基于光固化3D打印的陶瓷快速无模成型技术的研究进展
2021-10-21杨娜娜刘浩锐贺立群
杨娜娜,刘浩锐,贺立群,刘 馨
(陇东学院 机械工程学院,甘肃 庆阳 745000)
陶瓷材料作为三大固体材料之一,具有优异的耐磨性能、相对较低的密度、良好的隔热性能、突出的高温性能和优秀的防腐性能等优势,在航空航天、生物医学、化工能源、机械生产等领域应用广泛[1,2]。随着工业技术快速发展和材料应用领域不断拓展,对高性能陶瓷的需求量日益增大,比如在航空航天领域,耐高温、抗氧化的高性能陶瓷成为高温热端部件如发动机燃烧室、尾喷管等部位的理想替代材料[3]。在生物医学领域中,具有良好的耐磨性、抗生理腐蚀性和生物相容性的高性能陶瓷,可用于人体关节、齿科等硬组织的修复和替换,有相当大的应用潜力。但由于其硬而脆的特性使得加工制造复杂、高精度的陶瓷构件的难度增加,成本变高。传统的注射成型、注浆成型、直接凝固注模成型、凝胶注模成型等胶态成型工艺需借模具,成型精度有限难以获得形状特别复杂的部件,因此无法满足小批量的个性化定制产品和零件原型制造的要求[4,5]。
近年来,基于快速成型的陶瓷零件直接制造技术(也称3D打印技术)由于无需模具、研发周期短和制造成本低等优点在复杂陶瓷零部件的成型制造方面得到快速发展,成为陶瓷材料成形研究的热点[6]。现在应用于陶瓷零件制备的快速成型技术主要有选择光固化成型技术(SLA)、选择性激光烧结技术(SLS)、熔融沉积成型技术(FDC)、叠层实体制造技术(LOM)、喷墨打印成型技术(IJP)。在这些快速成型工艺中,光固化工艺具有成形精度高、表面质量高的优势成为最有前景的先进陶瓷成型技术之一[7]。据此,本文从材料和成型特性两个层面进行了介绍和综述。
1 光固化工艺过程
陶瓷光固化技术是将陶瓷粉末加入可光固化的溶液中,通过高速搅拌使陶瓷粉末在溶液中分散均匀,制备高固相含量、低粘度的陶瓷浆料,然后使陶瓷浆料在光固化成型机上直接逐层固化,累加得到陶瓷零件素坯,再通过后续的加热脱脂工艺,将坯体零件中作为粘接剂的有机成分通过高温排除,得到零件素坯后,进行烧结工艺,得到致密化的陶瓷零件,如图1所示。陶瓷光固化体系浆料一般由陶瓷粉体、光固化单体、光引发剂、分散剂、稀释剂等组成,由于微纳米陶瓷粉体的加入,使得陶瓷浆料的打印比普通树脂更加地困难。陶瓷粉体的加入不仅使陶瓷浆料的粘度增加造成打印过程困难,也容易引起缺陷,同时陶瓷颗粒会对光产生散射作用,引起打印精度降低[8]。因此陶瓷浆料的制备特性和光固化成型特性成为目前研究的热点。

图1 光固化3D打印陶瓷制备流程
2 光固化陶瓷成型的特性
陶瓷浆料制备完成后,需在3D打印机中固化成型。光固化成型参数包括设备的工艺参数和树脂的光敏参数。设备的工艺参数如激光功率、扫描速度、扫描间距等可根据树脂进行调整,光敏参数则与树脂本身相关,这些参数均对成型件的形貌精度和力学性能产生重要影响。衡量树脂的光敏特性的参数有2个,即临界曝光量和透射深度[9]。这两个参数反映了该光敏树脂对于激光的吸收能力及固化难易程度,只有明确这两个参数,才能制定合理的3D打印参数。与传统光敏树脂固化过程不同,陶瓷浆料中存在大量悬浮的陶瓷颗粒,这些陶瓷颗粒对光会产生吸收和反射作用,导致陶瓷浆料在厚度和宽度方向上均表现出与普通光敏树脂不同的固化特性。
2.1 散射对固化厚度的影响
Jacobs[10]根据Beer-Lambert定律推导的单条固化线厚度的理论方程如公式(1)所示。
(1)
其中,Cd为固化厚度;E为激光在陶瓷浆料表面的曝光量;Dp为透射深度,也称为厚度方向树脂对光的敏感系数,即激光密度降到1/e(37%)所对应的深度;Ec为陶瓷浆料在厚度方向的临界曝光量,与光引发剂、单体系统及陶瓷固相含量有关,可以通过测量陶瓷浆料的固化厚度及曝光量,利用公式(1)得到Dp和Ec这两个参数。对于给定配方的陶瓷浆料其透射深度与陶瓷浆料固相含量、粒径及陶瓷颗粒与预混液折射率之差有关。与传统光敏树脂固化过程不同,陶瓷浆料中存在大量悬浮的陶瓷颗粒,这些陶瓷颗粒对光会产生吸收和反射作用,对树脂中光的传输产生衰减,如图2所示[11]。陶瓷粉体的折射率与光敏树脂单体的折射率之差决定了散射作用的强弱,两者之间的差越大,则散射作用越强。
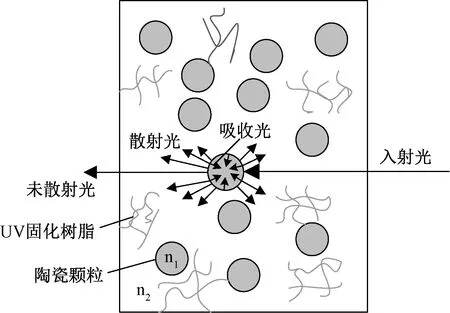
图2 陶瓷颗粒对激光的散射和吸收
散射和吸收是影响固化形貌的主要因素。如图3所示,普通光敏树脂没有散射发生,因此固化截面形貌反映了入射激光的能量密度分布,呈子弹状结构。而陶瓷浆料由于存在散射,其固化厚度减小,固化宽度增加,呈现蘑菇状结构,因此陶瓷浆料的固化线的深度和宽度不仅取决于光吸收,也受陶瓷颗粒的散射影响[12]。
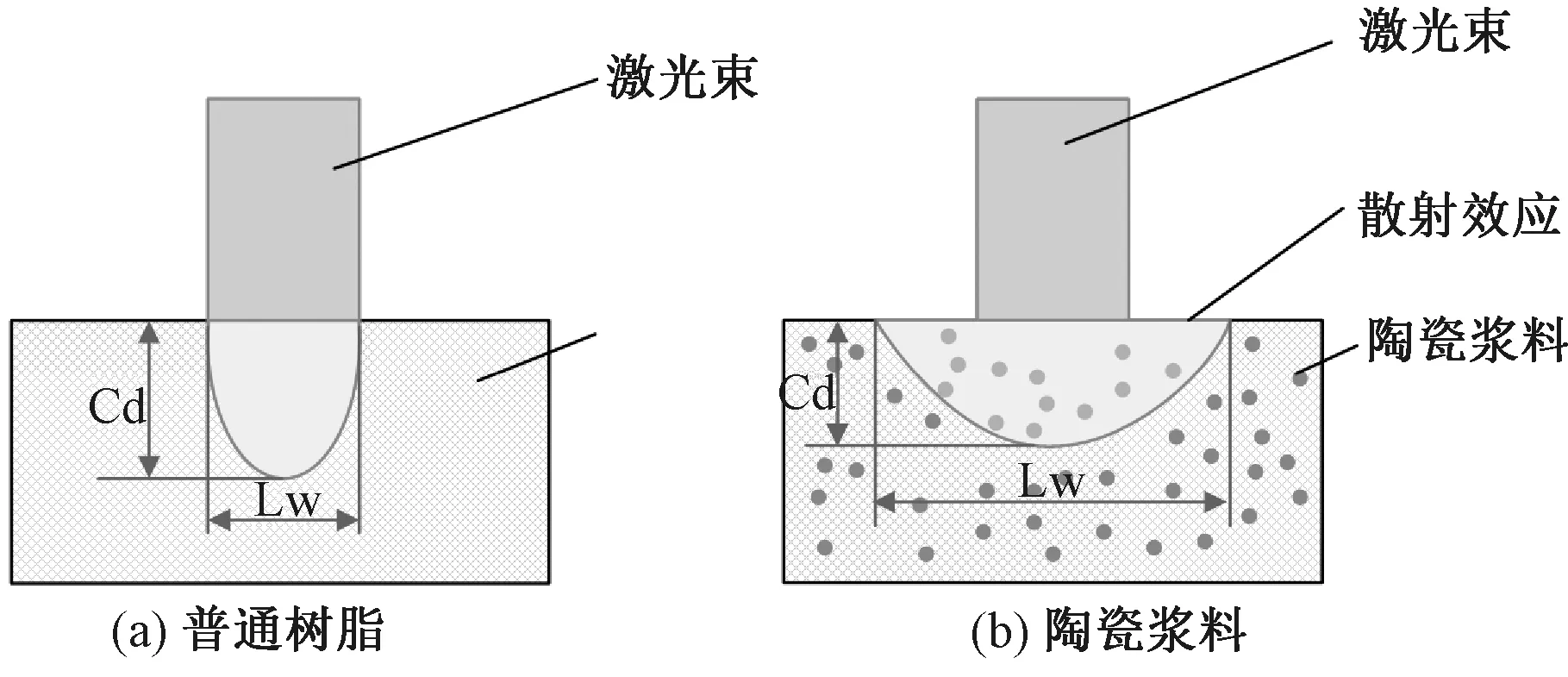
图3 光敏树脂固化线横截面形貌图
按照公式(1),Cd与工艺参数E和材料参数Dp和Ec有关。而陶瓷浆料的透射深度Dp主要受到陶瓷粉体对光的散射的影响,目前关于散射的理论模型很多,但由于散射环境的复杂性,尚无一个明确的定论。Griffith等[13]推导出散射为主因的透射深度公式如公式(2)所示,并验证了其有效性。
(2)
其中,d为陶瓷颗粒的平均直径,φ为固相含量,Q为散射效率因子,通过实验验证推导出适用于非吸收陶瓷颗粒悬浮液散射效率因子模型,如公式(3)所示。
(3)

Tomeckova等[14]提出了光在陶瓷浆料中的衰减的预测模型,从光吸收角度推导出了透射深度Dp模型,如公式(4)所示。
(4)
其中,S为散射项,反映了陶瓷颗粒对光的散射效应,与散射长度(lsc)呈反比,定义为S=1/lsc;A为吸收项,反映了惰性染料和光引发剂对光的吸收效应,定义为A=εPcP+εDcD,其中光引发剂引起的吸收项为光引发剂浓度cp和消光系数εp的乘积,惰性染料引起的吸收项为惰性染料浓度cD和消光系数εD的乘积。因此公式(4)可写成公式(5)的形式。
(5)
从公式(5)可以看出在散射很大的陶瓷体系中,lsc很小,透射深度主要由散射长度决定。当陶瓷体系的散射很小时,透射深度主要由光吸收决定,其固化形貌和传统的光敏树脂相似。陶瓷在树脂中有两个作用,通过散射使光产生衰减表现为公式里的lsc项,通过稀释光敏树脂降低固化效率,表现为公式里的系数1-φ。
受到陶瓷浆料复杂因素的影响,比如颗粒尺寸的不均性,非孤立性,陶瓷颗粒的吸光性,光敏树脂单体的吸光性等,目前的散射理论模型具有一定的局限性,更多的研究聚焦在经验公式和规律上。Gentry等[15]研究了折射率差及Al2O3固相含量对固化厚度和宽度的影响,结果表明固相含量增加,深度衰减因子增大,但对宽度衰减因子和临界曝光量没有影响;折射率差增加,宽度衰减因子增大,而深度衰减因子没有变化。与较大的折射率相比,当激光功率增大时较小的折射率材料固化厚度和宽度增加幅度较大。Sun等[16]通过数值模拟计算表明陶瓷颗粒尺寸与光源波长尺寸接近时,光的散射最强,树脂与陶瓷颗粒的折射率差别越大,光的散射越强。
2.2 散射对固化宽度的影响
根据Jacobs,光敏树脂的固化宽度同固化厚度一样均满足Beer-Lambert方程。但对于陶瓷浆料,对于受到侧向散射的影响,其固化宽度大于激光束的直径,因此需要对传统公式进行系数修正。Gentry等[17]把固化宽度(Cw)分成两部分,即激光束照射宽度(Wbeam)以及散射引起的扩展宽度(Wex),扩展宽度如公式(6)所示。
(6)
其中,EW为宽度方向的临界曝光量,DW为宽度方向树脂对光的敏感系数。由于宽度方向存在纯的散射引起的固化,因此其固化参数DW和EW与厚度方向的固化参数Dp和Ec不同,如图4所示[18],宽度方向的临界曝光量要明显大于厚度方向的临界曝光量,同时宽度方向的树脂对光的敏感系数更大。
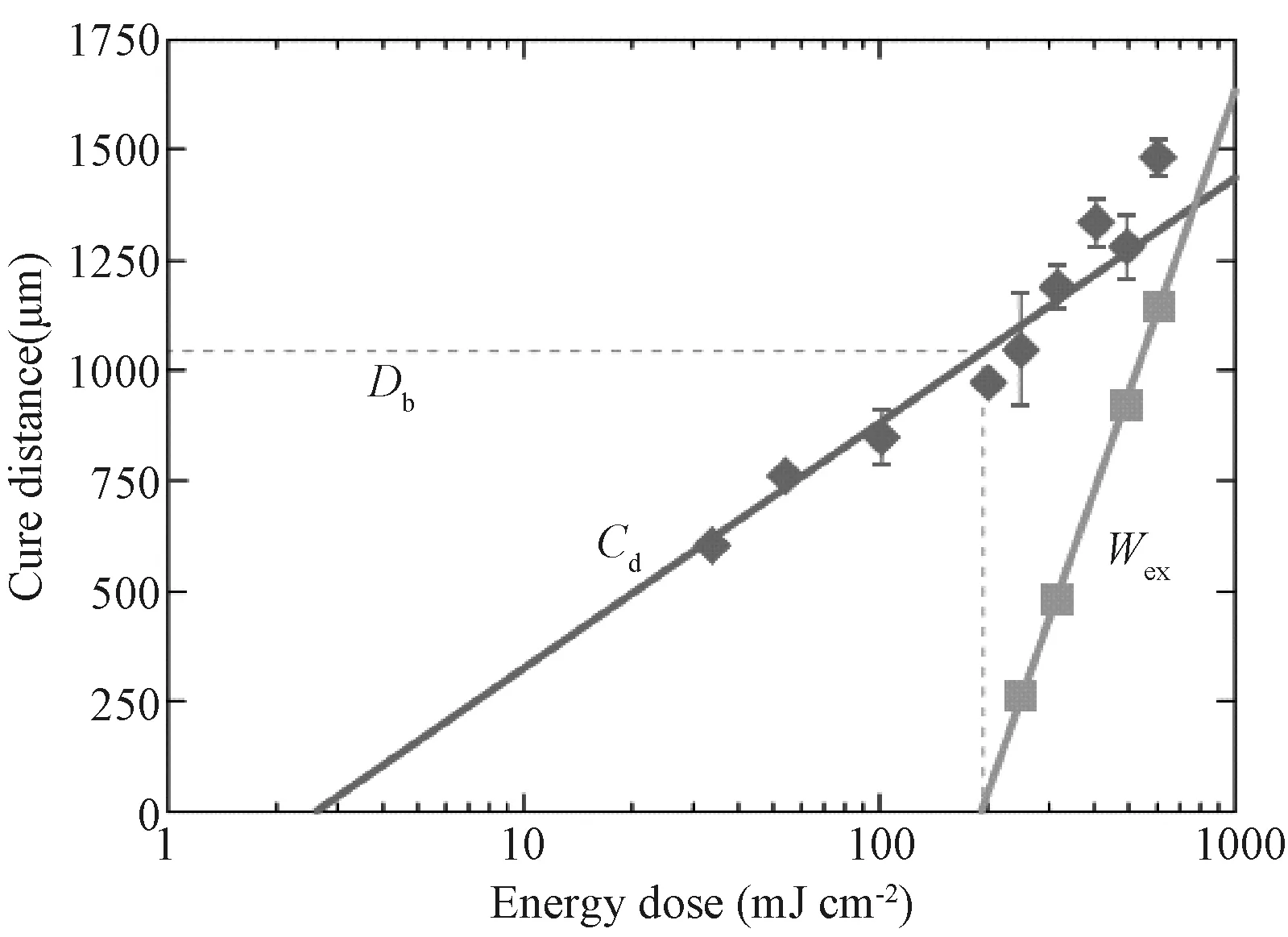
图4 40%SiO2陶瓷浆料固化厚度Cd和固化宽度Cw与激光曝光量的关系[18]
树脂固化的截面为抛物线状,最大的固化宽度在打印表面层,因此Jacobs[10]通过几何关系推导出了固化宽度和固化厚度的关系式,如公式(7)所示。
(7)
其中,W0为激光斑点高斯半径。在3D打印过程中,当W0和Cd保持不变时,Cw只与Dp有关。由于受到陶瓷颗粒散射的影响,陶瓷浆料的透射深度小于普通树脂,因此陶瓷浆料的固化宽度大于普通树脂,当陶瓷浆料的散射效应增强时,透射深度变小,固化宽度增大,如图5所示。Gentry等[15]认为固化宽度受陶瓷固相含量影响较小,而与折射率差直接相关。折射率越小固化宽度越小,但较小的折射率差意味着随着入射能量的增加其固化宽度增加的幅度也越大。
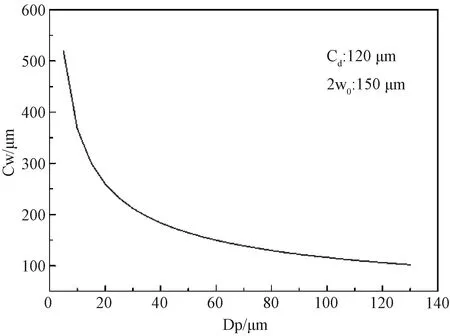
图5 固化宽度与固化厚度的关系
3 光固化陶瓷浆料制备特性
在陶瓷的光固化成型过程中,光固化体系浆料的配制是至关重要的,这个过程直接决定陶瓷的光固化成型过程能否实现并影响光固化成型陶瓷制品的质量。浆料配制的过程是将一定固含量的陶瓷粉末均匀地分散在具有光固化特性的液态光敏材料中,制作成为同样具有光固化特性的液态浆料。为了能够获得结构致密、强度足够的陶瓷制品,制备的陶瓷浆料必须满足一定的条件。由于光固化成形过程中逐层累积的特征,要求浆料具有较好的流动性和较低的粘度以保证其具有一定的自展平能力;同时尽可能地提高浆料中陶瓷的固含量,以获得理想的脱脂和烧结性能,在烧结后得到致密度较高的陶瓷制品;浆料需要具有合适的固化厚度和固化宽度以保证坯体具有足够强的层间结合力和较高的精度。
3.1 粘度
陶瓷粉体的加入会急剧提高体系的粘度,引起颗粒的团聚和沉降,为了保证陶瓷浆料具有一定自展平能力以提高打印效率,陶瓷浆料的粘度在30S-1的剪切速率下不能超过5Pa·s[19],所以选择合适的高分子单体和分散剂使得体系在高固相含量下保持较低粘度是浆料配制的关键。
由于陶瓷颗粒表面存在大量的羟基使得颗粒易于团聚,颗粒越细小,团聚越严重,因此相比较水性树脂,使用非水性的树脂更易于形成悬浮的陶瓷浆料。目前解决粘度和团聚问题的主要方法之一是通过添加分散剂将亲水陶瓷颗粒表面转化为疏水特性。Sun等[20]对比了使用油酸(OA),硬脂酸(SA),硅烷偶联剂(KH570),Disperbyk(BYK)以及Variquat CC 42 NS(CC)作为丙烯酰胺吗啉(ACMO)和聚乙二醇丙烯酸酯(PEGDA)基的表面活性剂改性ZrO2粉末制备浆料的效果,放置20天后,BYK,KH560和OA分散效果优于SA和CC,其中BYK仅需要2wt%就可以达到较好的分散效果,3wt%就可实现最低的粘度。除了小分子的分散剂,也常利用聚合物分散剂的空间位阻效应减轻浆料的粘度和团聚。Zhang等[21]研究了KOS110,KOS163和Solsperse 17000三种聚合物分散剂的作用机理以及对粘度的影响,通过FTIR表明聚合物分散剂的锚固基团通过化学作用吸附在ZrO2颗粒表面,另一端的溶剂链延伸到分散介质中,使得相邻颗粒上的聚合物因体积效应而排斥,导致空间位阻,其中KOS110分散剂-COOH与颗粒表面的双重作用使得KOS110作用的陶瓷浆料具有更强的分散性和更低的粘度,分散剂浓度为2wt%时粘度最低。除了利用分散剂降低浆料粘度,还可以通过提高温度降低粘度。Dufaud等[22]将以HDDA和SOMOS6110为基体的含有23vol%PZT的陶瓷浆料从20℃加热到60℃时,粘度从1.95Pa.s降到0.35Pa.s。分散剂对陶瓷浆料的流变行为的影响由陶瓷粉末的性质,分散剂和单体的成分共同决定,因此应根据具体的陶瓷浆料配方选择合理的分散剂,制定合理的分散参数。
3.2 固相含量
应用于SLA的陶瓷浆料必须满足工艺和性能要求。为了避免在脱脂和烧结环节产生缺陷,陶瓷浆料的固相含量不能少于40%[23]。而高的固相含量很容易引起颗粒沉降,分布不均匀,铺层困难的问题,导致打印缺陷以及胚体性能不均匀。同时,高的固相含量会引起打印精度下降。Hu等[24]设计了铺层搅拌储存三功能DLP双刮刀系统减少高固陶瓷浆料打印过程中颗粒沉降及不均匀问题,通过给低折射率的SiO2陶瓷浆料添加吸收剂增加衰减系数以及给高折射率的Al2O3和ZrO2陶瓷浆料添加抑制剂增加临界能量密度来控制层厚。
从公式(2)和公式(3)可以看出固化厚度与固相含量呈反比。Griffith等[23]在折射率为1.382的水性树脂中加入不同含量的SiO2、Al2O3,随着固相含量增加,两种粉末的固化厚度均减小,但是折射率较高的Al2O3,其固化深度随着固相含量变化幅度较小。两种树脂的固相含量增加到50vol%时,在1500mJ/cm2的激光照射下,固化厚度分别达到了360μm和300μm,远大于最低固化厚度要求。而把高折射率的Si3N4加入折射率为1.382的水性树脂中时,即使固相含量降低到10vol%其固化厚度也仅有21μm,远低于固化厚度要求。固相含量增加会引起偏聚和沉降,对于粗颗粒陶瓷浆料(平均粒径大于50μm),还会引起陶瓷制件的颗粒偏析。Bae等[25]通过向粗颗粒陶瓷粉末中混入不同比例的细颗粒陶瓷粉末来解决SiO2固相含量增加引起的偏析问题,研究发现对于60vol%固相含量的陶瓷浆料,如果全部使用粗颗粒陶瓷粉末,其300s的沉降距离为435μm,而当粗细颗粒陶瓷粉末的比例为1∶1时,其沉降距离降到40μm。固相含量增加引起偏聚和沉降的同时,也会导致粘度急剧增加。Zhang等[21]利用2wt%KOS110为分散剂研究了ZrO2固相含量对陶瓷浆料分散行为和流变行为的影响,结果表明当固相含量小于60vol%时,陶瓷浆料呈现出牛顿流体行为,当固相含量大于60%时,陶瓷浆料粘度急剧增加,呈现剪切增稠行为。
3.3 固相与树脂基体的折射率差
根据前面所述,陶瓷浆料的Dp与△n2呈反比,因此陶瓷材料和树脂基体的折射率均会对固化厚度和固化宽度产生影响。折射率差越大,陶瓷浆料对光散射作用越强,固化厚度越小,导致层与层之间的粘接强度减小。同时较强的散射作用也会引起固化宽度增加,从而导致成型件的精度变差。目前常用的光固化3D打印陶瓷粉末折射率如表1所示,对于高折射率的陶瓷粉末如Si3N4、ZrO2以及PZT,打印高固含量的陶瓷浆料具有很大的挑战。研究表明通过匹配树脂基体和陶瓷粉体的折射率可以减少散射效应。Griffith等[23]将50vol%的SiO2粉末加入不同折射率的水性树脂中,发现当Δn2从0.0317减小到0.0142,Cd从250μm增加到700μm,即基体树脂折射率仅改变4%就可以导致固化厚度增加三倍。Aloui等[26]通过调整树脂基体的折射率匹配所混合的陶瓷粉体的折射率减少散射效应,研究发现混合树脂的折射率与单体的含量呈线性关系,结果表明10vol%的甲基丙烯酸缩水甘油酯(Bis-GMA),40vol%的二甲基丙烯酸二缩三乙二醇酯(TEGDMA)与50vol%的SiO2的混合物散射系数最低。因此对于折射率为1.7左右的Al2O3,可以采用较高折射率的溴化环氧树脂匹配,而对于折射率过高的陶瓷粉体如ZrO2,目前没有折射率与之匹配的树脂。对于高折射率陶瓷粉体制备的浆料,其固化厚度较低,因此需要设置较小的层厚与之匹配。

表1 不同类型的陶瓷颗粒与树脂基体的折射率
4 结论
本文从陶瓷浆料制备和打印工艺两个方面对光固化陶瓷3D打印的技术特点进行了分析和总结。由于光固化技术在制备复杂结构、高精度陶瓷零部件方面具有明显优势,因此国内外学者进行了大量的研究,也取得了突破性的成果,但是在材料制备、工艺优化等方面仍存在很多棘手的问题迫切需要解决。制备高精度高性能的陶瓷零部关键在于高固含量和低粘度的陶瓷浆料配制,这也是目前存在的难题之一。对于高折射率陶瓷粉末,降低散射效应提高打印精度是亟需解决的另一难题。
