预防接装纸回卷的吹气装置设计
2021-11-02潘恒乐孟庆华
潘恒乐,孟庆华
1.常德烟草机械有限责任公司,湖南省常德市武陵区长庚路999号 415000 2.山东中烟工业有限责任公司青州卷烟厂,山东省青州市玲珑山北路1818号 262599
接装纸是卷烟产品的主要材料之一,其作用是利用乳胶作为粘接剂将滤棒与烟条紧密接装在一起[1]。接装纸的表面粗糙度、纵向抗张强度、吸胶性、背涂工艺等因素均会影响卷接设备的运行效率[2]。ZJ116B型卷接机组是一种用于生产细支卷烟的卷接设备,额定生产速度为10 000支/min[3]。与常规卷烟相比,细支卷烟在设备启停阶段容易出现接装纸回卷现象。接装纸回卷是指在设备运行过程中,接装纸被分切完成后,当振荡辊迅速回拉接装纸时容易出现接装纸卷入胶辊的现象,由此造成设备故障停机,且需要人工将胶辊从设备中取出进行清理,操作繁琐,费时费力。近年来,针对接装纸的研究主要集中在涂胶胶位控制[4-5]、粘接效果[6-7]、张力控制[8]、透气性[9-11]等方面,如何解决接装纸回卷问题则鲜有报道。为此,通过对ZJ116B机组接装纸切割原理进行分析,设计了一种预防接装纸回卷的吹气装置,以期提高卷接设备运行效率。
1 问题分析
1.1 接装纸切割原理
改进前接装纸切割系统主要由胶辊、振荡辊、压纸辊、接装纸、切纸轮和刀辊等组成,见图1。设备运行时,负压空气通过切纸轮5表面的吸风孔将接装纸4紧紧吸附在切纸轮5的外圆上,接装纸4随切纸轮5的转动向前运动。在刀辊6与切纸轮5的刀刃开始分切接装纸4直至分切刚好完成前,通过振荡辊2的补偿作用,接装纸4与切纸轮5同步运转。当接装纸4分切完成后,振荡辊2快速将接装纸4向后拉回,使接装纸4与分切后的接装纸片7分开一定距离,然后接装纸4随切纸轮5继续运转,进入下一次分切程序。而分切后的接装纸片7继续吸附在切纸轮5上并随切纸轮5的转动向前运动,进入下一道工序。
在此过程中,振荡辊将未切割接装纸拉回的距离称为滑差,其计算公式[12]为:

式中:ΔL为滑差,mm;S为每次切割时切纸轮转动的弧长,mm;L为接装纸片长度,mm。
切纸轮每转动一圈切割12次,则每次切割时切纸轮转动的弧长S的计算公式为:

式中:d切为切纸轮直径,mm。
已知d切=150 mm,则S≈39 mm。细支卷烟的接装纸片长度L细=19 mm,常规卷烟的接装纸片长度L常=27 mm,故细支卷烟的滑差ΔL细=39-19=20 mm,常规卷烟的滑差ΔL常=39-27=12 mm。由于细支卷烟的滑差比常规卷烟长8 mm,因此细支卷烟接装纸随振荡辊转动产生的波动幅度较大。
1.2 存在问题
由图1可见,在ZJ116B机组启动阶段,压纸辊3处于非工作状态,未将接装纸4压在胶辊1表面,接装纸4相当于悬浮在胶辊1上方,在切纸轮5牵引和振荡辊2回拉的作用下接装纸4会来回移动。由于细支卷烟接装纸回拉距离长,波动幅度大,因此接装纸很容易落在胶辊表面,在粘附胶水后随胶辊转动卷成一团。而在ZJ116B机组停机阶段,压纸辊3快速抬起,不再将接装纸4压在胶辊1表面,但在惯性作用下,通过主电机驱动齿轮转动的振荡辊2、切纸轮5以及刀辊6,在停机后仍会继续转动一段时间,此时压纸辊3与胶辊1之间的接装纸也会来回移动,同样容易出现接装纸回卷现象。
2 改进方法
2.1 系统结构
要解决接装纸回卷到胶辊的问题,关键是要减弱接装纸在启停阶段的波动幅度。为此,根据ZJ116B机组接装纸切割原理,在振荡辊1与切纸轮5之间加装了一个吹气装置3,主要由支座、吹气管、管接头以及气管等部分组成,见图2。吹气装置3安装在箱体2上,两个吹气管7和8安装在支座9上,并对称设置于接装纸4上下两侧。两个L形管接头10分别连接两个吹气管7和8,通过气管13将Y形管接头11与两个L形管接头10连通。气管12连接电磁阀,利用电磁阀控制压缩空气的通断。通过调节两个吹气管上气孔的方向,使气孔对向接装纸,以保证吹出的气流能够张紧接装纸,进而避免接装纸卷入胶辊。
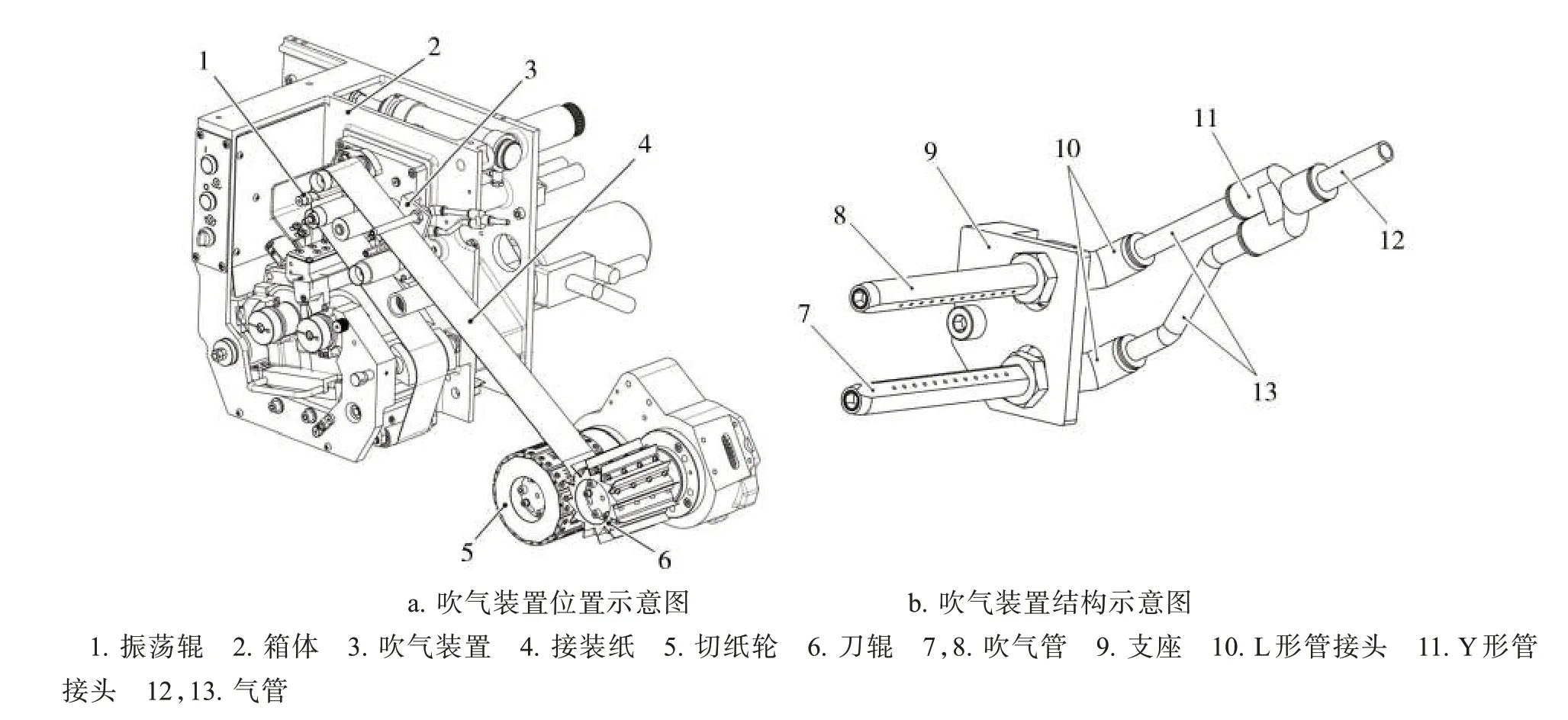
图2 改进后接装纸切割系统示意图Fig.2 Schematic diagram of tipping paper cutting system after modification
气路主要由两位三通电磁阀和可调单向节流阀等部分组成,见图3。两位三通电磁阀3选用ZJ116B机组的备用电磁阀A11M-Y64,主要用于控制气源4中压缩空气的通断。当启停阶段需要张紧接装纸时,调节电磁阀使气源与气路连通,压缩空气经过节流阀2输送到两个吹气管1上的气孔,形成射流对接装纸进行吹气。通过调节节流阀可以控制压缩空气的压力,保证接装纸处于张紧状态。
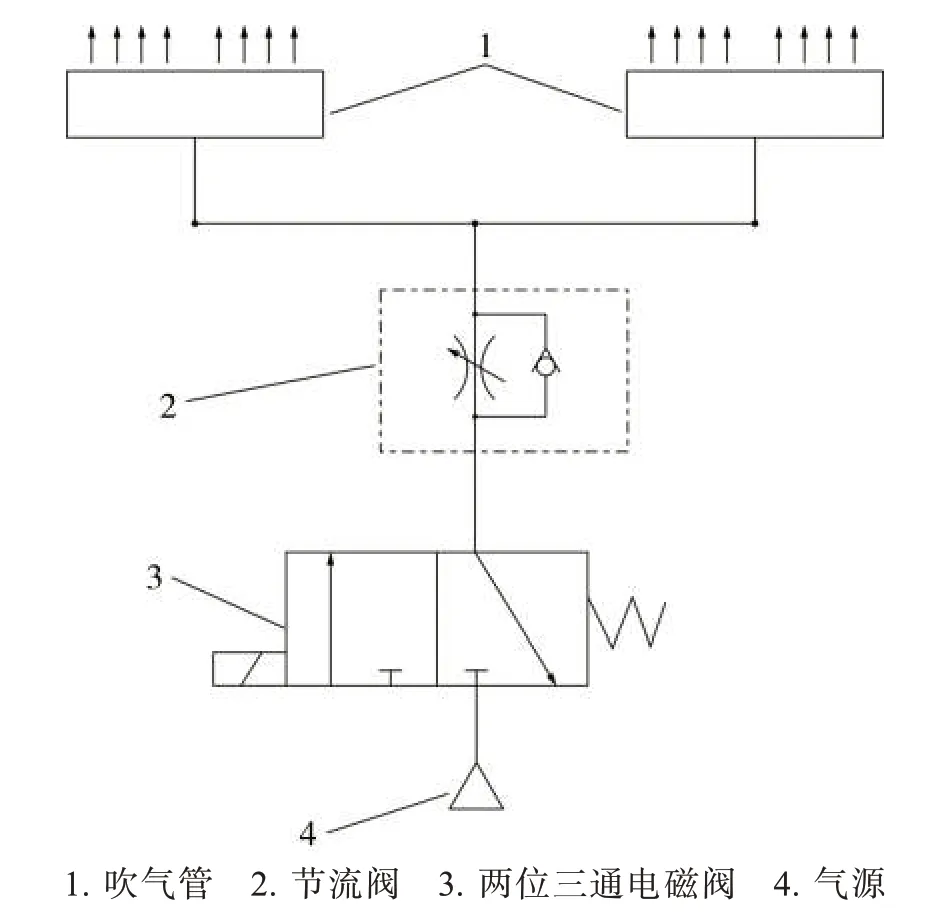
图3 气路控制原理图Fig.3 Control principle of air circuit
2.2 控制程序设计
ZJ116B机组的电控系统采用IPC控制技术[13],故利用IPC系统编写控制模块用于控制气源中压缩空气的通断,控制流程见图4。当设备启动时,两位三通电磁阀通电换位,压缩空气通过两个吹气管对接装纸进行吹气使其张紧;然后压纸辊下压,将接装纸压在胶辊上;当开关B67M检测到压纸辊时发送信号,电磁阀断电,在弹簧的作用下,电磁阀复位,气源关闭。当设备停止运行时,压纸辊抬起,电磁阀通电换位,吹气管持续对接装纸吹气2 s,使接装纸保持张紧状态;然后电磁阀断电复位,吹气管停止工作。
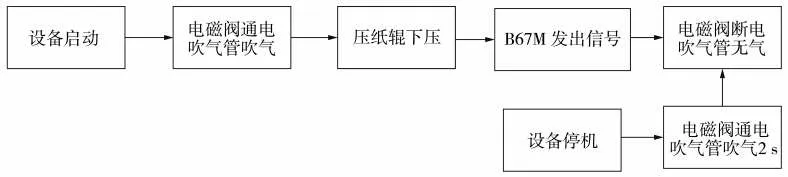
图4 吹气装置控制流程图Fig.4 Control flow chart of air blowing device
3 应用效果
3.1 实验设计
材料:“泰山(白将军)”牌细支卷烟(山东中烟工业有限责任公司青岛卷烟厂提供)。
设备:ZJ116B型卷接机组(常德烟草机械有限责任公司)。
方法:ZJ116B机组的运行速度为10 000支/min,统计改进前后5个班次在设备启动和停机阶段接装纸卷入胶辊的次数,以及接装纸卷入胶辊后人工清理胶辊时间,取平均值。
3.2 数据分析
由表1可见,改进后接装纸卷入胶辊次数由7.4次/班次降低到0,有效提高了设备运行效率。由表2可见,改进前人工清理胶辊时间74 min/班次,改进后未出现接装纸卷入胶辊现象,无需再清理胶辊,降低了设备维保时间。
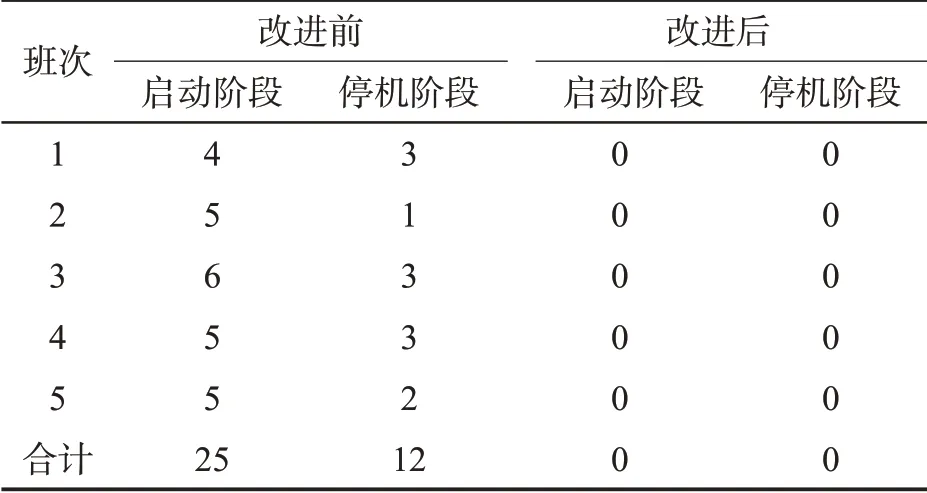
表1 改进前后接装纸卷入胶辊次数①Tab.1 Frequency of tipping paper winding on gluing roller before and after modification(次/班次)
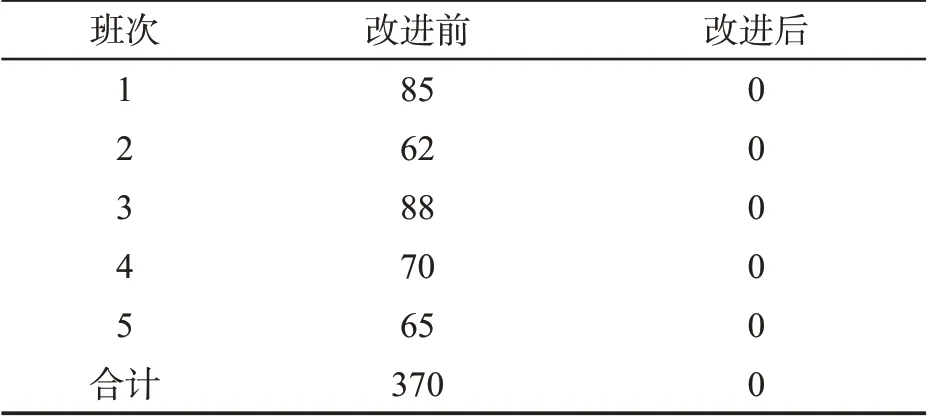
表2 改进前后人工清理胶辊时间①Tab.2 Time for artificial gluing roller cleaning before and after modification (min/班次)
3 结论
采用IPC系统编写控制模块以控制气源中压缩空气的通断,在设备启停阶段通过吹气装置吹气使接装纸保持张紧状态,避免了接装纸因振荡波动幅度过大而卷入胶辊。以青岛卷烟厂生产的“泰山(白将军)”牌细支卷烟为对象,对改进前后ZJ116B机组进行对比测试,结果表明:改进后机组在启动和停机阶段均未出现接装纸卷入胶辊现象,接装纸卷入胶辊次数由7.4次/班次降低到0,人工清洗胶辊时间减少74 min/班次,有效提高了设备运行效率,降低了设备维保时间。该技术可在ZJ17D、ZJ112A等细支卷烟卷接机组上推广应用。
