基于Android与PLC的采血管贴标系统的研制
2021-10-26李钦林
李钦林
(电子科技大学成都学院工学院,四川 成都 611731)
0 引言
当前,在医院血样采集处,采集工作基本由护士手工完成,手工完成打印标签、粘贴标签和抽血的工作。这种操作方式使护士的工作强度大,容易出现采血管标签错贴和漏贴的错误,且效率低[1-2]。针对该情况,本文开发一套采血管贴标系统用于减轻护士工作强度,提高自动化水平,减少出错情况。该控制系统采用安卓工控机连接扫码枪[3-4]、医院信息系统、PLC和打印机,作为控制系统的联网设备和信息中枢;采用板式PLC作为控制核心[5],依据工控机信息控制机械手、电磁铁夹爪和电动夹爪等部件协调动作;小型电动夹爪作为抓取机构,从不同滑槽抓取采血管;热敏打印机作为不干胶标签打印设备。经测试,该系统各部件动作协调,整体稳定可靠,可完成病人编号扫码、网络读取检测项目信息、标签打印和自动贴标等过程。
1 真空采血管自动贴标系统的设计
1.1 机械结构设计
自动贴标设备由滑槽、机械手、打印机1号、打印机2号、夹爪及其他机械结构组成;其中,机械手由提升机构、电动夹爪和旋转机械臂组成;夹爪为三爪结构,一根在电机带动下进行逆时针旋转,带动采血管转动,起到关键的贴标作用,一根在电磁铁带动下绕点旋转,起到夹紧作用,最后一根为从动,辅助另外2根完成动作。根据上述结构,构建了机械结构的三维模型,如图1所示。
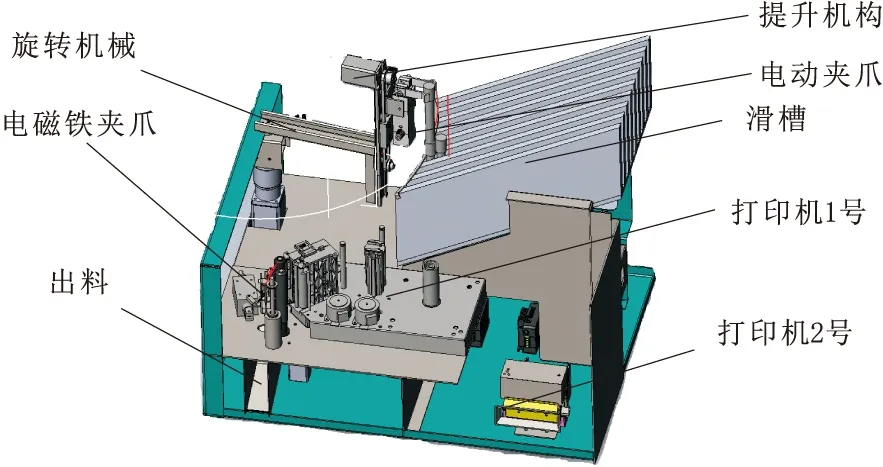
图1 设备结构
1.2 控制系统结构设计
控制系统需从医院信息系统获得病人信息,从而控制机械手、打印机1号、打印机2号和夹爪协调完成标签打印和贴标。系统主要由扫码枪、上位机、键盘、鼠标、显示器、打印机1号、打印机2号、PLC、电动夹爪、步进驱动和光电开关组成,具体组成如图2所示。
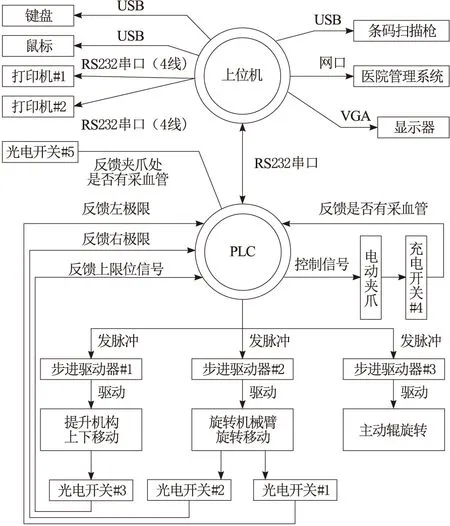
图2 控制系统结构
控制系统配合设备需完成如下功能:
a.由操作人员手动把不同颜色采血管按规定放置到滑槽里。最多可放8种颜色,对应8条滑槽。也可灵活配置滑槽颜色,即多条滑槽为同种颜色。
b.上位机通过扫描枪扫描病人的排队二维码,解析病人编号信息,根据编号信息通过以太网从医院服务器取得病人待检信息,然后向PLC控制器发送开始命令及滑槽号。
c.PLC依据开始命令及滑槽号,控制旋转机械臂旋转到指定编号滑槽,控制提升机构降到指定高度,控制电动夹爪闭合抓取对应颜色采血管,通过光电开关判定成功抓取试管,成功则提升到上限位;然后旋转送达夹爪工位,PLC控制电磁铁动作,夹紧采血管,并向上位机反馈完成信号。
d.上位机向打印机1号和PLC发送打印开始信号,并向打印机发送需打印信息,打印机开始打印;同时PLC控制夹爪处的主动辊带动采血管滚动,打印机适时打印剥离标签。
e.采血管在主动辊带动下,标签粘贴在采血管上。
f.粘贴完成,PLC控制电磁铁松开夹爪,释放采血管,采血管从出料槽处滑落。
g.经人工判断,需补打病人标签,可通过键盘和鼠标操作上位机完成信息设置,通过打印机2号进行补打。
h.设置显示器对病人信息、打印信息和通信信息进行显示或配置。
2 主要模块选型
贴标机为置于普通办公桌上使用的小型设备,所以在选型时优先选用体积小的模块。上位机采用MC-B301安卓嵌入式工控机,完成医院信息系统与PLC之间的信息传递,向打印机发送打印信息。
PLC控制器采用DCX2N-24MT型板式PLC,完成机械手控制[6-7]和打印夹爪控制等。
打印机1号需使用带剥标功能的热敏打印机,故选用MS-LP212B;打印机2号选用MS-NP802型热敏打印机;电动夹爪选用EFG-8小型机械手[8];扫码枪选用NLS-HR32 PLUS V5。
3 软件设计
3.1 上位机软件设计
上位机采用Android Studio作为软件开发平台,软件主要由5个部分组成,具体如图3所示。所有模块的控制、采集信息汇总到主交互界面和通信设置界面。
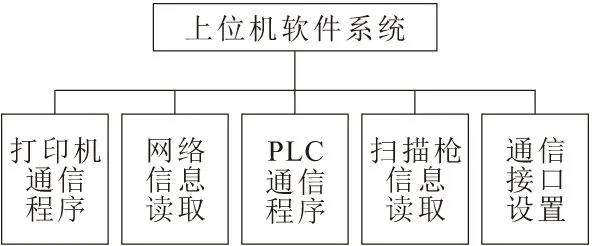
图3 上位机软件总体结构
3.2 PLC软件设计
根据本控制系统的功能和要求,对PLC的I/O地址分配如表1所示。

表1 I/O地址分配表
采用三菱的GX Works2对PLC进行编程,利用梯形图语言进行编程,采用结构化程序法进行设计。通过主程序调用抓取和打印子程序完成整个流程,主程序流程如图4所示。其中,机械手控制模块使用绝对定位指令来完成机械手的定位控制[9-11]。
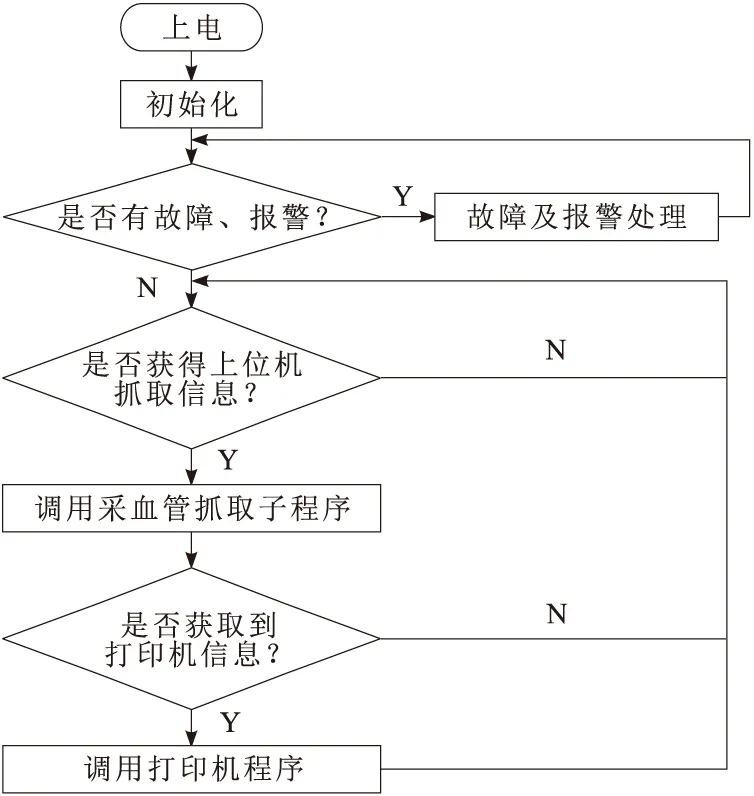
图4 主程序流程
抓取子程序主要完成采血管抓取,并送到电磁铁夹爪处,控制夹爪准确夹住采血管,然后把结果反馈给上位机。程序流程如图5所示。

图5 采血管抓取子程序
打印子程序主要完成采血管打印,并释出采血管到流转盒,然后把结果反馈给上位机。程序流程如图6所示。

图6 打印子程序
4 设备性能测试对比
设备在某医院现场经过1个月测试运行,已达到文中所述功能要求。经测试发现:单根采血管打印贴标完成时间为9 s;连续打印超过2根采血管,第1根采血管打印完成时间为9 s,后续每根平均出管时间缩短为6 s。设备基本满足现场使用要求。
在测试中做了部分关键数据统计,具体如表2所示,总失误率为所有失败情况总数与总打印量的比值。从表2可知,打印过程中存在抓管不成功、抓起后掉落和贴标不符合标准等失败情况,由于控制系统合理配置相应传感器以及相互通信确认,可准确判断各种失败情况,并进行自动补打,始终保证可获得正确数量和正确贴标的采血管。

表2 可靠性统计分析表
相比人工方式,本设备打印贴标效率有显著提升。人工打印贴标方式,平均打印贴标时间超过53 s,因护士6采血时间过长而排除,其余护士平均打印贴标时间占总时间的占比超过34%[12];应用本设备后平均时间为15.1 s,占比降低到12.6%,具体数据如表3所示。在护士采血时间不变的情况下,同样采血工作量,本设备可缩短打印贴标时间,显著降低护士的工作总时长,降低护士工作强度。在现今采血护士普遍工作强度很大的情况下[1],降低护士工作强度具有重要意义。

表3 人工与设备打印贴标效率对比
相比人工方式,应用本设备后错误率有显著降低,人工方式出错率超过17.7%[12],本设备出错率降低到0,具体数据如表4所示。表4中,人工操作,即由护士完成病人信息录入、打印标签和粘贴标签工作;设备操作,即由本文论述设备进行扫码录入信息、打印标签和粘贴标签工作。错误数是采血管选取错误数、错贴试管条码数、漏贴试管条码数之和,其他错误不归入本表。错误率为上述错误数与不合格总数的比值。

表4 人工与设备打印贴标错误率对比表
5 结束语
本文设计了采血管贴标设备配套的控制系统,采用安卓工控机,相比传统Windows系统工控机,具有成本低的优势;采用板式PLC,相比传统PLC具有体积小的优势。通过Android Studio和GX Works2软件平台开发了控制核心的配套程序。经验证,整个系统控制贴标机协调动作,达到预想目标,显著提高了效率,降低了出错概率。该设备具有较高的应用价值。