴溶液,滴在载玻片中央,用盖玻片盖好后,采用DP22型偏光显微镜观察其溶解性。
1.3 化学组分测定
按照GB/T 744—2004《纸浆 抗碱性的测定》,测定溶解浆中α-纤维素的含量。
按照GB/T 742—2008《造纸原料、纸浆、纸和纸板灰分的测定》,采用Wi 90166型马弗炉测定溶解浆中灰分的含量。
按照GB/T 8943.2—2008《纸、纸板和纸浆 铁含量的测定》,采用UV-1900型紫外-可见分光光度计测定溶解浆中的铁含量。
1.4 聚合度测定
按照GB/T 1548—2004《纸浆 黏度的测定》,采用1835型乌氏黏度计(毛细管直径为(0.84 ± 0.05)mm),以铜乙二胺为溶剂测定纤维素的聚合度。
1.5 结晶度测定
采用X′pert Powder型多位自动进样X射线衍射仪测定溶解浆的结晶度。工作条件为:CuKa衍射,管电压40 kV,扫描范围(2θ)10°~40°。结晶度(Xc)的计算采用峰强度法[9],通过图谱上相应位置的衍射峰强度进行计算,其公式为
式中:I002为(002)晶面衍射强度;Iam为无定形区衍射强度。根据经验I002为2θ为22.0°的衍射强度,Iam为2θ为18.0°的衍射强度。
1.6 纤维形态测定
取0.3 g(绝对干燥)溶解浆于疏解杯中,加入300 mL去离子水充分疏解,然后稀释至500 mL,采用MORFI Compact型纤维分析仪对纤维的重均长度、粗度、细小纤维含量以及弯曲指数进行分析。
另取少量疏解后的溶解浆烘干,用导电胶将其固定在样品台上,镀金后在EVO 18型扫描电子显微镜下观察样品的表面形貌和纤维结构。
1.7 木质素分布测定
用滴管吸取1~2滴已充分疏解的浆料,放在载玻片中央。待水分挥发后盖上盖玻片并用透明胶带密封4圈,利用TCS-SP5型激光共聚焦显微镜观察。实验条件:40倍物镜,405 nm激发光,激光强度为50%。
2 结果与讨论
2.1 溶解浆的溶解过程
在溶解浆的溶解过程中,NMMO试剂首先渗透至纤维的无定形区使纤维发生溶胀,然后扩散到纤维的晶格中将其完全溶解。未完全溶解的纤维保留部分结晶形态,在偏光显微镜中呈现亮点。图1示出DPFJ在NMMO中的溶解过程。由图1(a)可知,纤维本身存在偏光现象。

图1 DPFJ在NMMO中的溶解过程Fig.1 Dissolution process of DPFJ in NMMO.(a)Initial stage;(b)Suspension stage;(c)Swelling stage;(d)Dissolution stage
溶解浆的溶解主要经历3个阶段:悬浮阶段、溶胀阶段和溶解阶段。在悬浮阶段,NMMO溶剂通过半透性壁渗透进纤维的无定形区,纤维相互分离,这导致纤维发生一定程度的膨胀,并改变其结构。在溶胀阶段,随着纤维内部NMMO浓度的增加,NMMO与纤维的结晶区开始相互作用,纤维发生均匀或非均匀的溶胀。在均匀溶胀过程中,纤维发生均匀膨胀而不破坏纤维的次生层(方框部分),溶解时间短;而在非均匀溶胀过程中,纤维的次生层被破坏(圆圈部分),出现“气球现象”[10]。在溶解阶段,随着NMMO溶剂更多地渗透进纤维内部,“气球”不断膨胀,直至以最大直径爆裂,导致纤维素链的断裂和崩解。分离出来的短链纤维素将继续重复上述3个阶段,直至产生均相纤维素/NMMO溶液。与DPFJ的溶解过程相比,其他3种溶解浆的溶解速度各有不同,主要体现在纤维的溶胀程度以及非均匀溶胀纤维所占比例上。
2.2 溶解浆的溶解性差异
图2示出4种溶解浆在NMMO溶剂中的溶解动态图,体现了不同溶解浆的溶解性差异。可知,溶解浆的溶解性排序为DPADL≥DPMG>DPRD>DPFJ。进一步区分为:DPMG和DPADL在45~60 min内几乎完全溶解;DPFJ和DPRD在溶解120 min后仍有部分纤维残余。

图2 4种溶解浆在NMMO中动态溶解图Fig.2 Dynamic dissolution diagram of four dissolving pulps in NMMO
分阶段来看,在悬浮阶段(0~15 min),4种溶解浆中纤维均发生不同程度的溶胀,此时NMMO渗透至纤维的无定型区,破坏纤维内氢键导致其溶胀。纤维溶胀程度主要受结晶度的影响,结晶度越高,NMMO渗透越困难。此外纤维中的木质素能与纤维素发生氢键作用,也会减弱纤维溶胀。在溶解15 min时,DPMG和DPADL中部分纤维已经发生溶解,可能是这2种溶解浆的结晶度较低且木质素含量也较低。在溶胀阶段,DPMG和DPADL在15~30 min内,NMMO渗透至纤维的结晶区,纤维主要发生均匀溶胀然后快速溶解;DPFJ和DPRD在15~45 min内,纤维主要发生非均匀溶胀,并出现“气球现象”,随后断裂生成短纤。在此阶段可以明显观察到DPFJ和DPRD中纤维溶解程度远小于DPMG和DPADL。当溶解时间超过30 min后,DPMG和DPADL进入到溶解阶段,视野中纤维几乎完全溶解。当溶解时间大于60 min 时,DPFJ和DPRD中纤维数量随着时间的增加不断减少,但仍有部分残留。DPFJ和DPRD的溶解性也有所不同,DPRD在溶解45 min时大部分纤维就断裂成短纤,而此时DPFJ仍以长纤为主。
溶解浆的溶解性差异对Lyocell纤维生产加工具有指导意义,溶解速度快的溶解浆不仅能减少能耗,同时可以降低NMMO溶剂的损耗,从而降低Lyocell纤维生产成本。为探究造成4种溶解浆溶解性差异的原因,对溶解浆的化学组分、纤维聚合度、结晶度以及纤维形态进行深入分析。
2.3 溶解浆组分分析
溶解浆的质量对其在NMMO中的溶解至关重要,Lyocell纤维纺丝浆粕的质量标准[11]为:α-纤维素含量高于96%,聚合度在600~700之间,结晶度较低,灰分含量低于0.08%,铁离子含量低于12 mg/kg,白度大于85%。表1示出4种溶解浆的主要化学组成及聚合度。可知:4种溶解浆的α-纤维素含量相差不大,均略低于标准;DPADL的聚合度为737,略高于标准;4种溶解浆的结晶度较为接近;DPMG和DPFJ的灰分含量超出标准且DPFJ的铁离子含量较高;4种溶解浆的白度均大于85%。综合考虑溶解浆的各项指标可以认为,4种溶解浆均满足Lyocell纤维纺丝浆粕的质量标准。

表1 4种溶解浆的主要化学组成及聚合度Tab.1 Main chemical composition and degree of polymerization of four dissolving pulps
4种溶解浆的α-纤维素含量分布在92%~94%之间,溶解浆的α-纤维素含量越高,半纤维素及木质素等高分子化合物被去除得越彻底,对纤维的溶解越有利。纤维的聚合度和结晶度分布较均匀,主要集中在650~750和80%~83%范围内,较低的聚合度及结晶度有利于NMMO对纤维的渗透。在4种溶解浆中,DPMG和DPFJ的灰分含量超出标准,灰分中的难溶物质在NMMO溶剂中易形成胶粒,使纤维发生团聚。在溶解过程中,微量的金属离子会促进NMMO的分解并产生大量的热,导致反应失控,因此,溶解浆中的铁离子含量应尽可能控制在较低范围。溶解浆的白度在一定程度上可反映纤维中木质素含量,白度越高,则木质素含量越低。
2.3.1 α-纤维素含量的影响
α-纤维素也称甲种纤维素,是溶解浆的主要成分。一般来说,溶解浆具有高质量分数的α-纤维素(90%~98%),较少量的半纤维素(2%~8%),以及微量的残余木质素(<0.05%)、有机抽出物、无机盐等。溶解浆的α-纤维素含量越高,半纤维素以及木质素去除越彻底,同时经过处理的纤维易出现裂缝、沟槽或者空隙,将有利于NMMO的渗透。半纤维素和木质素的存在会阻碍纤维素在溶剂中的分散,增加纺丝液黏度,降低可纺性。由表1可知,4种溶解浆的α-纤维素含量大致相同,其对溶解性的影响应趋于一致。
2.3.2 聚合度及结晶度的影响
高分子化合物的溶解度与分子量有关,一般聚合度越大,其分子量越高,溶解度越小。聚合度高的纤维素分子在溶剂中易缠结,阻碍溶解浆的溶解,但有助于纺丝时纤维的取向[12]。4种溶解浆中DPMG的聚合度高于其他浆,这会导致其溶解度的下降。但在图2中并没有发现这一现象,可能是因为聚合度并不是影响溶解性的关键因素。
纤维的结晶度是影响溶解浆溶解的重要因素。高结晶度的纤维其分子链排列紧密、自由能低,会阻碍溶剂向纤维内部渗透[13]。DPFJ的结晶度最高,是导致其溶解性较差的原因之一。图3示出4种溶解浆的X射线衍射图。可知,4种溶解浆中纤维素均为天然的纤维素Ⅰ型结构,不存在因纤维晶型结构不同而对溶解性造成影响。

图3 4种溶解浆的X射线衍射图Fig.3 X-ray diffraction patterns of four dissolving pulps
在Lyocell纤维纺丝工艺中,所用溶解浆的聚合度越大、结晶度越高,其在NMMO中溶解效果越差,制备的纺丝液质量差异也越大,更易造成喷头堵塞等问题,因此,聚合度及结晶度适中的DPMG和DPRD更适合作为Lyocell纤维纺丝浆粕。
2.3.3 灰分及金属离子含量的影响
溶解浆中灰分及金属离子含量不高,灰分中的难溶物质在NMMO溶剂中易形成胶粒,使纤维发生团聚;微量的金属离子(尤其是Fe3+和Cu2+)对反应起催化作用,会促进NMMO的分解,从而导致纺丝液黏度下降,可纺性变差。同时,NMMO分解的产物会进一步促进纺丝液的加速分解[4]。纺丝液的剧烈分解会产生大量的热和可燃性物质,若失控则会导致爆炸。DPMG、DPADL和DPRD的铁离子含量较低,可以较好地保证生产的安全性。
2.3.4 木质素分布的影响
溶解浆的白度可在一定程度上反映出纤维中木质素的含量,但无法得出具体的木质素含量。由于漂白溶解浆中残余木质素含量一般小于0.05%,常规定量测试会产生较大的误差。木质素化学结构中含有较多共轭结构单元,其在紫外光的激发下会发出蓝绿色荧光。而激光扫描共聚焦显微镜(LSCM)能够通过激光束的扫描对物体表面进行无损探测,并直接给出表面的三维图像、各断层的二维图像和截面轮廓图[14],因此,可以选用405 nm激光波长直接在LSCM中观察木质素在纤维上的分布。图4示出4种溶解浆的LSCM图像。结合表1中的白度数据可得,4种溶解浆中DPFJ的木质素含量最高,DPMG以及DPADL中几乎无木质素存在。
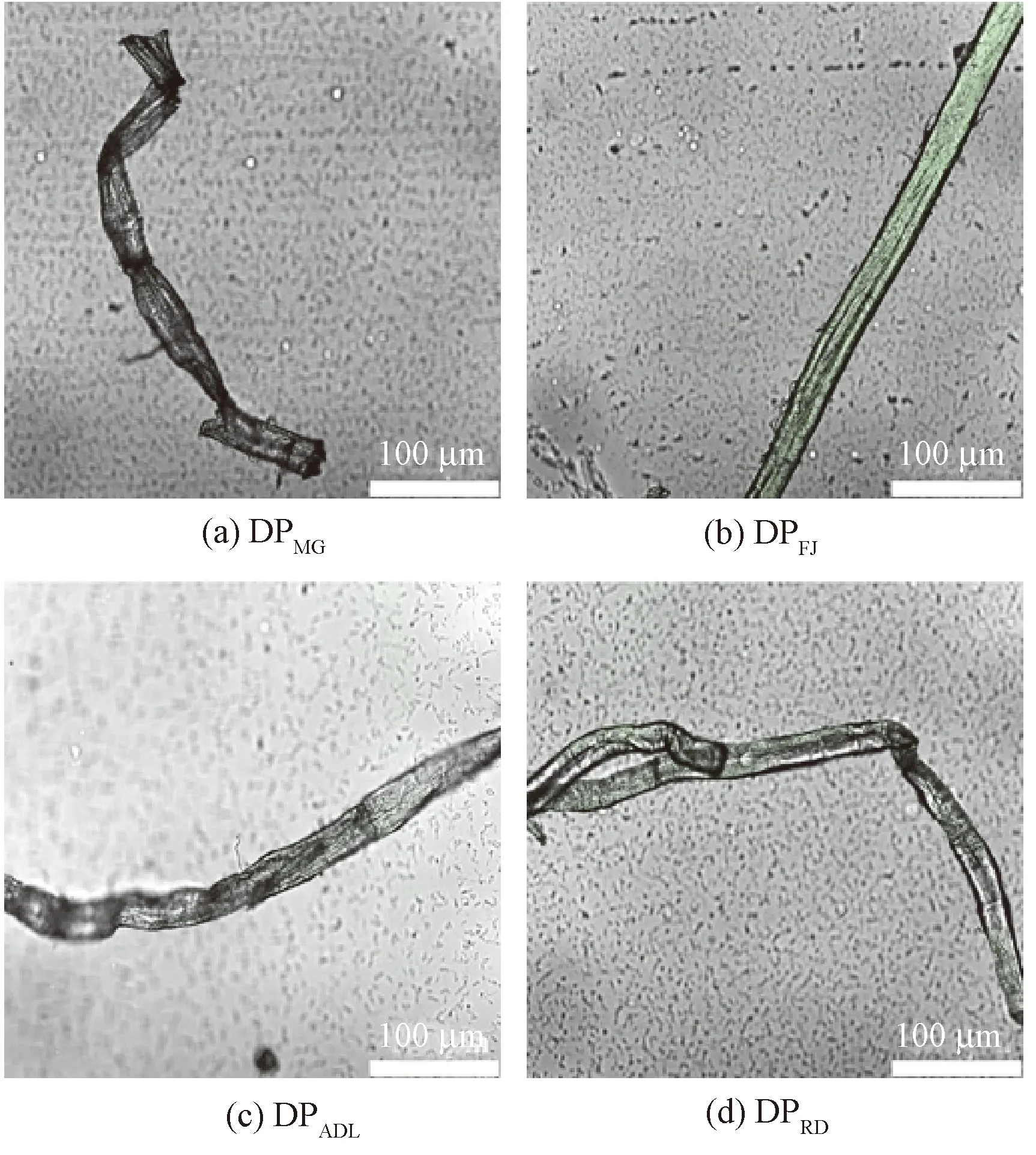
图4 4种溶解浆的LSCM图像Fig.4 LSCM images of four dissolving pulps
木质素对溶解浆溶解性的影响主要有3个方面。一是减弱纤维的溶胀。在蒸煮、漂白和洗涤等过程中,部分脱除的木质素可再沉积到纤维表面[15-16],与纤维素通过氢键结合。这减弱了纤维素与NNMO的氢键作用,降低纤维溶胀程度。二是阻碍NMMO的渗透。木质素易与碳水化合物形成具有网状结构的复合物,在细胞壁以及纤维表面生长和沉积[17]。由于木质素的疏水性,NMMO水溶液难以渗透进纤维内部。三是促进纺丝液的凝胶化。在溶解浆的溶解过程中,随着时间的延长或温度的升高,体系内优先出现纤维素之间的相互作用,而不是纤维素与溶剂的相互作用,从而导致溶液微相分离和凝胶化[18]。木质素之间存在静电排斥,有助于形成富含纤维素和缺乏纤维素的区域,从而导致纤维素-木质素微相分离、促进凝胶化,因此,溶解浆中的木质素含量虽然很低,但其对溶解浆溶解性仍起重要作用。
由前文可知,DPRD的溶解性远小于DPMG,而二者的化学组分却十分相近,其中DPRD的聚合度、结晶度和灰分含量均低于DPMG,但这对纤维溶解是有利的。而DPRD的木质素含量远高于DPMG,这说明木质素才是影响溶解浆溶解性的关键因素。此外,对比DPFJ与DPRD的溶解过程能发现,DPRD在溶解45 min后大部分纤维就断裂成短纤,而DPFJ在溶解60 min后才发生断裂,这也可能是因为二者木质素含量的不同。
2.4 纤维形态分析
在纤维形态方面主要有纤维长度、细小纤维含量及弯曲指数等参数影响溶解浆溶解性。纤维的长度越长,在溶胀阶段更多发生非均匀膨胀,导致由“气球破裂”产生的短链纤维素增多,纤维溶解时间增加。同时,溶解浆中纤维的弯曲程度越大,溶解浆整体越疏松,纤维在NMMO溶剂中会更快分散和溶解[19]。表2示出4种溶解浆的纤维形态参数。可知,DPFJ的重均长度远大于其他3种溶解浆,且其纤维弯曲指数小于其他溶解浆,这导致溶解浆在悬浮阶段难以分散,不利于纤维的溶解。细小纤维的聚合度通常较低,更易被NMMO渗透溶解。DPMG和DPADL中的细小纤维含量较高,溶解浆在悬浮阶段就可能发生溶解。但细小纤维也易在NMMO溶剂中形成胶粒,不利于制取均匀、稳定的纺丝液。

表2 4种溶解浆的纤维形态参数Tab.2 Morphological parameters of four dissolving pulp fibers
4种溶解浆内纤维的长度分布如图5所示。可知,4种溶解浆内纤维主要集中在1.09~2.50 mm之间,其中DPMG所占比例最高为45.3%。DPADL中纤维长度分布均匀,长度在0.20~0.46、0.47~1.08、1.09~2.05以及大于2.50 mm的纤维比例分别为20.9%、25.9%、31.2%、22.1%。DPFJ中纤维长度大于2.50 mm的比例最大,与表2一致。对比DPMG以及DPRD可发现,二者的纤维长度分布近乎相同。4种溶解浆内纤维的SEM照片如图6所示。可知,DPMG中纤维表面存在明显的裂缝和孔洞,而其他3种溶解浆表面较光滑平整。对比DPMG和DPADL的溶解过程可以发现,DPADL的聚合度虽然较高,但其溶解性优于DPMG,这可能是由于纤维长度分布均匀造成的。

图5 4种溶解浆内纤维长度分布Fig.5 Fiber length distribution in four dissolving pulps
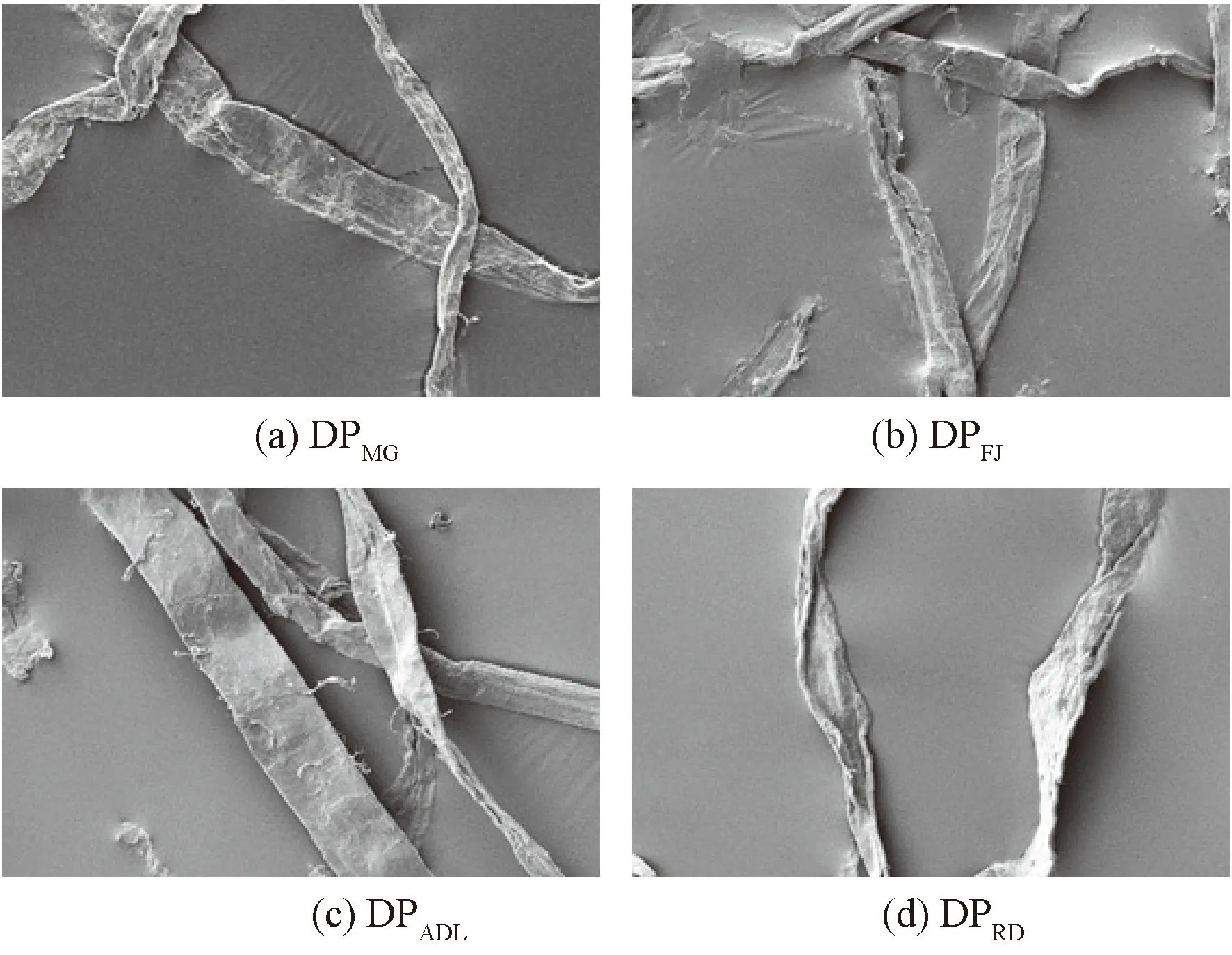
图6 4种溶解浆的纤维形貌扫描电镜照片(×300)Fig.6 SEM images of fiber morphology of four dissolving pulps(×300)
3 结 论
Lyocell纤维纺丝工艺的主要原料是溶解浆,其溶解性决定纺丝液的质量。通过研究不同溶解浆在NNMO溶剂中的溶解过程和溶解性差异,同时测定溶解浆的化学组成、聚合度与结晶度、木质素分布以及纤维形态等参数,可以得出以下结论:
1)溶解浆的溶解主要经历3个阶段:悬浮阶段、溶胀阶段以及溶解阶段。溶解浆在不同阶段消耗的时间不同导致其溶解性的差异。主要体现在溶胀阶段纤维发生非均匀溶胀的比例越大,纤维断裂成短纤的数量越多,溶解时间越长。
2)当溶解浆质量符合标准时,纤维表面木质素含量对溶解浆溶解起主要作用。微量的木质素通过吸附作用沉积在纤维表面,减弱纤维的溶胀,阻碍NMMO溶剂渗透,增加纤维溶解时间。
