轨道车辆不锈钢车体典型接头激光焊接工艺特性研究
2021-10-27韩晓辉,张志毅,马国龙,郑自芹,李刚卿,雷振
韩晓辉,张志毅,马国龙,郑自芹,李刚卿,雷振



摘要:通过优化两种板厚组合(2 mm+1.5 mm和1.5 mm+2 mm)的不锈钢非熔透型激光搭接焊的焊接工艺参数,实现对多参量耦合工况条件下的激光焊接质量控制,并对其疲劳性能进行研究。运用正交试验方法设计了焊接工艺试验,根据正交试验结果分析两种板厚组合焊接接头的3种关键焊接参数(焊接功率P、焊速v、离焦量f)与抗剪强度之间的关系,得出最优焊接工艺参数,即1.5 mm+2 mm板厚组合:P=3 700 W,v=4 330 mm/min,f=+4 mm;2 mm+1.5 mm板厚组合:P=3 700 W,v=4 580 mm/min,f=0 mm,对比分析最佳焊接工艺参数下两种板厚组合激光焊焊接接头的疲劳性能,2 mm+1.5 mm板厚组合焊接接头疲劳强度高于1.5 mm+2 mm板厚组合,为不锈钢车体激光焊接参数的进一步优化及疲劳性能研究提供了参考。
关键词:激光搭接焊;正交设计;方差分析;焊接参数优化;疲劳极限
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2021)10-0001-07
DOI:10.7512/j.issn.1001-2303.2021.10.01
0 前言
SUS301L和EN1.4318系列不锈钢因其耐腐蚀性好、碳含量低、加工性能和强度良好,被广泛应用于制造轨道车辆不锈钢车体[1-3]。车体制造过程中主要采用激光焊、电阻点焊和电弧焊等焊接方法,电弧焊和电阻点焊在不锈钢车体焊接时容易出现晶间腐蚀、焊点多、易变形和密封性差等问题[1-3],激光搭接焊技术因其具有焊接速度快、变形小和密封性好等优点逐渐被广泛使用[1-3]。激光焊接工艺参数直接影响焊接稳定性和焊接质量,激光焊接功率、焊速和离焦量等主要工艺参数选择不当会出现焊接不良、焊接熔池剧烈波动、焊接飞溅等质量问题[4-5]。目前针对不锈钢薄板激光焊的研究主要集中在焊缝质量、焊接接头组织[6]及对力学性能的影响上[7-10],文中采用正交试验设计和方差分析对两种板厚组合的不锈钢薄板激光焊接功率P、焊速v和离焦量f三个参数进行优化,明确了焊接工艺参数对抗剪强度的影响,并且研究了最优焊接工艺参数下的焊接接头的疲劳性能,揭示了焊接工艺参数对激光焊接质量的影响规律,为激光焊接应用于轨道车辆的实际生产提供依据。
1 试验材料及方法
采用不锈钢薄板SUS301L-HT和EN1.4318+2G作为试验材料,根据轨道车辆车体横梁与墙板装配组合,采用两种板厚组合(2 mm+1.5 mm和1.5 mm+2 mm),如表1所示,焊板尺寸为150 mm×
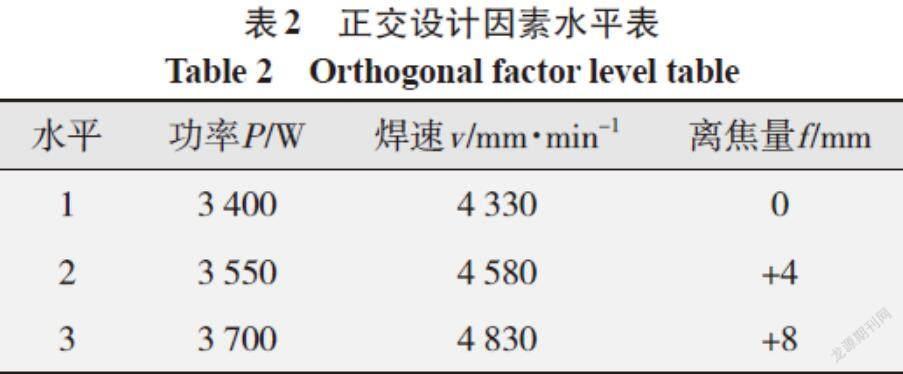
300 mm,激光搭接焊拉剪和疲劳试样示意如图1所示。对于激光焊接工艺参数(功率P、焊速v、离焦量f )选用三因素三水平L9(34)正交设计表,共9组试验,正交试验设计方案如表2所示,板搭接间隙0 mm,气流量30 L/min。在试样上下板垫上垫板,防止试样在拉剪或疲劳试验过程中因偏心载荷产生应力集中而导致试验结果不准确。
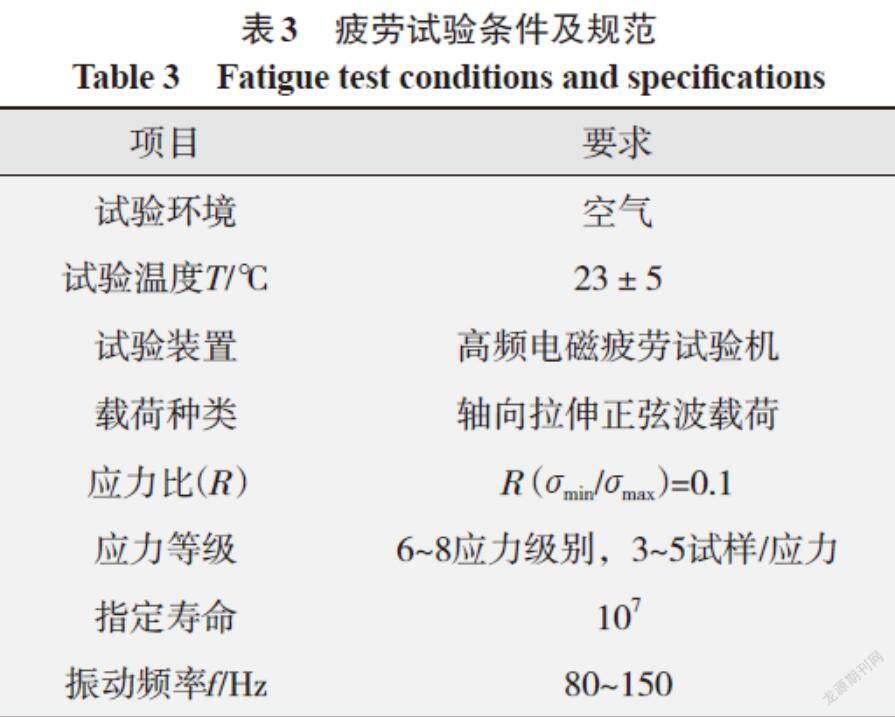
拉剪试验在CMT4304 电子万能试验机上进行,利用金相显微镜进行焊缝形貌及微观组织分析,利用扫描电子显微镜观察焊缝断口形貌,疲劳试验在QBG-20高频疲劳试验机上进行,选取6~8个应力级,极限位置每个应力级3~5个试样或者参与疲劳强度计算的数据符合工程误差和置信度要求,每个应力级满足工程误差及置信度要求,若不满足要求则增加数量直至满足要求为止。最终求得工程误差5%、存活率50%的中值疲勞极限以及置信度95%、存活率99%的安全疲劳极限,疲劳试验条件及规范如表3所示。
2 试验结果与讨论
2.1 焊接工艺参数优化
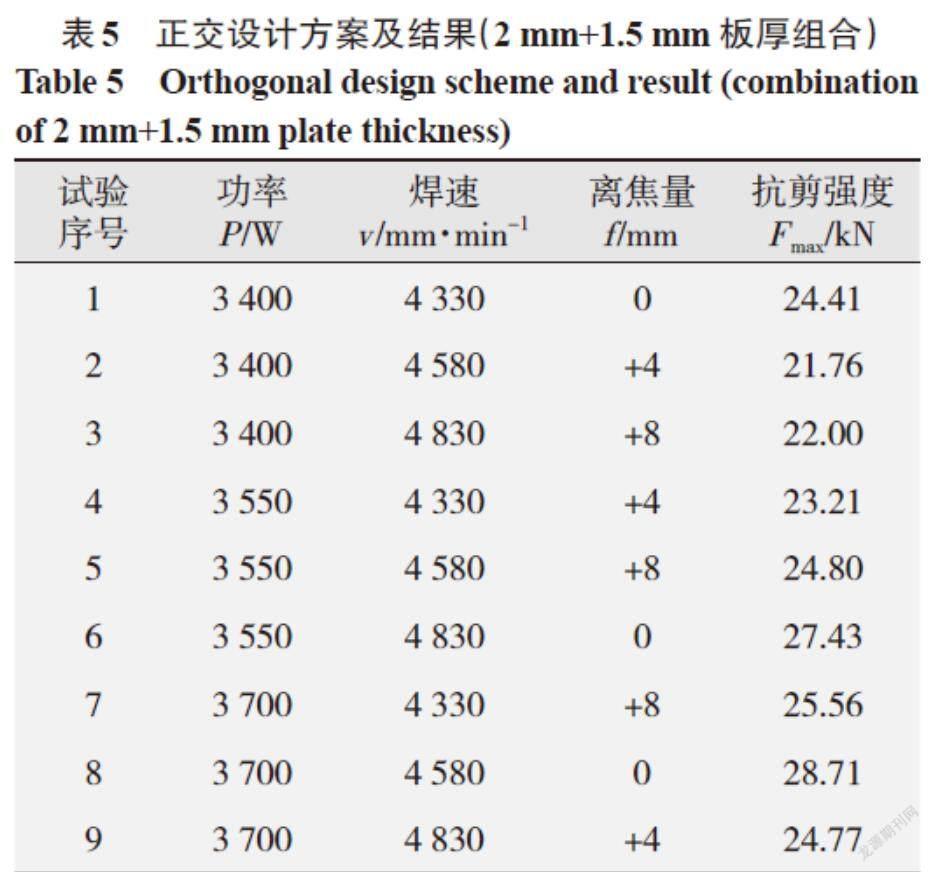
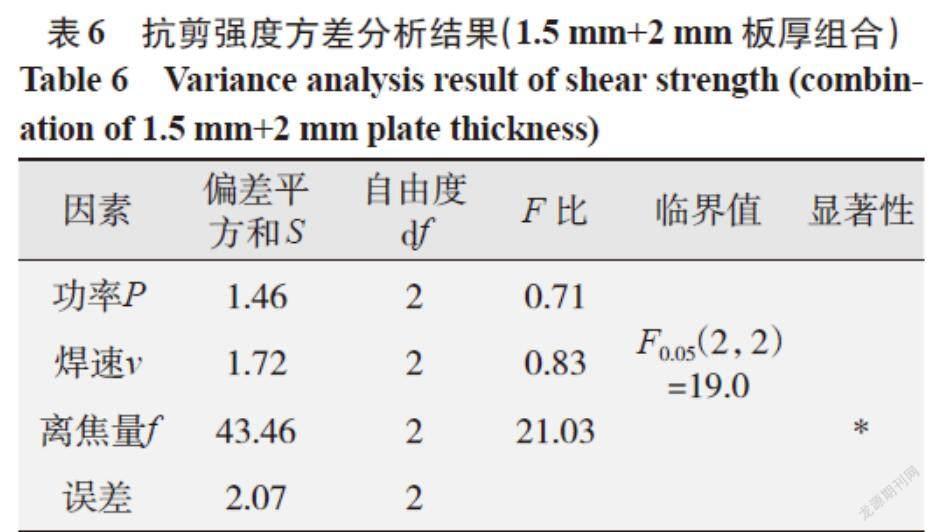
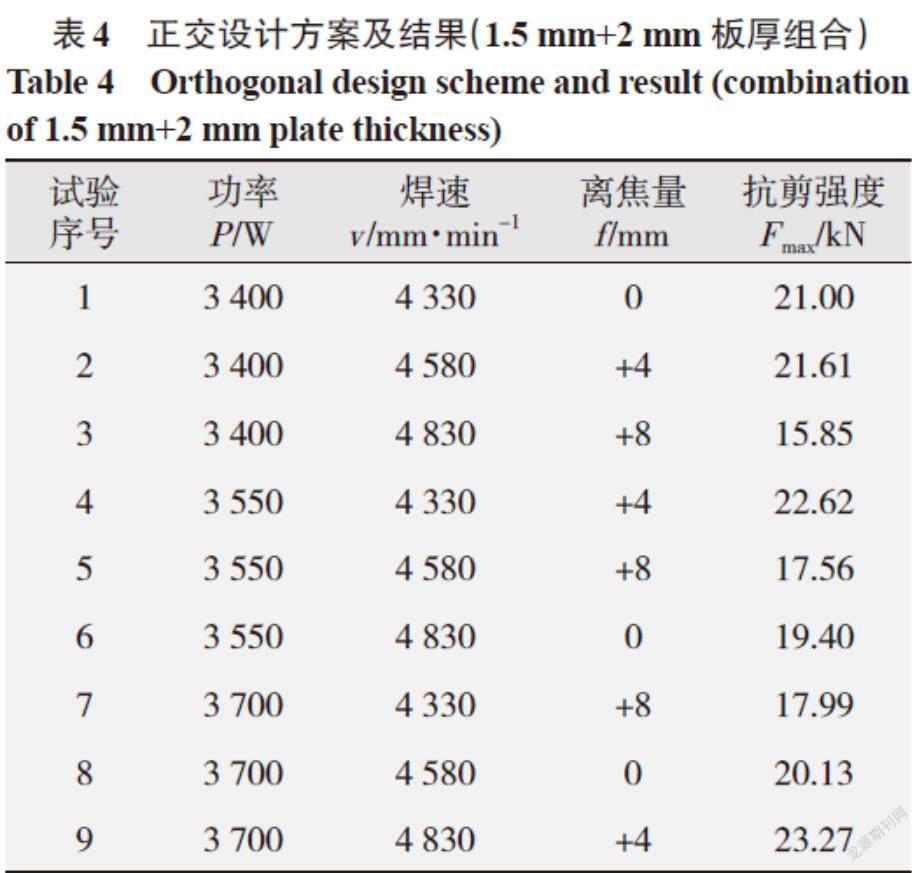
根据正交设计试验方案两种板厚组合分别做9次试验,正交设计方案及试验结果如表4和表5所示。通过方差分析可以得到单一焊接参数对抗剪强度的影响,1.5 mm+2 mm板厚组合和2 mm+1.5 mm板厚组合的抗剪强度方差分析结果分别如表6和表7所示。通过对比分析F可知,1.5 mm+2 mm板厚组合:F离焦量f>F功率P>F焊速v,即功率P、焊速v和离焦量f对抗剪强度的影响权重为离焦量f>功率P>焊速v;F分布表中F0.05(2,2)=19.0,F离焦量f
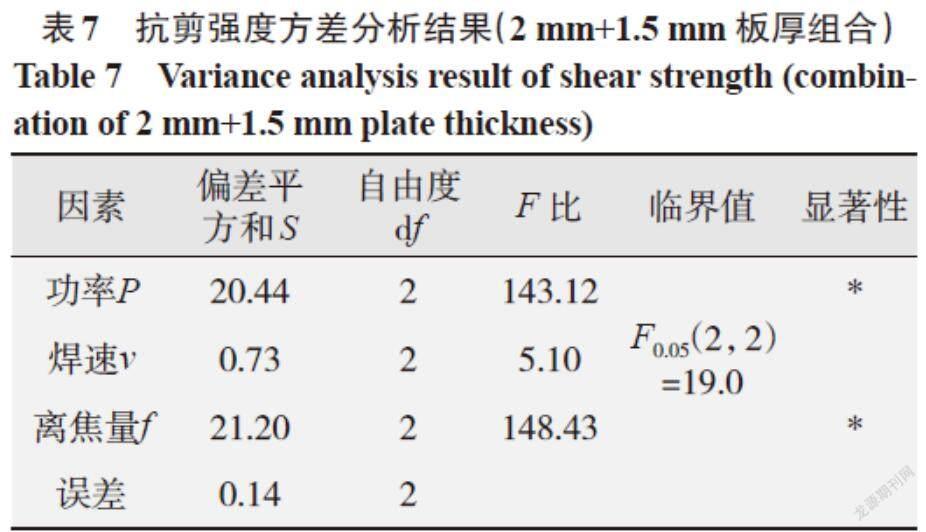
>F0.05(2,2)可知离焦量f对其焊接接头最大剪切有显著影响。2 mm+1.5 mm板厚组合:F离焦量f>F功率P
>F焊速v,与1.5 mm+2 mm板厚组合规律相同,3个关键工艺参数对抗剪强度的影响权重也为离焦量f>功率P>焊速v,而F离焦量f>F0.05(2,2)、F功率P>F0.05(2,2),离焦量f和功率P对抗剪强度有显著影响。
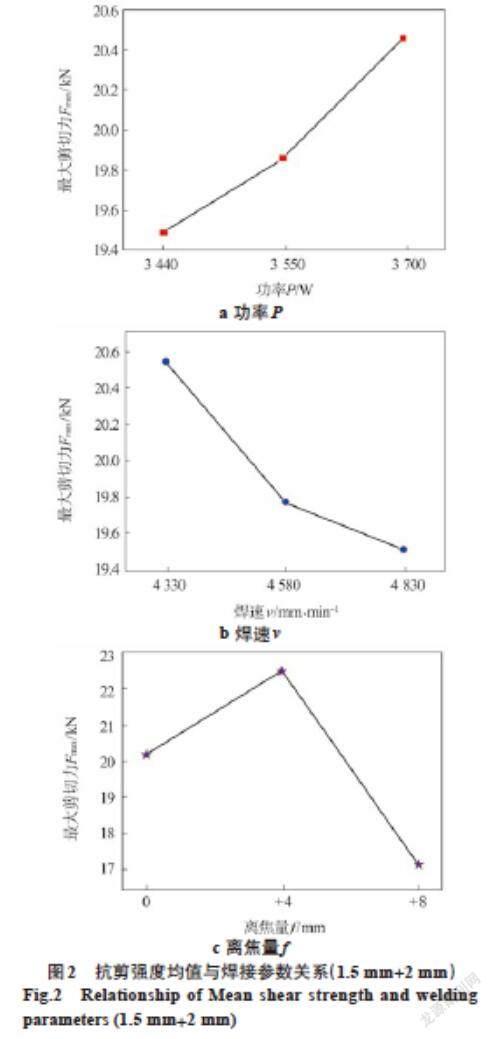
通过分析每个工艺参数单一水平的抗剪强度平均值影响规律,可以得出该因素下的最优水平。不同板厚组合下抗剪强度均值与焊接参数的关系分别如图2、图3所示。由图2可知,1.5 mm+2 mm板厚组合焊接接头抗剪强度随功率P增加而上升,随焊速v增加而下降,离焦量f=+4 mm时有抗剪强度极大值,因此,1.5 mm+2 mm板厚组合下的最优水平组合为P=3 700 W、v=4 330 mm/min、f=+4 mm。由图3可知,2 mm+1.5 mm板厚组合焊接接头抗剪强度随功率P增加而增大,焊速v=4 580 mm/min、离焦量f=0 mm时焊接接头抗剪强度最大,因此,
2 mm+1.5 mm板厚的最优水平组合为P=3 700 W、v=4 580 mm/min、f=0 mm。
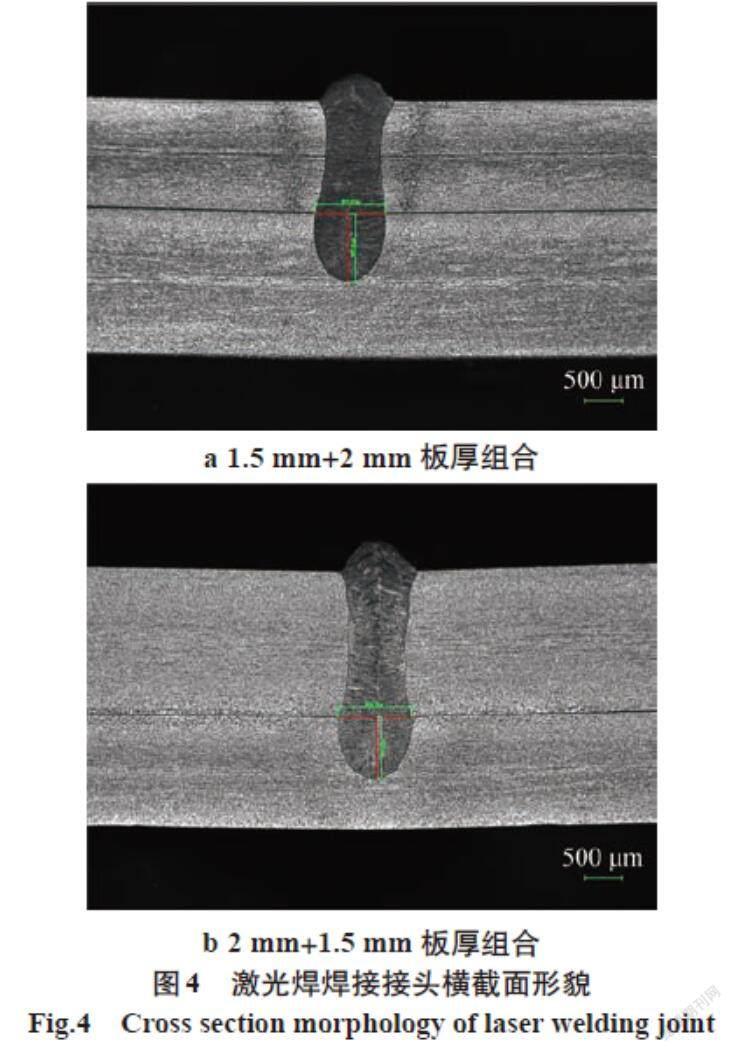
对比1.5 mm+2 mm板厚组合和2 mm+1.5 mm板厚组合的最优工艺参数可以发现,两种板厚组合的抗剪强度随功率P增大而增大,但抗剪强度随焊速与离焦量的变化规律不同。对于1.5 mm+2 mm板厚组合,焊接速度4 330 mm/min能够保证其具有较好的抗剪强度,继续提高焊接速度易导致熔深浅或熔宽不足,进而降低抗拉强度;2 mm+1.5 mm板厚组合在4 330~4 830 mm/min范围内已具有相对较大的熔宽,而焊接速度较慢(4 330 mm/min)的焊缝形状易出现“ 哑铃型 ”,典型形貌如图4b所示,熔宽则位于“ 哑铃型 ”焊缝腰部,导致熔深较深而熔宽和抗剪强度降低,因此4 580 mm/min为较优的焊接速度选择。对于2 mm+1.5 mm板厚组合,离焦量为0 mm时,能够使得激光熔穿上板母材且保证焊缝有足够的熔深,而对于1.5 mm+2 mm板厚组合,+4 mm的离焦量有助于提高焊缝在搭接处的熔宽,进而提高抗剪切强度。
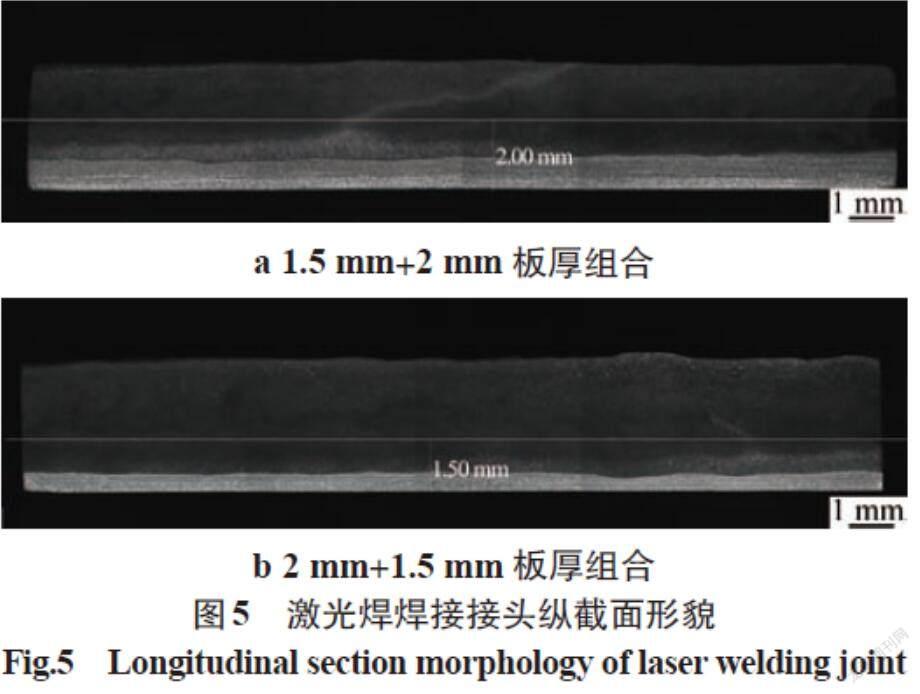
2.2 接头截面宏观形貌
1.5 mm+2 mm板厚组合和2 mm+1.5 mm板厚组合的不锈钢焊板在最优焊接参数下焊接接头横、纵截面形貌如图4、图5所示。由图可知,接头形貌良好,焊缝组织为奥氏体+少量δ铁素体,焊缝宏观呈现“ 双曲线 ”形状且无气孔等缺陷;熔池边缘与母材处有明显的熔合线,热影响区窄小;焊缝区域内有沿着垂直于焊缝中心的柱状晶,未见熔合不良、焊接飞溅和焊穿等焊接质量问题;在最优工艺参数下的焊接接头既能保证焊缝最底部波动距上下板搭接缝隙有一定距离,又能保证焊缝有一定的熔深和熔宽,从而使焊缝具有足够的承载能力。
2.3 疲劳性能分析
根据最优焊接工艺参数,对1.5 mm+2 mm板厚组合和2 mm+1.5 mm板厚组合的焊接接头进行疲劳试验,其中存活率为50%的中值疲劳极限按式(1)进行计算:
式中 m为试验总次数;n为应力水平级数;Fi为第i级应力水平;Vi为第i级应力水平下的寿命。
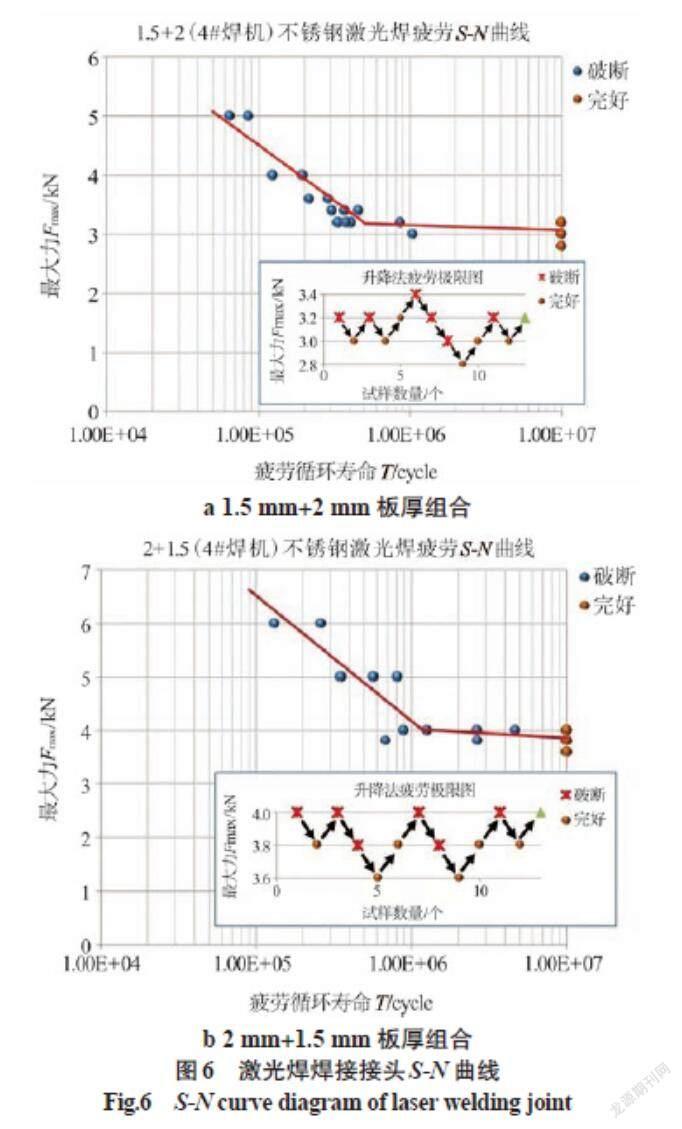
采用升降法测得工程误差δ≤5%、置信度95%,失效概率1%的激光搭接焊安全疲劳极限值,试验结果如下:1.5 mm+2 mm板厚组合焊接接头存活率为50%的中值疲劳极限为F50%= (3.4+3.2×6+3×5+
2.8)/13=3.11 kN,置信度95%、失效概率1%的安全疲劳极限最大力F(0.01,0.95)=F50%-σ·k(0.01,0.95,12)=3.11-0.15525×3.659=2.55 kN;2 mm+1.5 mm板厚组合焊接接头存活率为50%的中值疲劳极限为F50%=(4×5+3.8×6+3.6×2)/13=3.85 kN,置信度95%,失效概率1%的安全疲劳疲劳极限最大力F(0.01,0.95)=
F50%-σ·k(0.01,0.95,12)=3.85-0.1450×3.659=3.32 kN。两种不同板厚组合的不锈钢激光搭接焊焊接接头疲劳最大力与循环寿命关系如图6所示。对比分析两种板厚组合焊接接头S-N曲线可知, S-N曲线变化趋势有拐点,在拐点以上,两种板厚组合焊接接头循环寿命随应力提高而显著下降,在拐点以下,循环寿命随应力下降明显提高。
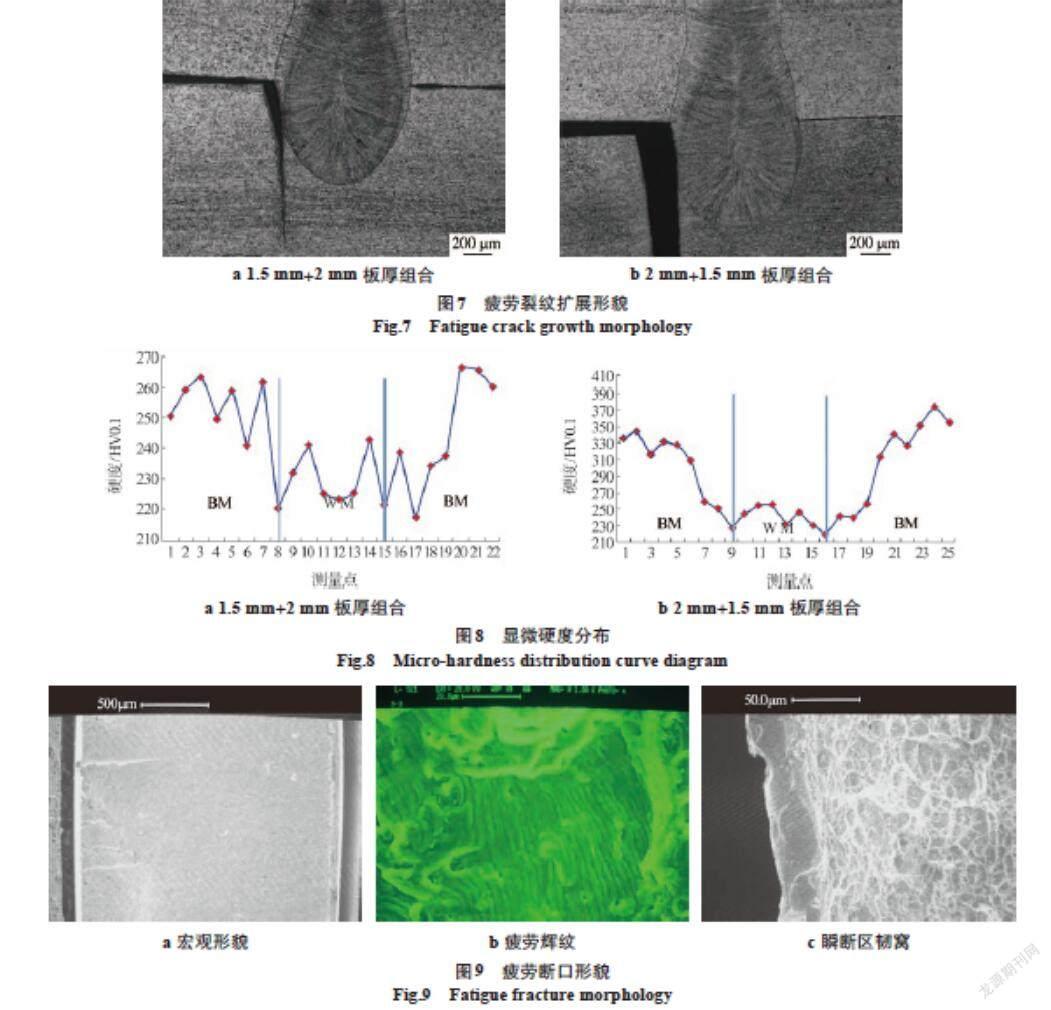
两种板厚组合的疲劳裂纹扩展形貌如图7所示。可以看出,疲劳裂纹在两板搭接间隙处开始萌生,此处为应力集中处,也是硬度最低的熔合线及热影响区处,焊缝区域硬度低于母材,在不锈钢搭接焊的熔合线处存在软化现象[11]。焊接接头硬度分布如图8所示,可见焊缝熔合线为硬度最低处,当疲劳裂纹萌生后逐渐沿下板开始扩展至断裂失效。典型激光焊焊接接头疲劳断口形貌如图9所示,疲劳源区位于焊板内侧并能观察到疲劳台阶,疲劳扩展区可以观察到清晰的疲劳辉纹,当裂纹失稳扩展后形成瞬断区,瞬断区形貌为孔洞聚集型韧窝形貌。
3 结论
(1)通过正交试验设计方差分析,以焊接接头抗剪强度为评价指标,得出功率P、焊速v和离焦量f对1.5 mm+2 mm板厚组合和2 mm+1.5 mm板厚组合的焊接接头抗剪强度的影响权重均为F离焦量f>F功率P>F焊速v,其中离焦量f对抗剪切强度的影响最为显著。
(2)通过对单个因素下每个水平抗剪强度平均值进行分析,得出1.5 mm+2 mm板厚组合的最优焊接参数组合为:P=3 700 W,v=4 330 mm/min,f=+4 mm;
2 mm+1.5 mm板厚组合的最优焊接参数组合为:P=
3 700 W,v=4 580 mm/min,f=0 mm。
(3)对1.5 mm+2 mm和2 mm+1.5 mm板厚组合在最优焊接工艺参数下的焊接接头进行疲劳试验得出,2 mm+1.5 mm板厚组合的焊接接头中值疲劳极限(3.85 kN)高于1.5 mm+2 mm板厚组合焊接接头的疲劳极限(3.11 kN)。
(4)分析激光焊焊接接头疲劳断裂特征得出,两种板厚组合焊接接头疲劳裂纹均起源于板搭接间隙尖角处并朝非熔透板侧扩展,疲劳断口上均有典型疲劳辉纹特征。
4 应用前景及实施案例
激光焊接技术虽然在轨道交通领域的应用起步较晚,但因其高效、优质、绿色、智能的工程特点,同时在关键技术开发、成套装备研制及标准体系构建的强力推动下,近年来已在高铁、地铁等轨道客车产品中取得了良好的工程应用效果,已完成了北京地铁14号线、青岛地铁1号线、2号线、6号线、8号线、11号线、13号线等共计2000余辆城轨地铁列车的激光焊接制造,复兴号中国标准动车组的空调隔音框、香港地铁市区线的窗框、顶板,芝加哥地铁的风道、侧顶等高端装备项目的关键功能组件也采用激光焊接技术,支撑中车四方股份取得了阿根廷、埃及等出口订单,该技术的研发与应用为轨道客车制造水平的提升和产品升级换代提供了有力的技术保障。
参考文献:
[1]顾春影,陈根余,梅丽芳,等.车身零部件的激光搭接焊与电阻点焊对比分析[J]. 金属加工工艺,2011,40(17):136-138.
[2]Pang Q H,Zhao Z Z,Tang D. Microstructure and properties of hot-rolled high strength bainitic steel by laser welding[J]. Materials & Design,2015,87(DEC.15):363-369.
[3]杨涛,何双,陈勇,等.304L不锈钢激光-脉冲MAG复合焊电弧特性及焊缝成形分析[J].焊接學报,2016,37(7):65-69.
[4]蔡华,肖荣诗. 薄板铝合金高功率CO2激光与光纤激光焊接飞溅特性对比分析[J]. 焊接学报,2013,34(2):27-30.
[5]Tzeng Y F. Effects of operating parameters on surface quality for the pulsed laser welding of zinc-coated steel[J]. Journal of Materials Processing Tech,2014,100(1):163-170.
[6]Yan J,Gao M,Zeng X. Study on microstructure and mechanical properties of 304 stainless steel joints by TIG,laser and laser-TIG hybrid welding[J]. Optics & Lasers in Engineering,2010,48(4):512-517.
[7]梁行,姜云祿,陈怀宁,等. SUS301L不锈钢激光搭接焊工艺参数对焊缝形貌的影响[J].焊接,2017(7):23-28.
[8]陈英杰,朱加雷,焦向东. 304不锈钢激光搭接焊接头的组织及力学性能[J].电焊机,2017,47(2):76-79.
[9]Zhengwei G U,Sibin Y U,Han L,et al. Influence of Welding Speed on Microstructures and Properties of Ultra-high Strength Steel Sheets in Laser Welding[J]. Isij International,2012,52(3):483-487.
[10]Robert,SOTYSIAK. Effect of laser welding parameters of DUPLEX 2205 steel welds on fatigue life[J]. Diffusion and Defect Data. Solid State Data,Part B. Solid State Phenomena,2015(223):11-18.
[11]朱国明,康永林,朱帅. 汽车用超高强QP钢的工艺与组织性能研究[J]. 机械工程学报,2017,53(12):110-117.
