金刚石钎涂技术在过流部件上的应用研究
2021-10-27李宇佳,孙志鹏,张雷,刘健波,李晓迪,王宇
李宇佳,孙志鹏,张雷,刘健波,李晓迪,王宇
摘要:过流部件在服役过程中常因表面磨损而失效,与传统耐磨处理方法相比,采用金刚石钎涂技术处理后的过流部件使用寿命显著提高。采用钎涂技术分别制备NiCrBSi、NiCrBSi/WC、NiCrBSi/金刚石耐磨钎涂层,涂层与基体冶金结合良好,NiCrBSi涂层生成碳化铬、硼化铬、硼化镍等强化相,NiCrBSi/WC涂层中WC颗粒的分布密度由涂层表面至底部逐渐增大,NiCrBSi/金刚石涂层中金刚石颗粒均匀弥散分布;在相同磨损试验条件下,NiCrBSi/金刚石涂层失重约为NiCrBSi涂层的1/5、NiCrBSi/WC涂层的1/3,这表明NiCrBSi/金刚石涂层具有优异的耐磨性。将金刚石钎涂技术在农机触土部件旋耕刀、螺旋输送机叶片上进行工程应用,经现场试验验证,金刚石钎涂旋耕刀和金刚石钎涂螺旋叶片的耐磨性及使用寿命得到了大幅提高。为金刚石钎涂技术将来在其他过流部件上的应用与推广提供了理论参考和实践经验。
关键词:钎涂;金刚石涂层;磨损失效;耐磨涂层;过流部件
中图分类号:TG454 文献标志码:A 文章编号:1001-2003(2021)10-0019-05
DOI:10.7512/j.issn.1001-2303.2021.10.04
0 前言
过流部件在服役过程中常因表面磨损而失效,涉及农机装备、港口机械、海洋工程、风电核电、轨道交通、航空航天、国防军工等众多工业领域。如农机触土部件长期与土壤颗粒摩擦磨损[1],港口卸船机输送部件受煤、矿石、水泥、粮食、化肥等运送物料磨粒磨损[2],流体机械过流部件受高速水流泥沙冲蚀磨损[3-4],工程机械齿轮、轴承、套筒、轴等零件相互摩擦导致磨损[5-6],严重影响过流部件工作效率、使用寿命以及设备运行安全性,造成重大经济损失。
國内外很多学者采用等离子熔覆、激光熔覆、火焰喷焊、电弧喷涂等技术,在过流部件表面制备Fe基、Ni基、Co基等自熔性合金涂层,在不同程度上提高了过流部件的耐磨性和使用寿命[7-11],但寿命提高有限,且存在设备昂贵、工艺复杂或者原材料成本高等问题。钎涂技术是一种新型表面耐磨层制备技术,其本质是海量级微粒间的复杂钎焊,原理是采用钎焊方式将高硬度、耐磨损、耐侵蚀或抗氧化的硬质颗粒连结到基体表面,形成钎料与硬质材料复合的表面耐磨涂层。该技术具有涂层表面平整、加工精度高、结合强度高、加热温度低、热应力小等独特优点,采用WC、金刚石、cBN等超硬耐磨材料作为硬质点,相较于传统耐磨方法可显著提高过流部件耐磨寿命[12-14],逐渐在众多工业领域得到应用推广。
文中以NiCrBSi自熔性合金粉末为钎料合金,分别以WC、金刚石为硬质颗粒,通过非真空外场下钎涂技术在65Mn钢表面制备出无组织缺陷、呈冶金结合的钎涂耐磨涂层,并使用扫描电镜分析研究了涂层的组织结构,同时采用干砂橡胶轮磨损试验机测试其耐磨性,对比分析NiCrBSi、NiCrBSi/WC、NiCrBSi/金刚石耐磨钎涂层的耐磨性,并简要介绍金刚石钎涂技术在农机触土部件旋耕刀以及螺旋输送机叶片上的应用实例,为其在其他过流部件上的应用和推广奠定良好的理论基础和实践经验。
1 试验材料和方法
1.1 钎涂层材料
试验用基体材料为65Mn钢,钎料合金为NiCrBSi自熔性合金粉末,分别以WC、金刚石为硬质颗粒,通过优化钎涂工艺参数及涂层结构,在非真空外场下钎涂制备出无组织缺陷,呈冶金结合的NiCrBSi、NiCrBSi/WC、NiCrBSi/金刚石钎涂耐磨涂层。
1.2 试验方法
选用普通65Mn钢板作为基体,尺寸为75 mm×
25 mm×10 mm,采用喷砂去除表面油污杂质,随后采用粘结剂将复合粉末制备成糊状物,均匀涂覆预置在基体表面,然后放入鼓风干燥箱中80 ℃烘干4 h。然后将试样块放置在环形感应圈中,采用感应加热方法将涂层熔化实现与基体的冶金结合。
使用线切割在NiCrBSi、NiCrBSi/WC钎涂部件上切取横截面试样,经研磨、抛光、腐蚀后备用;使用线切割切断NiCrBSi/金刚石钎涂部件钢基体后击断涂层部位制得NiCrBSi/金刚石涂层横截面试样。采用扫描电镜观察分析钎涂层表面形貌、界面显微组织和硬质颗粒分布状态。
采用MML-1G 型干砂橡胶轮式磨损试验机测试NiCrBSi涂层、NiCrBSi/WC涂层、NiCrBSi/金刚石涂层试样的耐磨性能。耐磨试验按照 JB/T 7705-1995《松散磨粒磨料磨损试验方法 橡胶轮法》进行,试验负载 45 N,橡胶轮转速200 r/min,磨料选用平均粒径60目刚玉砂,试样两面磨平后放入试验机,先预磨5 min后对耐磨试块进行称重,随后正式进入磨损试验阶段,分别磨损5 min、10 min后将试样清洗烘干,使用万分之一电子天平分别称重,对比几种试样的磨损失重。
2 结果与分析
2.1 涂层形貌及组织分析
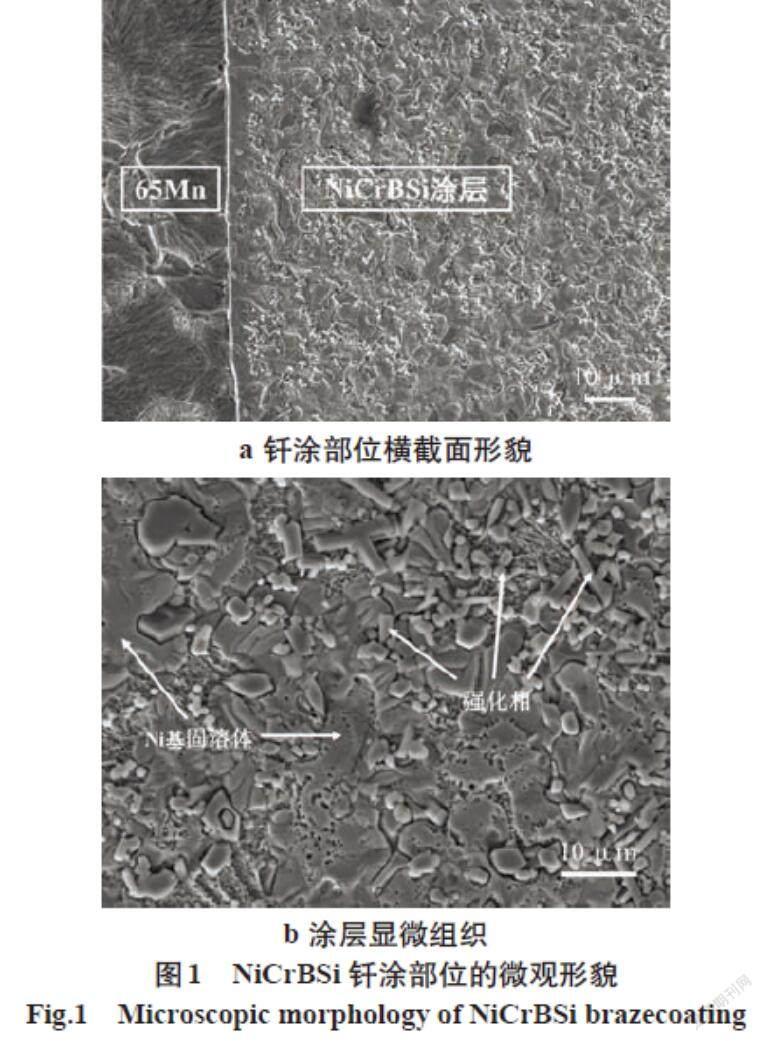
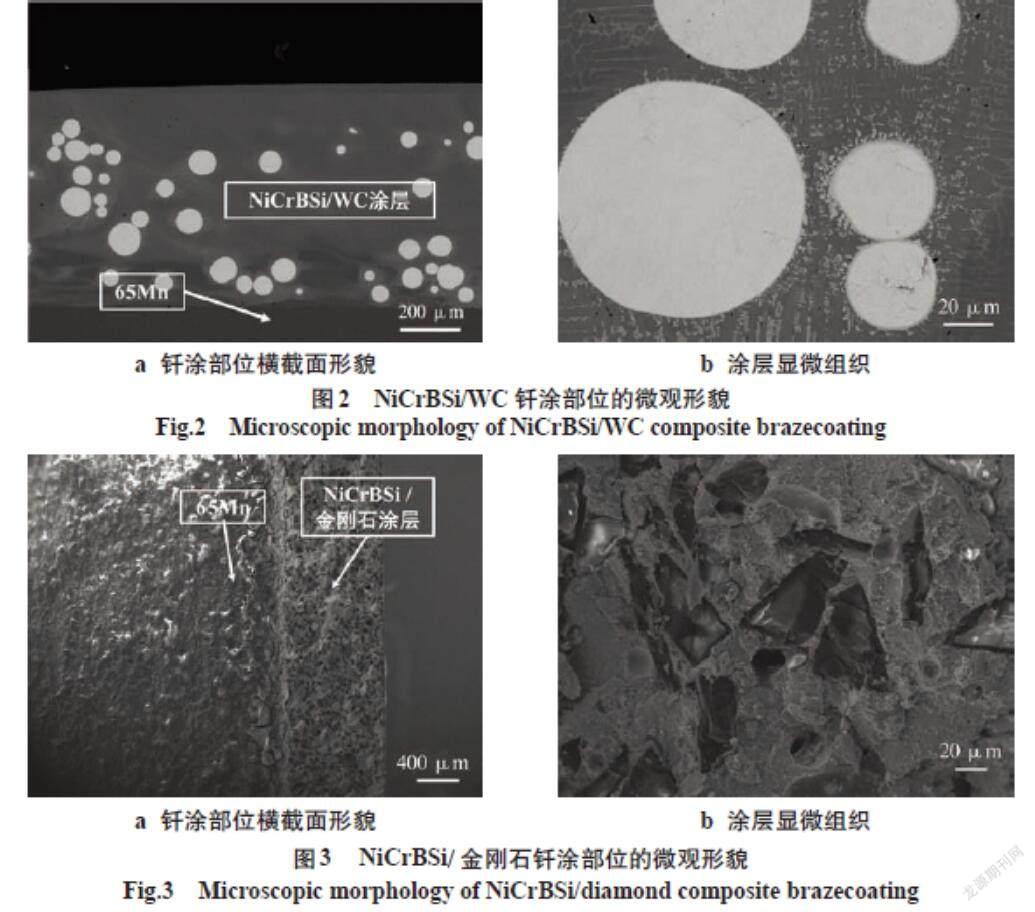
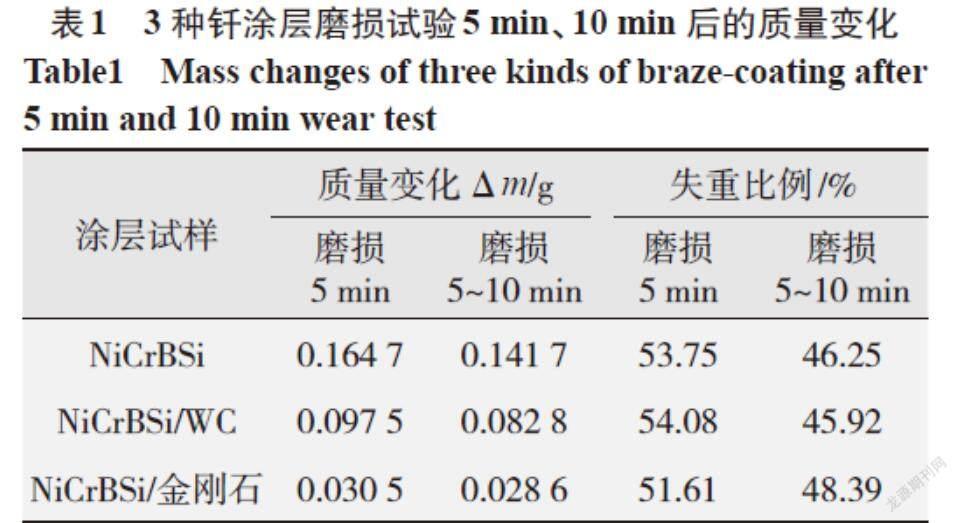
NiCrBSi钎涂部位的横截面形貌及局部显微组织如图1所示,钎涂层组织均匀致密,无明显夹杂、孔隙、裂纹等缺陷,涂层与基体结合良好。图1b中灰色颗粒状、块状、条状相为碳化铬、硼化铬、硼化镍等强化相,较均匀地分布在Ni基体中,可显著提高镍基合金涂层的硬度与耐磨性。NiCrBSi/WC钎涂部位的横截面形貌及局部显微组织如图2所示,球状相即为WC硬质相,由图2b可知,WC与钎料发生元素扩散,在WC颗粒周围形成块状的碳化物,对钎涂层耐磨性的提升起到积极作用。NiCrBSi/金刚石钎涂部位的横截面形貌及局部显微组织如图3所示,涂层与基体呈冶金结合,黑色不规则颗粒为金刚石,NiCrBSi钎料与金刚石结合较好,金刚石弥散分布在涂层中,起到硬质强化的作用,可大幅提升涂层的耐磨性能。
2.2 耐磨性分析
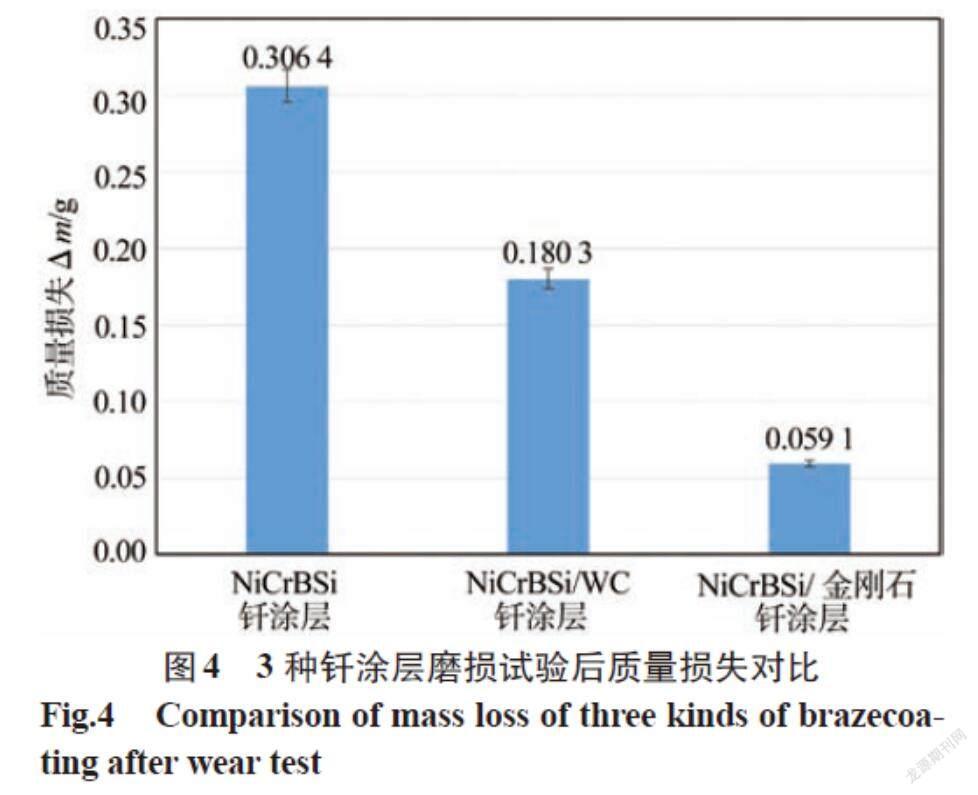
NiCrBSi涂层、NiCrBSi/WC涂层和NiCrBSi/金刚石涂层在干砂橡胶轮式磨损试验机分别磨损5 min和10 min后的质量损失对比如表1所示。由表1可知,随着磨损时间的增加,3种涂层的磨损失重呈减小趋势;NiCrBSi/WC涂层试样前期比后期的磨损失重大得多,与WC颗粒的分布密度由涂层表面至底部逐渐增大有关;NiCrBSi/金刚石涂层在整个磨损阶段失重差别不大,说明金刚石在涂层中的分布较均匀。3种涂层磨损试验后的质量失重对比如图4所示。由图4可知,NiCrBSi涂层失重0.306 4 g,NiCrBSi/WC涂层失重0.180 3 g,NiCrBSi/金刚石涂层失重0.059 1 g,约为NiCrBSi涂层的1/5、NiCrBSi/WC涂层的1/3,表明NiCrBSi/金刚石涂层具有优异的耐磨性。
3 应用前景与实施案例
金刚石钎涂技术以金刚石作为硬质耐磨颗粒、以自熔性合金粉作为粘结钎料制备高性能涂层,可显著提升核心易磨损件的使用寿命,突破传统磨损部件频繁更换、被迫停产耗资巨大的技术瓶颈,拓宽金刚石产业的应用范围,促进我国耐磨领域的技术进步。技术成果在农机刀具、螺旋输送机叶片示范应用成熟后,可推广至盾构装备、煤机装备、矿山机械、港口机械、流体机械等行业的装备延寿,经济效益潜力巨大。金刚石钎涂技术能够显著降低磨损部件用量,降低能源消耗,具备节材、减排、降耗、提质、增效绿色制造特征,助力我国装备制造业绿色转型升级。
3.1 金刚石涂层旋耕刀
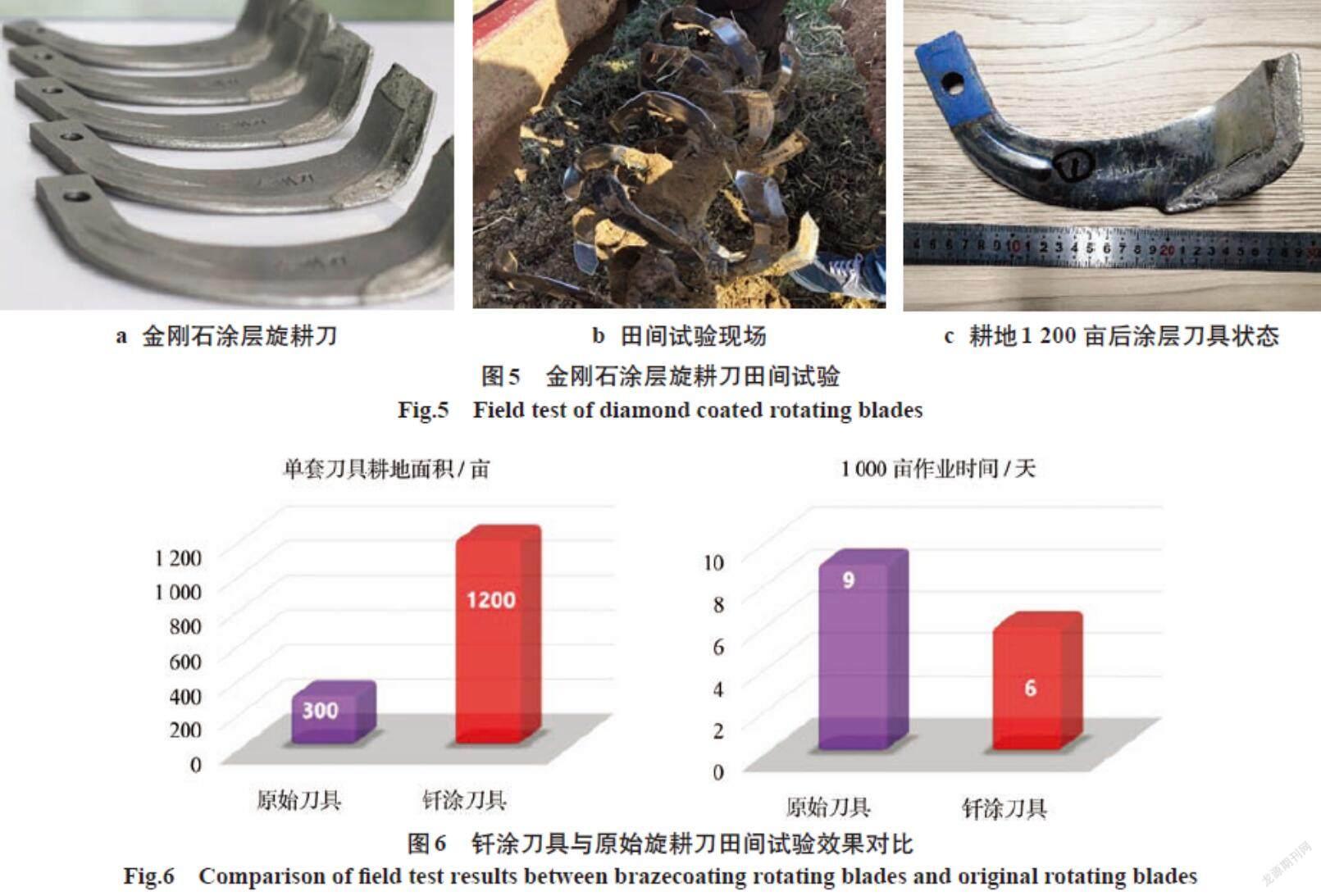
据不完全统计,80%以上的农机触土部件因磨损失效而报废[15]。旋耕刀作为旋耕作业的核心部件,国内年消耗量达数亿把,农耕机械作业 300 亩后需要花费半天时间更换易磨损零部件;农忙季节频繁换刀导致耕作进度大幅延迟,极易错失最佳播种时机,而每晚播一天农作物将减产2%。基于智能农机用旋耕刀典型工况条件,通过优化钎涂工艺,在旋耕刀表面制备0.1~2.5 mm厚度梯度分布的NiCrBSi/金刚石复合耐磨钎涂层,经田间试验验证,在近似条件下,金刚石钎涂刀具的作业寿命可提高到传统刀具的4倍以上,如图5、图6所示。
金刚石涂层旋耕刀增值效益显著,在成本增加不到0.5倍的条件下,寿命提高4倍以上,技术经济性优势显著;可連续作业1 200亩以上,为抢墒播种争取1~2天,实现农作物增产5%~8%。
3.2 金刚石钎涂螺旋输送机叶片
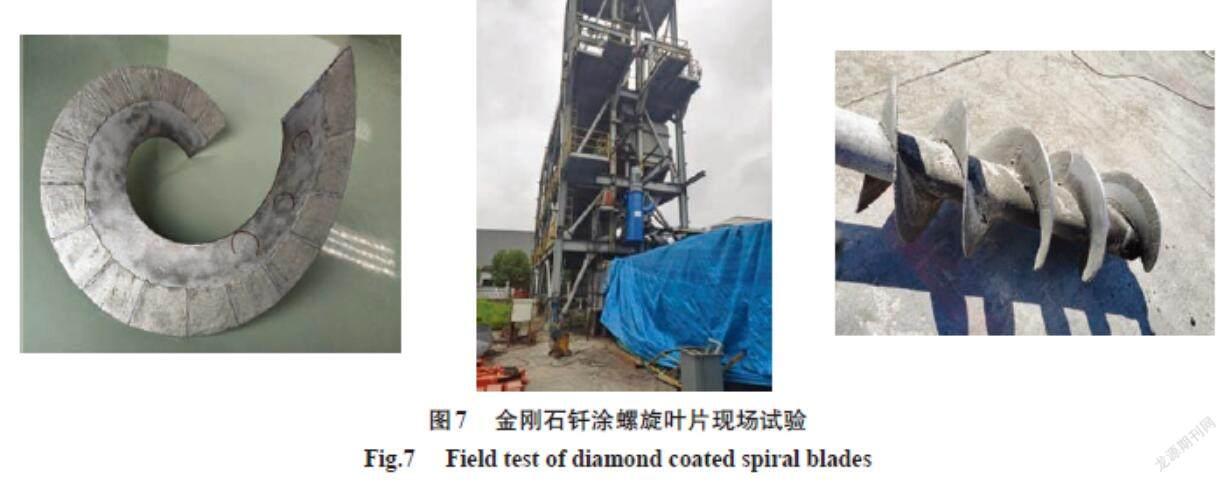
螺旋输送机是一种连续的输送设备,靠转动的螺旋叶片推动物料前进,主要用来运输石子、煤粉、小块煤、水泥、化肥、灰渣、沙子、粮食等各类粉状或颗粒状物料,因此,其工作过程中会发生严重磨损,越靠近叶片边缘,磨损越厉害,不仅增加材料及维修成本,还可能停机停产,造成巨大经济损失。当前主流市场主要通过电弧堆焊铁基堆焊合金、碳化钨堆焊合金、铜基堆焊合金和钴基堆焊合金等增强螺旋输送机叶片的耐磨性,使用寿命延长有限、叶片易变形[2]。采用金刚石钎涂技术制备螺旋叶片NiCrBSi/金刚石复合耐磨涂层,涂层厚度0.1~3 mm从里向外递增分布,经现场试验验证(见图7),金刚石钎涂螺旋叶片在水泥熟料中服役200 h后厚度基本无变化,而普通螺旋叶片磨损严重已不能输送物料,说明金刚石钎涂螺旋叶片的耐磨性能及使用寿命得到了大幅提高;与堆焊叶片相比,钎涂叶片质量大大降低,叶片轻量化有助于我国连续输送设备向环保型、功能型的方向发展。
4 结论
(1)采用钎涂技术制备了NiCrBSi、NiCrBSi/WC、NiCrBSi/金刚石耐磨钎涂层,涂层与基体冶金结合良好,NiCrBSi涂层生成碳化铬、硼化铬、硼化镍等强化相,NiCrBSi/WC涂层中WC颗粒的分布浓度由涂层表面至底部逐渐增大,NiCrBSi/金刚石涂层中金刚石颗粒均匀弥散分布。
(2)NiCrBSi涂层、NiCrBSi/WC涂层和NiCrBSi/金刚石涂层分别进行10 min磨损试验后,NiCrBSi/金刚石涂层失重0.059 1 g,约为NiCrBSi涂层的1/5、NiCrBSi/WC涂层的1/3,表明NiCrBSi/金刚石涂层具有优异的耐磨性。
(3)金刚石钎涂技术在农机触土部件旋耕刀、螺旋输送机叶片上进行工程应用,经现场试验验证,金刚石钎涂旋耕刀、金刚石钎涂螺旋叶片的耐磨性及使用寿命得到了大幅提高,具有显著的技术经济性优势。
参考文献:
[1]武胜金,王星星, 施进发,等. 农机部件表面耐磨涂层的国内外研究现状[J]. 电焊机,2020,50(9):232-238.
[2]马甜甜,王秉钧. 螺旋输送机螺旋叶片的耐磨堆焊探究[J]. 纯碱工业,2018(01):29-31.
[3]徐进,阳义. 水轮机过流部件现场激光熔覆修复和表面强化涂层应用研究[J]. 大电机技术,2020(06):55-61.
[4]田宏涛. 水力机械过流部件材料及防护工艺的抗泥沙磨蚀性能实验研究[D]. 西安理工大学, 2019.
[5]刘广平. 工程机械磨损失效分析和抗磨措施[J]. 农业技术与装备,2010(04):7-8.
[6]陈冠国. 工程机械零部件的磨损失效分析[J]. 工程机械与维修,1995(01):32-33.
[7]王星星,武胜金,李帅,等. 功能性钎涂技术的研究进展与应用现状[J]. 中国有色金属学报,2021,31(01):72-83.
[8]蒋三生,张新. 表面处理提高旋耕刀耐磨性研究现状[J]. 安徽农业科学,2020(01):27-29.
[9]党哲,高东强. 热喷涂制备耐磨涂层的研究进展[J]. 电镀与涂饰,2021,40(06):427-436.
[10]陈艺文,柏洪武,巩秀芳,等. 氧乙炔火焰喷焊镍基复合涂层的显微组织和腐蚀性能研究[J]. 表面技术,2021,50(5):295-302.
[11]毕雅萱,赵帅,许新军. 42CrMo钢表面高频感应熔覆WC增强镍基复合涂层的研究[J]. 粉末冶金技术,2016,34(6):407-412.
[12]裴新军,黄继华,张建纲,等. 碳化铬/铁基自熔合金复合涂层真空反应钎涂[J]. 北京科技大学学报,2006(1):48-51.
[13]秦建,龙伟民,路全彬,等. 金刚石/NiCrBSi钎涂接头组织与耐磨性能分析[J]. 材料导报,2020,34(S2):1457-1461.
[14]周许升,邹伟,龙伟民,等. WC粒度对WC-Ni钎涂耐磨涂层组织性能的影响[J]. 电焊机,2018,48(3):205-210.
[15]张金波,王晨超,王洋,等. 农业耕作机械触土部件土壤磨料磨损研究[J]. 现代化农业,2015(1):52-53.
