全自动高空跨线铁液输送系统的应用
2021-10-17李百强刘小龙
孙 政,李百强,刘小龙
(1.胜地汽车零部件制造有限公司,山东 烟台 264000;2.中国汽车工业工程有限公司,天津 300113)
近年来,由于各铸造厂都越来越注重安全、环保、绿色、自动化生产,从电炉到浇注机之间的铁液自动输送系统得到了广泛的应用。铁液自动输送系统是通过转运设备的自动转运,把铁液由电炉输送到浇注机,改变了原来传统的人工操纵天车或叉车进行铁液运输的方式,把人从高温环境中解放出来,提高了人员安全性,改善了人员作业环境,节省了人力资源,同时大大提高了输送速度。本文主要介绍一种全自动跨线铁液输送系统在铸造工厂的应用。
1 应用环境
本项目是在老车间内改造,车间有两条平行的垂直挤压造型线,每条线应用一台底注式浇注机进行浇注,共用四台电炉进行铁液冶炼,电炉布置在两条造型线的一侧,与造型线垂直,车间布局比较紧凑。原来的生产方式为人工操作天车吊运铁液包,同时为两条线的浇注机补充铁液,铁液补充采用人工倒包形式。这种生产方式存在的问题:1)安全性差:由于采用人工操作天车输送铁液包,铁液包直接在设备上方通过,安全性差,易出安全事故;2)人员作业环境差:操作工人长期处于高温多烟尘的生产环境中,舒适感很差;3)铁液输送过程中产生大量烟尘:由于设备布局所限,无法设置烟尘收集装置,车间内烟尘汇积,环境很差。为解决上述问题,提出了建设一条跨线运输铁液的自动输送线。
设计要求:1)实现从四台电炉炉体前到两条造型线浇注机处的铁液包全自动输送;2)实现每8 min分别为每条造型线输送一包铁液并倒包完毕;3)实现输送线环保除尘的配置要求,全程进行抽风除尘;4)实现倒包位置与造型线浇注机位置的随动;5)保证车间通道正常使用;6)确保输送安全。
2 主要技术参数与特点
生产节拍:平均每4 min 输送一包铁液,铁液包容量1.8 t,配套4 套8 t 电炉炉体,每条线配一台2 t浇注机。生产线每天工作24 h,每周工作6 天。
铁液输送系统为两条垂直造型线的浇注机交替输送铁液,两条线的输送采取集中控制与单独控制相结合的自动化生产方式,兼顾自动化生产与特殊需求生产的需要,自动化程度高,生产灵活可靠。
铁液输送系统的安全要求较高,为保证生产的安全可靠性,关键设备均采取双备份冗余设计理念,力求降低设备总体故障率,并且做到一旦出故障后保证人员安全和设备安全。
铁液输送系统兼顾车间除尘系统。在铁液输送的全程,均设置了除尘管路系统及除尘烟罩进行抽烟除尘:在电炉前的铁液转运车上设置了车载除尘器,在输送全程对铁液包进行了封闭除烟尘;在输送线上方和铁液倒包位置上方全程设置了吸烟除尘罩。通过以上布置把铁液包产生的烟尘进行了有效收集,并把烟尘吸收到除尘器内进行了处理,很大程度上减少了车间的烟尘排放。
3 铁液输送系统布局
铁液输送线布局如图1 所示,电炉前铁液输送系统由炉前接铁液转运车、中间摆渡转运车组成。转运车采用车载控制系统,并配备铁液包升降包盖和车载除尘器,用于铁液包的烟气收集处理。转运车上配备称重装置,对铁液进行称重。
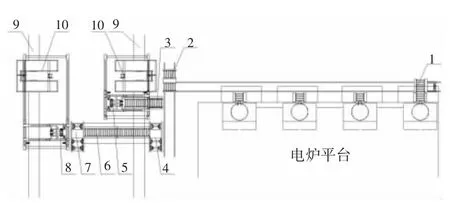
图1 输送线布局图
中间摆渡转运车分别与两条线的举升装置和提升机对接,交替把铁液包输送到两条线上。举升装置和提升机把铁液包举升,跨越造型线(跨越路线下方设置防护装置),将其输送到铁液倒包位置。
两条线的倒包位置设置铁液倒包机械手。倒包机械手由机架、可移动的大车、小车和升降机构组成,可以让铁液包在三个方向上实现自动输送,在倒包位置进行铁液倒包。
本铁液输送系统的设计难点之一在于高空跨线输送。由于一条造型线距离电炉较远,中间隔着另一条造型线,同时还要保证两条线之间的车间通道能够正常使用,因此从地面无法穿越输送铁液包。本项目采用了高空输送机进行输送,配套两台提升机,把铁液包从电炉处输送到倒包机械手处,供机械手提取并进行铁液倒包。本设计既满足了铁液包输送工艺需求,也保证了输送的安全性,同时还保证了车间通道正常使用的要求,预留了约3 m宽度的车间通道,供车间叉车正常进出。如图2 布置图所示。
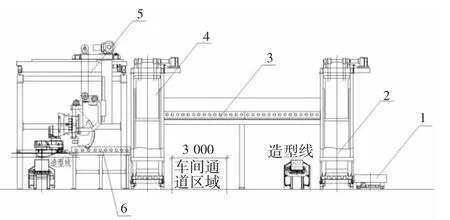
图2 输送线过跨布置图
4 铁液输送系统工艺流程
铁液运输工艺流程:铁液包炉前接铁液→炉前接铁液转运车运输铁液包到中间摆渡转运车→铁液包被中间摆渡转运车输送到举升装置(或提升机)上→举升装置(或提升机)举升,与过跨辊道对接→铁液包被输送到过跨辊道上→通过过跨辊道把铁液包输送到铁液倒包机械手取包处→倒包机械手托起铁液包→铁液包移向浇注机→铁液倒入浇注机→倒包机械手带着空铁液包返回过跨输送机→空包通过过跨输送机被输送回举升装置(或提升机)等待→中间摆渡转运车输送铁液包到炉前接铁液转运车→炉前接铁液转运车运输铁液包到电炉前→接下一包铁液。
底注式浇注机与铁液输送系统之间可以进行数据通讯。在浇注机位置变动后,倒包机械手可以根据通讯自动找到变动后的位置,把铁液包输送到该位置进行铁液倒包。由于垂直造型线的砂型尺寸、浇口位置都有可能变动,浇注机的位置随时可能会发生变动,这就要求倒包位置也要随着进行变动,本铁液输送系统的此项功能就显得必要。
5 铁液倒包机械手
为适应铁液倒包位置在三个方向上的位置调整需求,本项目特别开发了铁液倒包机械手,如图2所示。其结构包括沿造型线方向移动的大车,垂直造型线方向移动的小车,升降提升装置以及翻转倒包机械手。在三个维度上进行铁液包的位置移动,所有的移动和升降均采用硬轨导向,保证导向精度和设备定位精度;倒包机械手可以根据数据通讯自动找准浇注机受铁液口位置,倒包时可以根据需要自动调整倒包曲线,满足倒包铁液不外溢的要求。
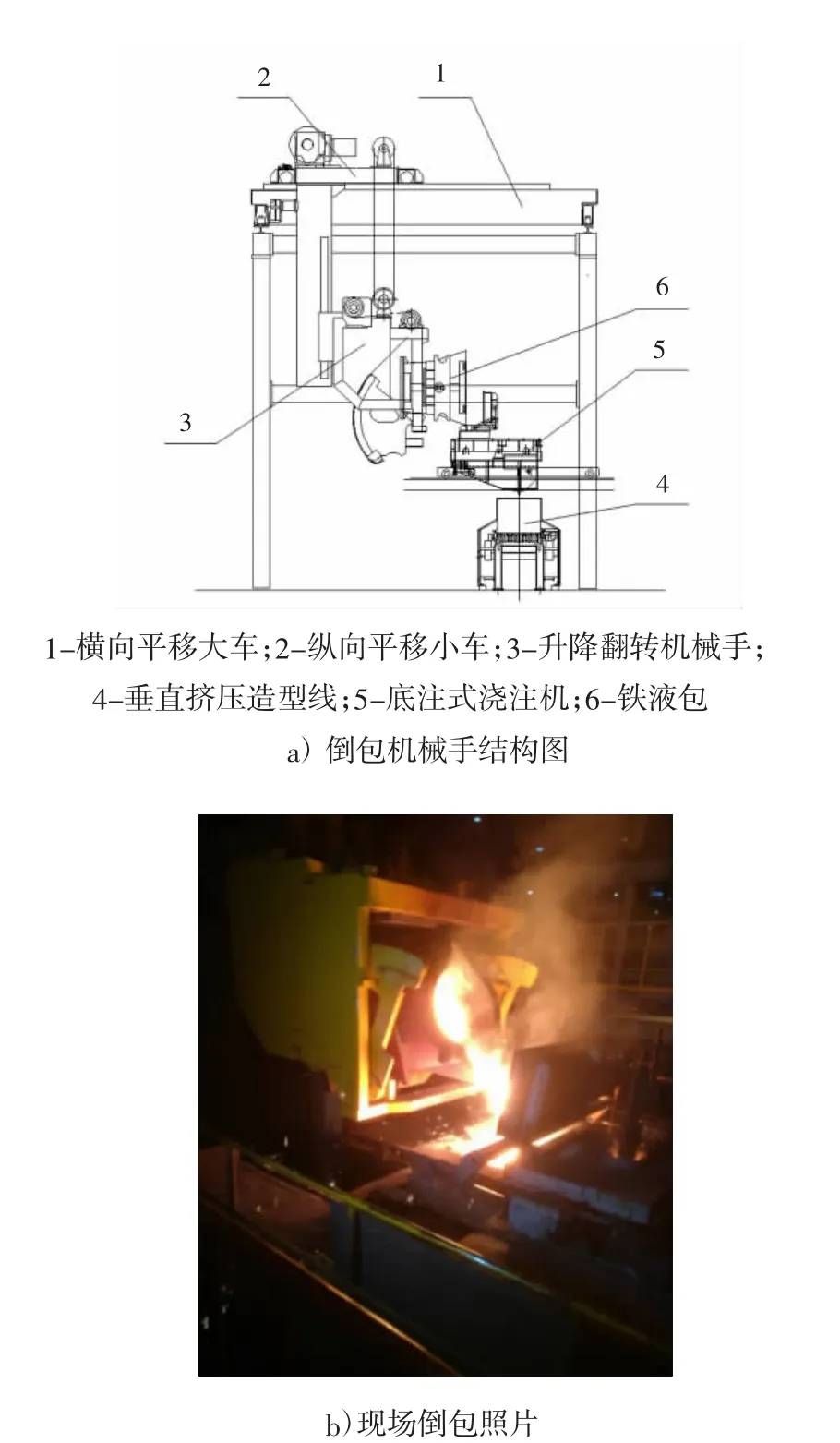
图3 铁液倒包机械手倒包示意图
6 铁液输送系统特点
(1)自动化程度高
本项目在老车间内进行改造,原有的铁液输送方式是采用冶金行车吊着铁液包在电炉前接铁液,吊运输送铁液包到浇注机处进行人工倒包。这种方式自动化程度低,安全性差,工人操作环境不好。进行改造后,本铁液输送系统实现了从电炉前接铁液到铁液倒包的无人化输送操作,自动化程度大为提高。
(2)设备可靠
提升驱动设备均采用双备份的冗余设计,安全性高,避免由于提升装置故障导致铁液包坠落出现事故。
(3)工艺适应性强
采用机械手进行倒包,可以控制倒包曲线。铁液包可以进行三个维度方向上的运动输送,对于需要不断改变浇注机倒包位置的场合,倒包机械手可以实现对浇注机倒包口的准确定位,把铁液准确倒入到浇注机内。
(4)节能、环保效果好
在铁液包输送过程中,输送系统与除尘系统进行了数据连锁交互。根据铁液包的位置不同,分别开启相应位置的风管阀门,对除尘风量进行了有效的调配控制,优化了除尘效果,节能减排效果显著,根据检测,铁水输送过程中的烟尘排放量减少了约95%,基本达到了约10 mg/m3,再配合车间除尘设备的精华,向外排放的烟尘满足了环保要求的5 mg/m3的标准。
7 结语
本铁液输送系统自2018 年投产后,经过初期的磨合试运行,设备状况越来越稳定,生产率达到设计要求,设备故障率也长期保持了一个很低的水平。根据2020 年的统计,由于设备故障导致的停机率不超过0.2%,设备的稳定运行有力地保障了生产的顺利进行。同时,铁液输送系统提高了车间自动化程度,优化了车间生产布局,车间环保状况大为改善,减少了人工,原来车间生产需要2 个叉车工,3 个天车工,6 个倒包操作工。本系统投产后,上述人员岗位均被优化,生产线的其他操作工人的劳动环境也得到了很好的改善。
