电力设备的双光束激光除锈工艺研究
2021-10-21吴为
吴 为
(安徽粮食工程职业学院,安徽 合肥 230011)
电力工业被称为国民经济中的基础产业,其运用设备的安全运行关系到千家万户,进而影响着我国的经济发展和社会稳定,因此电力设备的重要性可想而知[1]。在日常生活中,大部分的电力设备常年暴露在户外,受到环境和气候因素的影响,许多设备都出现了金属部分生锈的情况,给人民生活和企业生产埋下了严重的安全隐患。尤其是地处低纬度地带,其全年热量丰富,雨水丰沛,恶劣的自然条件更加剧了电力设备的腐蚀生锈,尤其是贵州地区电力设备生锈腐蚀严重,因此目前电力设备面临着巨大的挑战,电力设备的除锈研究迫在眉睫。
工业除锈的方法可分为化学除锈法和物理除锈法。化学除锈法[2]的根本原理为化学反应的发生,一般使用化学试剂(有机酸或者无机酸)对所需处理的样品进行清洗,在除去样品表面的锈和氧化物的同时保证其金属基体不受损害。化学除锈法的缺点是施工难、成本高且试剂用量不易控制,因此不适用于电气设备的除锈工作。传统的物理除锈法有很多种,例如:手工打磨、机械打磨、火焰除锈等。但是传统的物理除锈法又受施工场所限制、施工慢、耗材多等缺点,不符合电力设备除锈的要求。近年来,新型除锈法-激光除锈受到了越来越多的关注。激光除锈又被称为激光清洗,是指利用激光的高能量、集中性高的特点照射被加工的工件,使得机体表面附着物吸收激光能量后,以熔化、气化挥发、瞬间受热膨胀并被蒸汽带动脱离表面,从而达到净化基体表面的除锈方法[3]。激光除锈法又被分为湿式激光清理和干式激光清理。众所周知,电力设备上产生的锈蚀形貌呈多孔层状且非常疏松,湿式激光对于该状况的锈蚀的清理工作效率非常高,但是湿式激光也存在致命的缺点。湿式激光的使用过程中必然会引入水,水的引入会直接影响电力设备的正常工作,同时水的存在为电力设备的二次腐蚀提供了条件,增加了诸多不稳定性。基于以上分析,为了解决水引入的问题,本文设计并采用了双光束激光除锈,并对双光束激光的选用、激光扫描速度对除锈效率的影响以及双光束激光除锈的机理进行了研究与分析。
1 试验材料与方法
本课题研制的双光束激光除锈装置如图1所示,第一束激光(清洗激光):采用10.6μmCO2脉冲激光器作为清洗用激光器;第二束激光(钝化激光):采用1.06高重复频率Nd:YAG激光器作为钝化激光器除去湿洗时的液体残留进一步使得样品表面钝化。

图1 双光束激光湿洗装置示意图
除锈工艺:使用清洗激光以均一的扫描速度扫过样品表面N次,其扫描次数根据实际锈蚀情况所定,其要求为在保证基体不被损坏的情况下,进行多次扫描除去锈蚀。在进行第N次扫描之前,开启钝化激光,使得双光束激光器以特定的速度扫过样品表面,最终达到除水以及样品表面钝化的效果。
2 试验结果及讨论
2.1 双束激光选用原因分析
脉冲CO2激光器作为第一束激光原因分析:
为了使得电力设备的除锈彻底,清洗激光需要达到以下两个要求:其一,清洗激光最大功率必须达到样品锈蚀的烧烛阈值;其二,平均功率也较高,能够实现较高效率的清洗作业。本文采用10.6μmCO2激光,该激光与紫外、可见与近红外YAG激光特性对比可知,该激光产生的光子不易被电力设备基体所吸收,因此不易对金属基体造成损害;10.6μmCO2激光的波长大,进而说明其穿透性强,更利于光和热在锈蚀内部的扩散传播,进而达到清洗效率高的效果。
高重复频率Nd:YAG激光器作为第二束激光原因分析:
对于钝化激光器的属性要求与清洗激光器的要求大大不同:其一是钝化激光需采用可以产生铁质材料强吸收波长的激光,该属性的激光产热快且多,有利于钝化;其二是钝化激光的穿透深度不能太深,原因为:钝化激光提供的热量使得样品表面钝化,因此激光只需穿透金属基体表面即可,高重复频率Nd:YAG激光器复合钝化激光的要求。
2.2 不同扫描速度的除锈效率对比及分析
激光扫描速度为激光除锈工艺参数中极为重要的参数之一,其直接决定了除锈效率[4]。本文使用功率为19.5W的清洗激光,且激光扫描速率分别为500mm/s,1500mm/s,2500mm/s对样品进行处理。除锈结果如图2所示,图2(a)为采用低扫描速度为500mm/s的除锈效果图,表明了该扫描速度下样品表面的锈蚀大部分可以被除去,但是样品二次氧化严重;图2(b)为采用中等扫描速度1500mm/s的除锈结果,其除锈效果较好,锈蚀几乎全部被处理掉的同时二次氧化也有所减少,因此其在单一扫描速度效果中最佳;如图2(c)为高扫描速度2500mm/s除锈后的样品,该样品表面大部分仍被锈蚀覆盖,除锈效果很差。单一扫描速度难以达到除锈要求的原因分析如下:锈蚀的分布是不均匀的,因此同一个样品上的锈蚀对激光对能量的需求是不同的。如果采用较高能量的激光对样品进行处理,高能量的激光容易致使锈蚀薄而少的地方二次氧化[5]。
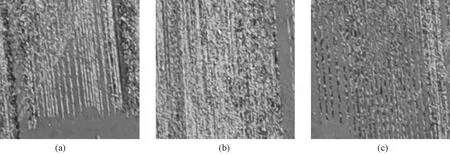
图2 不同扫描速度的除锈效果图
由以上实验结果分析可得知,无论单一激光扫描速度的快与慢,其除锈效果均无法达到理想要求。为了提高其除锈效率,本次实验在单一扫描速度的基础上将速度组合进行除锈测试。表1为实验设计的扫描速度组合以及各扫描速度下的扫描次数,分别将500mm/s、1500mm/s的扫描速度与2500mm/s的扫描速度组合,且控制500mm/s和1500mm/s的扫描次数均为4次,2500mm/s的扫描次数为1次进行实验。
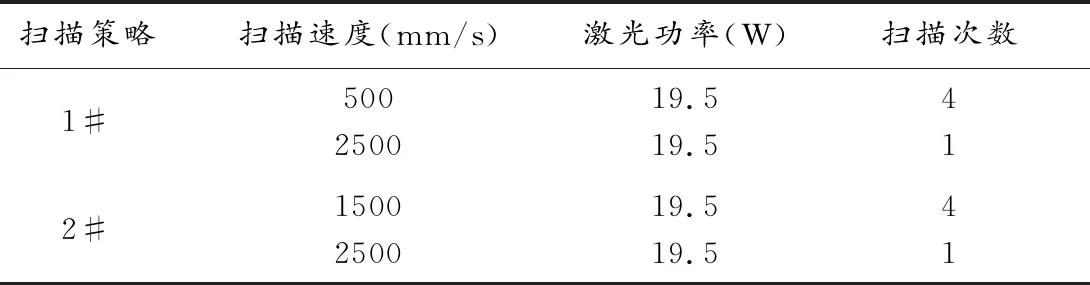
表1 扫描速度组合表
图3为不同组合扫描速度的除锈效果图,图3(a)和(b)分别为1#和2#扫描策略后的效果图,图中显示扫描速度组合除锈效果明显,几乎无残余锈蚀。首先500mm/s和1500mm/s扫描速度的清洗激光对样品表面扫描4次使得样品表面的锈蚀被完全清除;然后采用2500mm/s扫描速度的清洗激光扫描样品1次,其目的为清除二次氧化产物。低/中扫描速度与高扫描速度组合比单一扫描速度获得了很好的除锈效果。从图3中可以发现,1#样品上的残余锈蚀少于2#样品,因此500mm/s和2500mm/s组合的除锈效果要好于1500mm/s和2500mm/s的组合。
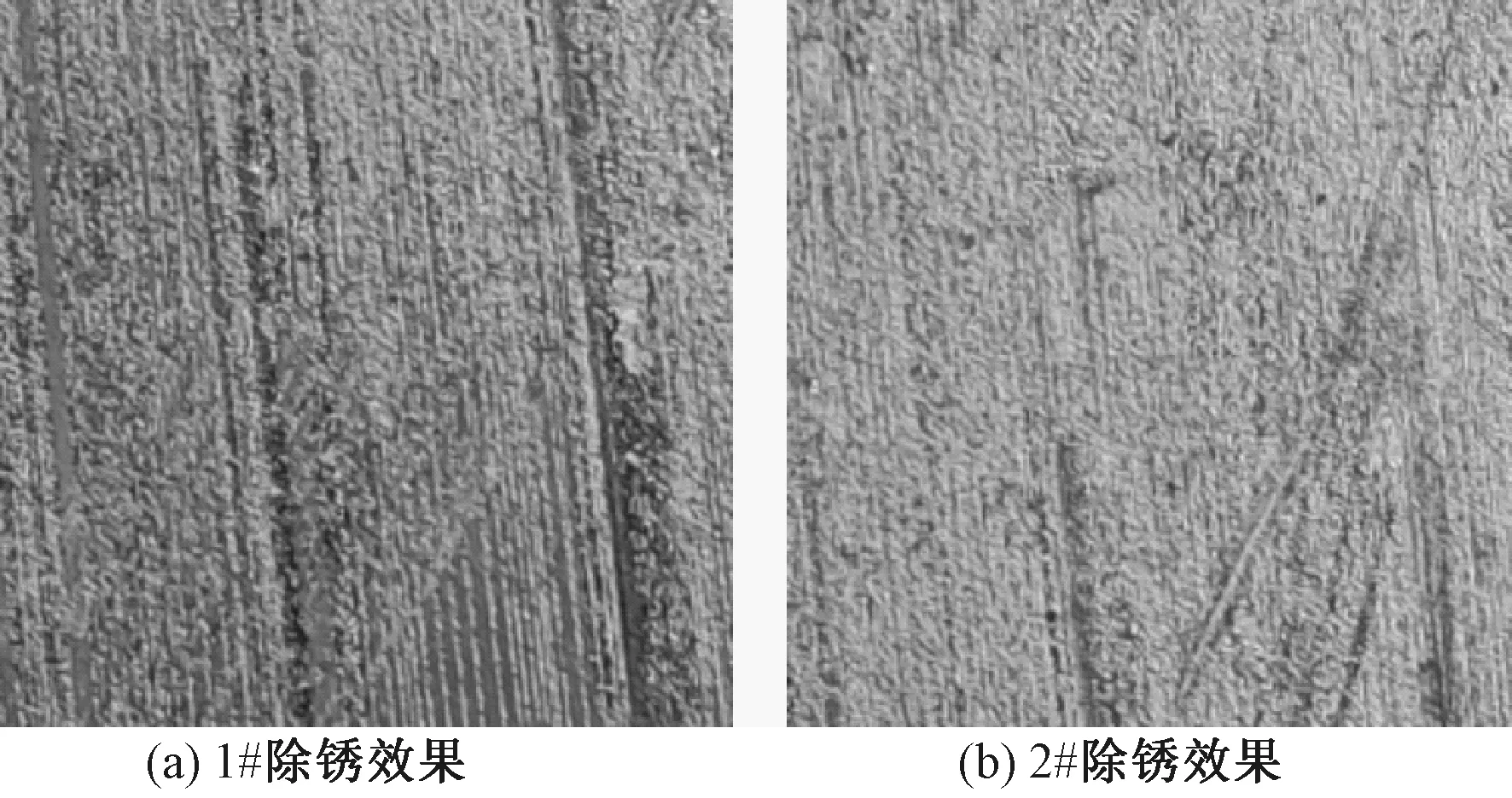
图3 不同组合扫描速度的除锈效果图
2.3 双光束激光除锈的机理分析
图4为激光除锈示意图,当激光以特定的速度扫过样品表面时,样品表面锈蚀被除去的过程为光热除锈、光物理除锈与光化学除锈三个过程共同作用,最终使得锈蚀离开基体表面。当激光照射到电力设备金属基体表面时,激光能量以热能的形式在锈蚀和金属基体中扩散传播,使得基体表面的温度剧烈上升,对基体表面的锈蚀产生热冲击和热震动,进一步促使锈蚀离开基体表面,该过程被称为光热过程[6]。光物理与光化学除锈过程机理大致相同,都是破坏物质间的作用力,进而使锈蚀脱落。但是光物理过程是锈蚀和金属基体吸收激光的能量,该能量可破坏基体与锈蚀、锈蚀与锈蚀之间的物理作用力,一般为静电力、范德华力,物理作用力被破坏后,大块的锈蚀分解为小块的[7]。光化学过程主要是材料基体表面的锈蚀吸收激光的能量后,锈蚀中的原子或者分子被激发,进一步化学键被破坏,使得被激发和被电离的原子被发射而离开基体表面[8-9]。最终锈蚀被激光通过物理和化学的方式清理出基体表面,同时基体不被损害。
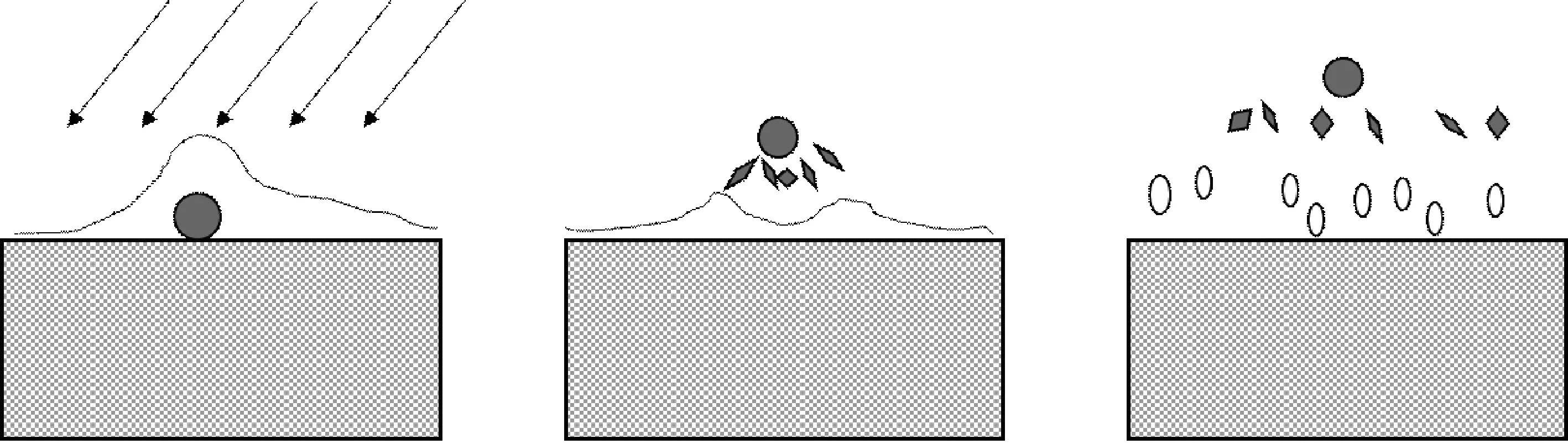
图4 激光除锈示意图
3 结论
(1)脉冲CO2激光器和高重复频率Nd:YAG激光器适合被用于电力设备的除锈设备,双光束激光的设计直接解决了湿式激光除锈会在电力设备上引入水的弊端,且其除锈后的样品的表面钝化,进一步保护电力设备材料基体。
(2)单一扫描速度的激光除锈效果不佳,但1500mm/s的扫描速度最佳。组合扫描速度使得除锈效率大幅度提升,在激光功率为19.5W的基础上,将500mm/s和2500mm/s的扫描速度组合,且分别扫描次数为4次和1次时,其除锈效果最佳。
