扭转梁台架试验与CAE仿真差异的改进研究
2021-10-30王宇
王宇
(卡斯马汽车系统(上海)有限公司,上海 200000)
0 引言
现今汽车行业竞争日渐激烈,众多汽车公司都在大力开发新车型,并且缩短产品开发周期,从而赢得时间成本。CAE仿真技术利用计算机强大的数据处理功能虚拟仿真出实际场景,提前预测出产品在实际试验中出现的各种风险,并提前避免风险,从而缩短产品开发周期,节约实际成本。因此CAE仿真分析已成为汽车开发过程中的重要一环,而CAE仿真分析的准确性在此环节中就显得格外重要。
本文作者以某车型扭转梁后桥的侧向台架试验分析为例,详细对比了台架试验与CAE有限元仿真的计算结果,对差异较大的局部区域进行了深入研究。利用应变花测量得到的应力值,与有限元仿真得到的应力进行对比,给出了较为详细的对标过程,并对发现的问题进行了改进。
1 对标分析方法及结果
1.1 CAE有限元仿真的设置
扭转梁横梁、横梁内加强板、法兰盘支架材料设置为S500,弹簧盘、减震器支架、纵梁、衬套、法兰盘支架材料为S325,统一设置弹性模量为2.1×105MPa,泊松比为0.3,密度为7.86 g/cm3。用RBE2刚性单元模拟连接抓取各个硬点周围的有限元网格,约束车身连接点处左右衬套的所有自由度(3个平移自由度,3个转动自由度)以及约束轮胎左侧法兰盘处的所有自由度。用RBE2单元模拟轮胎,连接法兰盘至轮胎接地点,并在轮胎接地点处循环加载整车坐标系下的Y向载荷,载荷大小为0~8 kN,循环次数10万次。有限元模型如图1所示。
图1 扭转梁后桥有限元模型
1.2 扭转梁侧向台架试验设置
固定车身连接点衬套位置,固定轮胎左侧法兰盘位置,用夹具模拟轮胎连接法兰盘到轮胎连地点,在轮胎连地点处加载Y向载荷为0~8 kN。环境温度为室温,试验频率为1 Hz,试验次数为10万次。试验装置如图2所示。
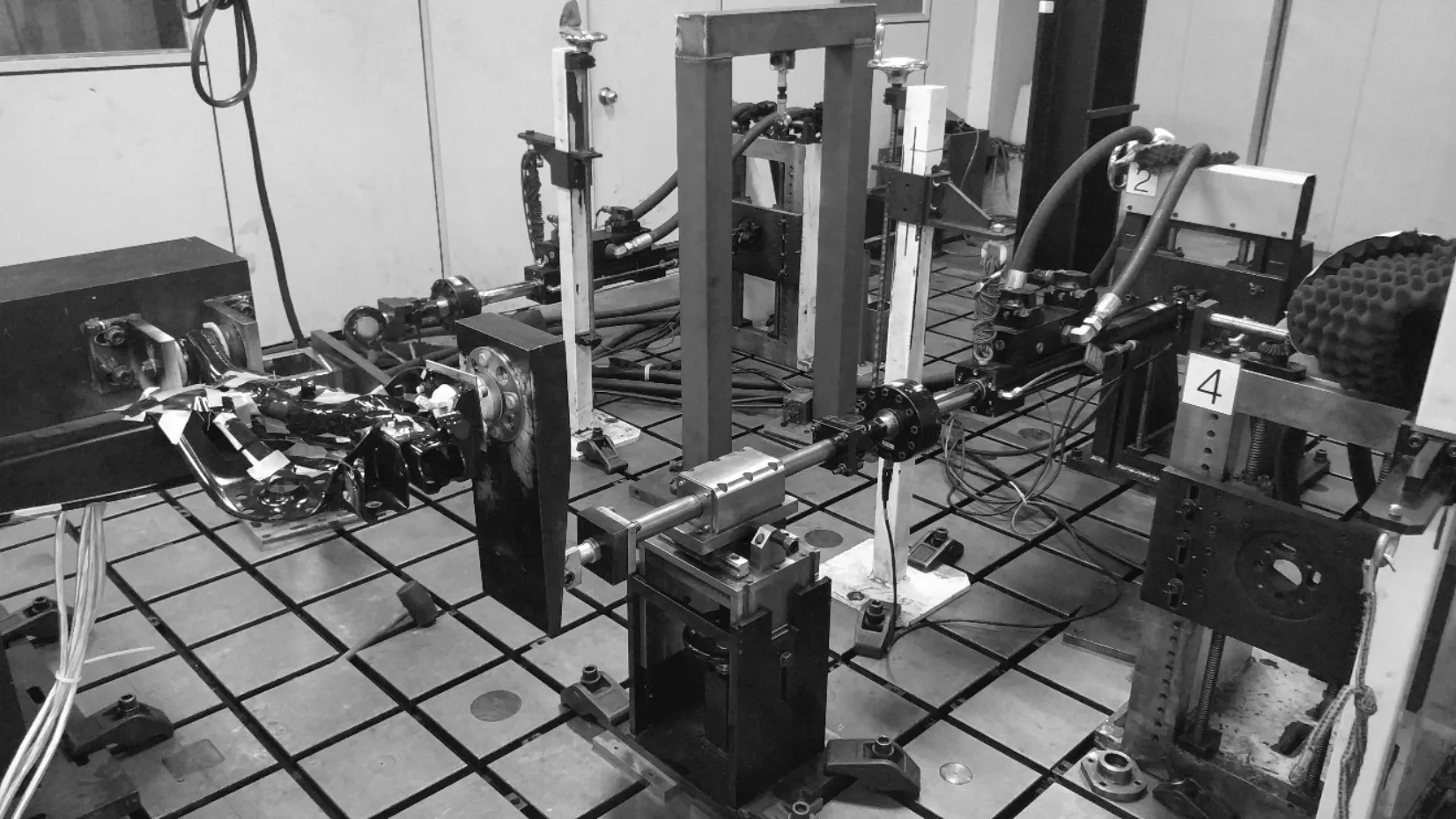
图2 台架试验装置
1.3 对标分析结果
CAE分析出法兰支架和纵梁之间的焊缝并无疲劳风险,损伤值仅仅为0.3,折算成寿命则为33万次。当在做实际台架试验时,且循环次数达到5万次时,发现此处产生疲劳裂纹,没有达到目标循环次数10万次,CAE仿真损伤结果与实际试验疲劳裂缝如图3所示。

图3 对标疲劳裂缝图
文中针对此处的疲劳问题展开了研究,减少以后类似事件的发生。
2 切片工艺参数与材料拉伸试验研究
首先需要排除是否是由于扭转梁后桥的工艺焊接问题导致,有很多疲劳破坏是由于零部件在实际生产的零件和数模有些许区别,并且可能由于焊接质量的不稳定造成焊缝处的疲劳破坏,因此需要对产生疲劳裂纹的区域进行切片,查看其焊接参数。其切片图如图4所示。
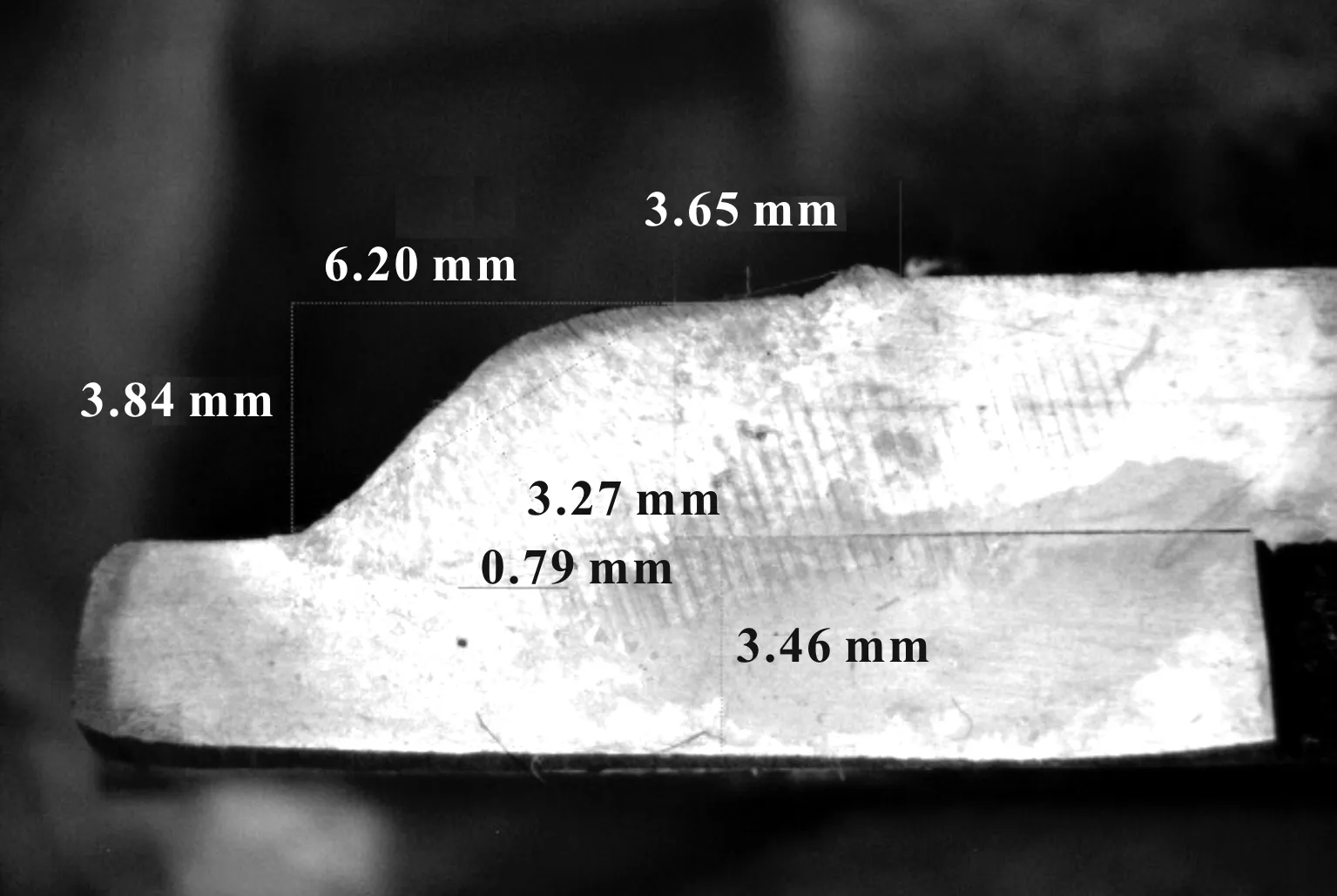
图4 截面切片图
经检查发现,焊接的两块板厚与数模基本匹配,焊缝并无外部缺陷和内部缺陷,满足焊接质量要求,故可排除是焊接工艺问题造成的疲劳破坏;经材料拉伸试验验证,其应力应变曲线、屈服强度、抗拉强度与CAE所用材料基本一致,故可排除是材料不合格所导致的疲劳失效。
3 应变花结果对比
3.1 分析研究
排除了工艺焊接质量问题、加载约束与材料问题,为了寻找CAE仿真分析与实际产品之间的差异的原因,文中选择在实际零件上贴应变片,通过应变片测量出来的应力与CAE分析的应力进行对比,来查看CAE与实际产品的差别。因为在计算模型疲劳时用的是SN材料曲线,因此只要对比模型的应力,就能了解到模型疲劳的差别。又由于贴应变片处的测量点基底需要平整、清洁、应力梯度均匀、容易贴片等,而模型搭接处的焊缝表面质量并不满足贴应变片的要求,因此选择距离焊缝稍远处的平面位置A作为应变片测量点,如图5所示。

图5 应变片测量点A
3.2 电阻应变片的工作原理
应变片主要包含三部分:基底、敏感栅和引线。其中的敏感栅是应变片的主要部分,一般是由金属(丝、箔)或半导体绕成栅状或条状的结构,采用黏结剂将其粘贴在基底上,并通过焊接将敏感栅两头的电阻丝与引线连接起来[1]。另外敏感栅表面粘贴有保护作用的覆盖层,应变片示意图如图6所示。
图6 应变片示意
将应变片贴到被测物体上,当被测物体发生微小变形时,带动敏感栅也发生变形,从而导致电阻发生变化,再通过一些电路转化成电压或电流的信号。其存在如下关系:

(1)

当只需要测量已知测量方向的单方向应力时,可选用单轴应变片。若不知道应力方向与大小则一般选用三栅或四栅的应变花。因文中所需要测量应力的方向和大小均不知,故选用有三栅45°的应变花。应变花示意图如图7所示,实际试验中应变片粘贴图如图8所示。
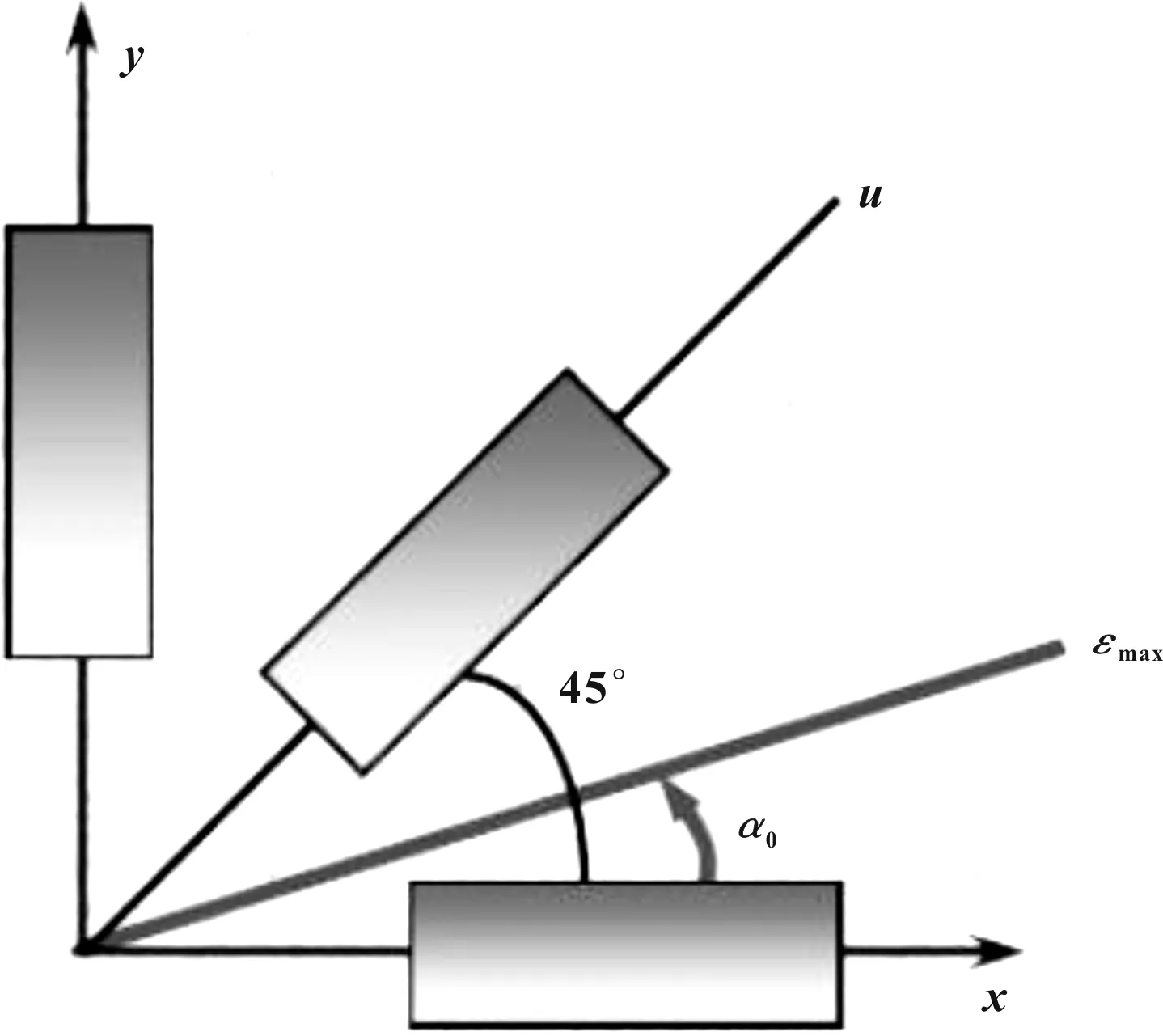
图7 应变花示意
图8 应变花粘贴图
通过应变花可以测量出应变花x、y、u3个方向的应变,通过这3个方向的应变则可求解出最大最小主应力,计算公式为:
(2)
式中:弹性模量E为2.05×105MPa,泊松比υ为0.3,σmax为最大主应力,σmin为最小主应力,εx、εy、εu分别为3个方向的应变值。
得到最大最小主应力之后,可以推导出Von Mises应力的大小。Von Mises准则是一个综合的概念,其考虑了第一、第二、第三主应力,可以用来对疲劳、破坏等的评价,是弹塑性力学里的一个力学概念。其计算公式为:
(3)
3.3 应变花测量结果
为了更好地测量试验与仿真结果的差异,且减小单次试验误差,选择了总共6个工况,并且选择正负两个方向加载,加载过程见表1。
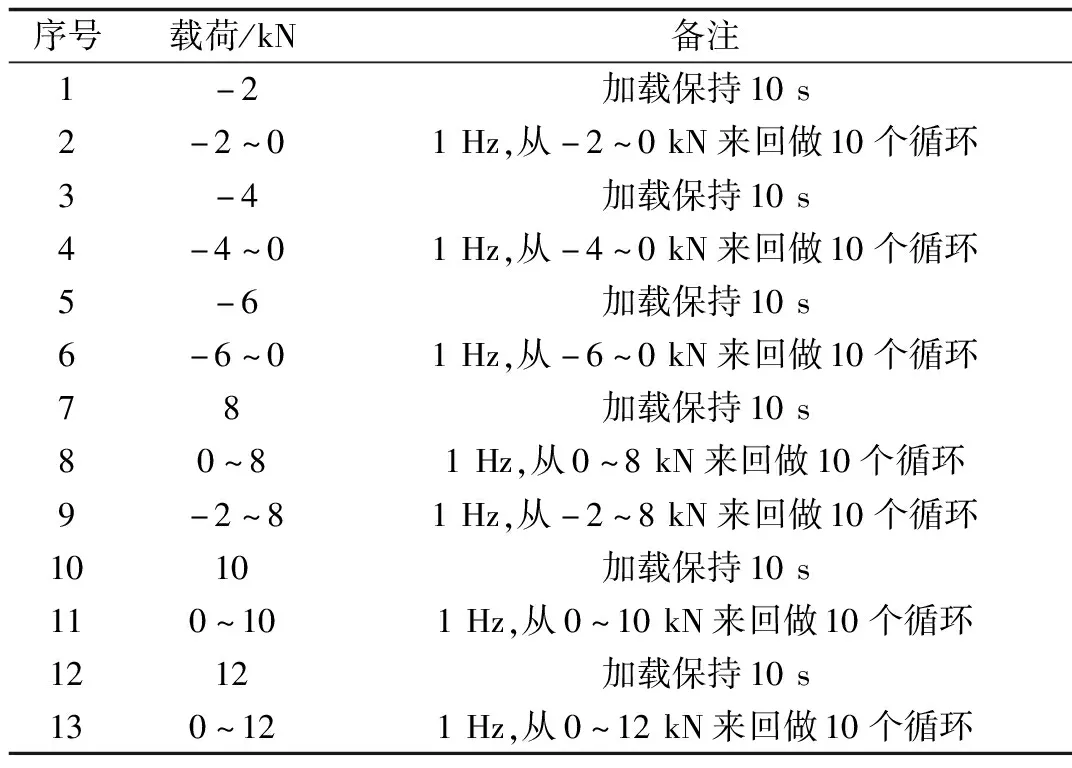
表1 试验加载顺序
首先加载整车坐标系Y负方向2 kN,并保持10 s。再以1 Hz频率循环加载-2~0 kN的力并来回做10个循环。再加载Y负方向4 kN力,保持10 s。再以1 Hz频率循环加载-4~0 kN的力并来回做10个循环。以此类推,加载-6、8、10、12 kN的载荷。
在加载过程当中通过应变花,得到测量点A的3个方向的应变值如图9所示。
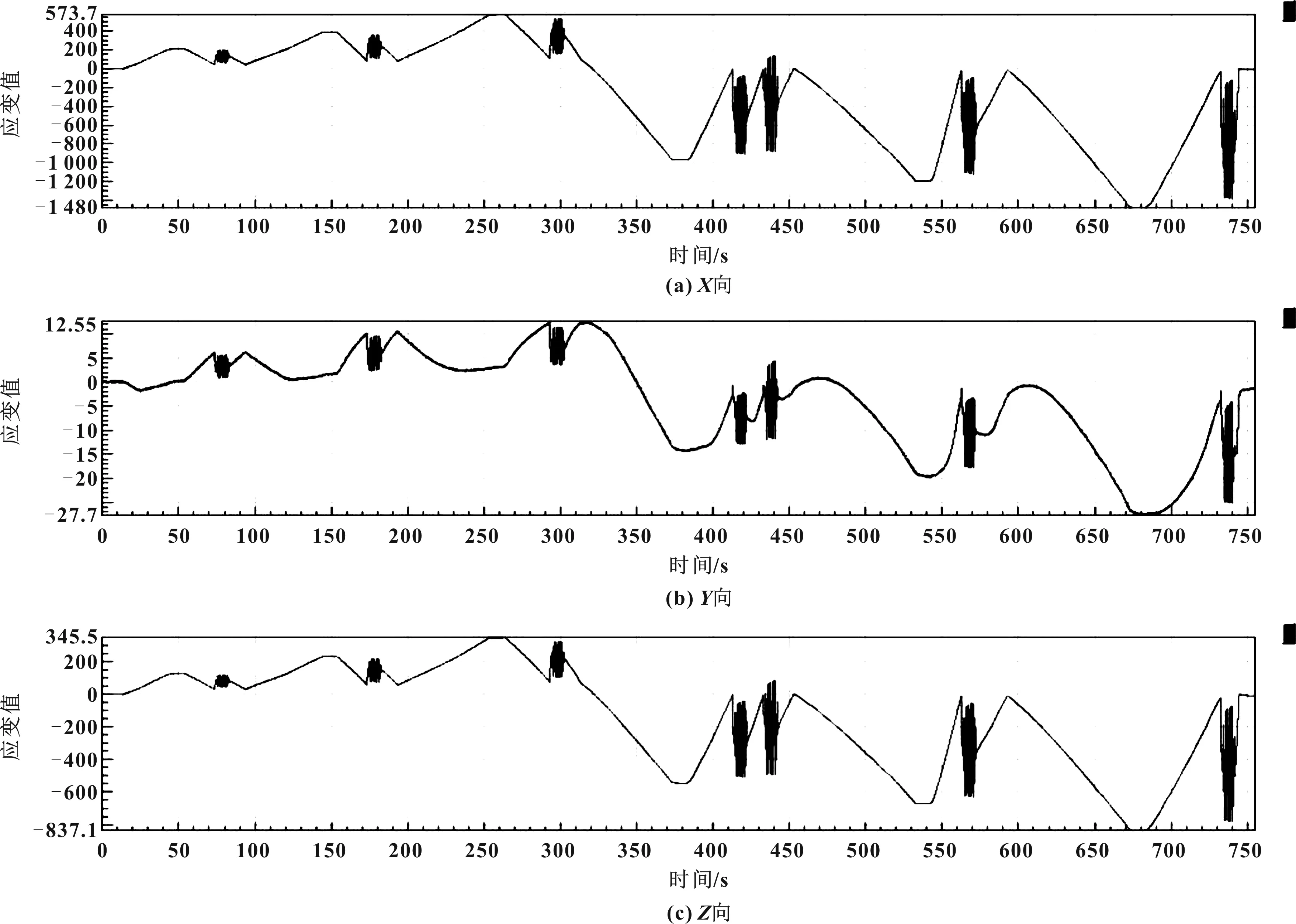
图9 应变花测量数据
通过公式计算,最终得到应变花测量结果与CAE分析结果,应力对比见表2。
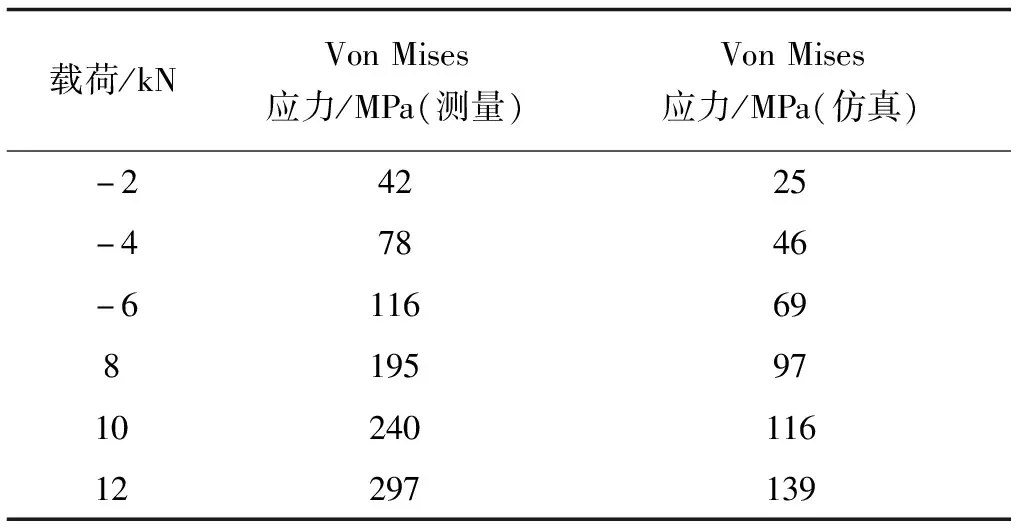
表2 应变花测量结果与CAE仿真结果(刚性单元RBE2)应力对比
通过Von Mises应力对比,发现在有限元计算结果与应变片采集的结果并不相同,有接近50%的区别。这个应力差别有可能是造成实际产品疲劳裂缝产生的原因。而在实际试验中,并非只是通过应变花测量了点A的应力,同时测量了横梁和纵梁区域上的应力,但其他区域应力基本保持一致,只有此测量点A应力差异较大。因此需要对有限元模型的设置进行深入的研究。
4 改进方法
4.1 带台架夹具分析
在排除有限元模型的材料、网格质量、约束加载方法,以及实际零件的焊接质量之后,文中对比CAE模型与实际台架试验后发现,在CAE模型中使用刚性单元来模拟台架夹具装置,但在实际试验中,台架夹具装置可能由于自身刚度变化的影响导致实际产品应力分布的变化,因此文中决定将试验夹具引入到CAE模型中。CAE模型如图10所示。

图10 带夹具的CAE模型
通过分析得到应力结果见表3。
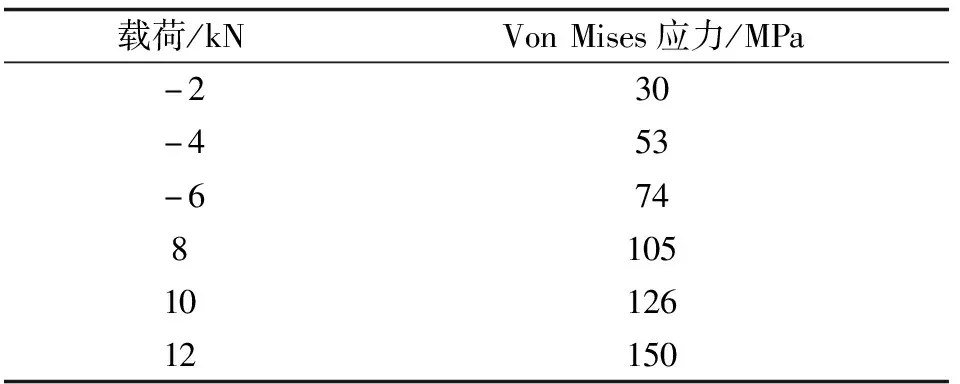
表3 CAE仿真结果(台架夹具)
由表2和表3可知,带台架夹具的仿真结果与实际试验结果略有一些接近,但是仍然还有较大的差异。
4.2 设置模型接触分析
通过分析发现,有限元在建模时并没有考虑到试验夹具与法兰盘之间的接触,法兰盘与法兰盘支架之间的接触,以及螺栓预紧力的影响。而这些接触产生的接触力可能会造成应力分布的变化。
于是建立螺栓有限元模型,在螺栓、法兰盘、法兰盘支架、试验夹具之间两两建立接触,摩擦因数设置为0.1,螺栓预紧力选用50 kN,并利用非线性软件Abaqus对模型进行非线性分析。得到的结果见表4。
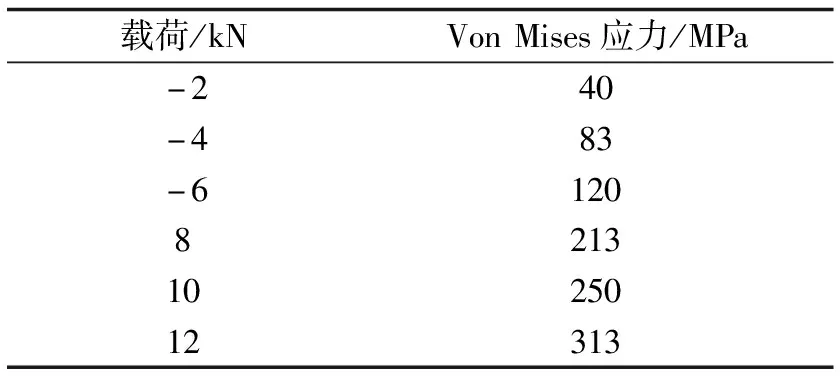
表4 CAE仿真结果(台架夹具与接触)
通过对比表2—4的结果发现,有接触的模型应力结果和应变片测量结果十分接近,本文作者分析认为,施加在夹具上的力通过螺栓摩擦力与接触力传递到法兰盘与法兰盘支架上,法兰盘同时也通过接触力挤压法兰盘支架。当受到侧向朝扭梁中间方向的载荷时,由于接触力的原因,会造成法兰盘支架下侧受力较大,上侧受力减小。从而导致法兰盘支架翻边处的应力变大。
将带接触的模型用Ncode进行疲劳分析,最终得到的疲劳结果如图11所示,得到疲劳损伤值为1.94,计算得到寿命值为5.2万次,与实际台架试验结果基本一致。
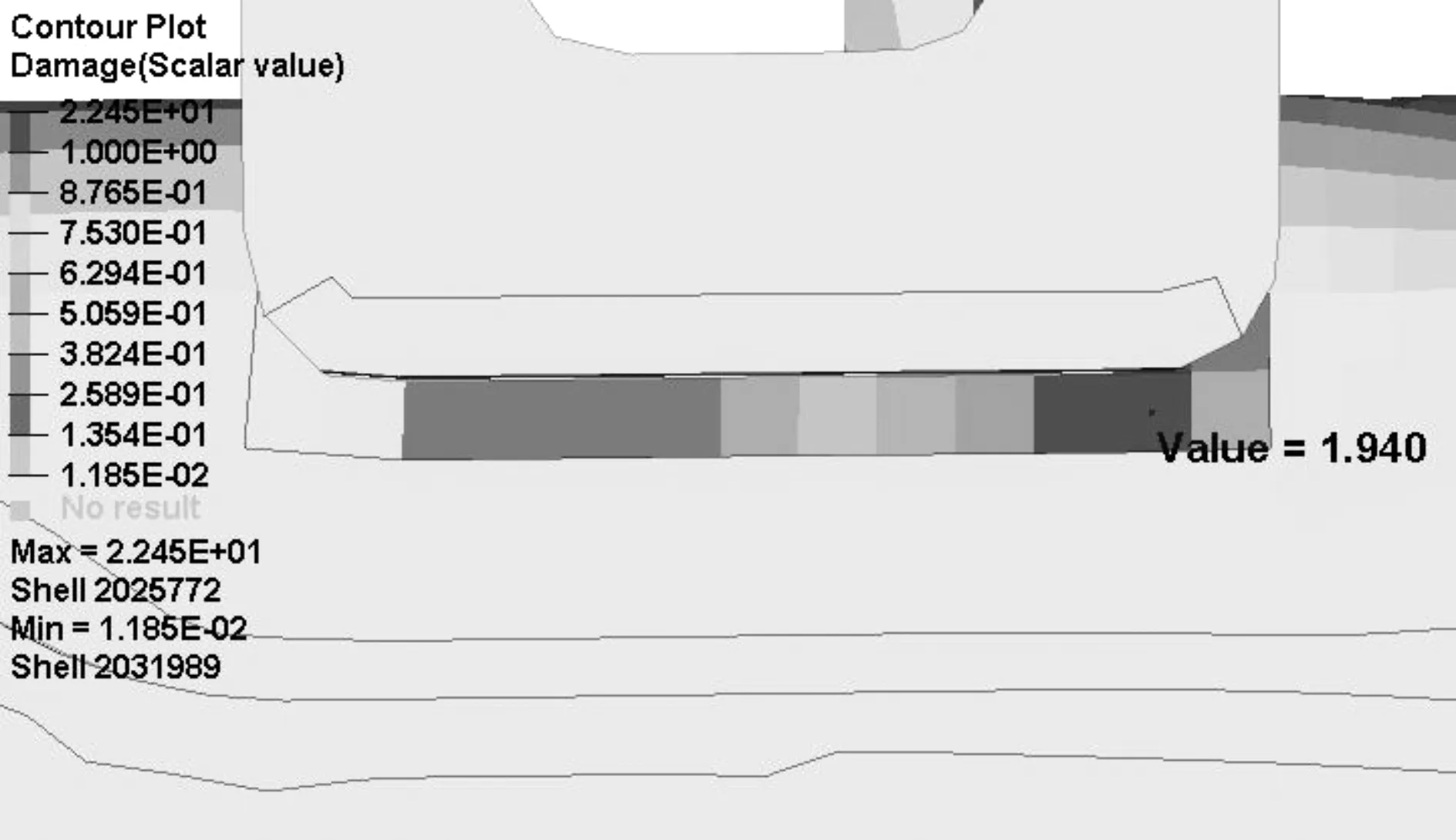
图11 疲劳计算结果
5 结论
文中针对CAE仿真结果和台架试验结果不一致的情况,对问题深入研究,利用各种有效途径如切片、材料拉伸试验、贴应变片等来分析造成结果差异的原因,并通过在CAE模型中考虑试验夹具模型并设置各接触面之间的接触关系,最终使得CAE的仿真结果与应变片测量结果和台架疲劳试验结果基本保持一致,极大地提高了CAE分析的准确性,为后续继续开发扭转梁后桥提供了有效的有限元疲劳验证方法。在今后的CAE有限元仿真中,应充分考虑各种实际状况,才能得到更加精准的模拟结果。
