一种释放船用焊接筋板内应力的装置设计
2021-09-30吴治翰张然沈文轩周荣富
吴治翰 张然 沈文轩 周荣富

摘 要:根据船舶建造过程中小组立焊接流水线性能特点及背烧工艺流程,分析应力释放装置性能要求,从结构布局、传送辊道系统、背烧火焰行走机构、系统实施方式、控制保护功能等多个方面对筋板内应力释放装置进行设计,保证装置设计方案的可行性。
关键词:船舶建造;焊接;应力释放;背烧
0 引 言
根据国内大型船厂调研结果,船舶建造过程中,底板为平板的小组立结构件占15%~20%。小组立焊接生产属于船舶建造周期的前端,加工质量的好坏直接影响后期分段与总装建造的质量。小组立结构件主要应用焊接工艺进行生产,焊接过程通常会造成筋板内部的组织缺陷以及残余应力,为了改善和消除此类组织缺陷和应力,防止工件出现不合格的情况,通常会对筋板焊接区域进行高温加热处理,传统的退火处理方法是在小组立焊接末道工序对结构件进行人工翻面退火热处理,释放焊接产生的内应力。本论文提出的内应力释放装置设计方案利用小组立自动焊接流水线传送辊道支撑小组立构件通过辊道下方进行背烧,无须人工干预进行翻面处理,同时可根据筋板位置自动控制烤炬位置和供气、点火开关,保证背烧作业的稳定性和均匀性,减少车间设备资源占用,可同时进行多条焊缝的内应力释放,降低人力成本,提高作业效率。
1 装置性能要求分析
船用焊接筋板内应力释放装置为三相380 V电压、50 HZ频率的低频交流电系统。装置应具有对小组立结构件焊接过程中产生的应力有消除或改善作用,可根据工程现场作用对象实际情况,对装置的辊道尺寸、烤炬及管夹数量进行调整,确保达到应用要求。
船舶构件的生产属于典型的多品种小批量模式,尺寸需求从几米到几十米不等,内应力释放装置为了满足小组立结构件的生产需要,适用于8 m*8 m以内、底板厚度8~30 mm、重量小于5 t的小组立结构件作业。
装置辊道与焊接工位相互配合,上位机可根据焊接工位视觉系统提供的焊缝坐标信息对烤炬位置进行标定,移动烤炬至焊缝在辊道的行进路线下方进行背烧作业,烤炬的移动通过轨道电机执行,防止与焊缝错位,定位精度应控制在10 mm内。
对人工背烧效率的调研结合装置模拟仿真,该装置的背烧速度可以达到0.5~0.8 m/min,效率高于传统背烧。
装置作为能源消耗设备,运行时功率较大且有明火,须注意设备的运行状态,防止人或易燃物品靠近,因此需要配有相应的急停措施来保证设备长期稳定运行。
2 装置系统结构设计
2.1 自动背烧系统设计
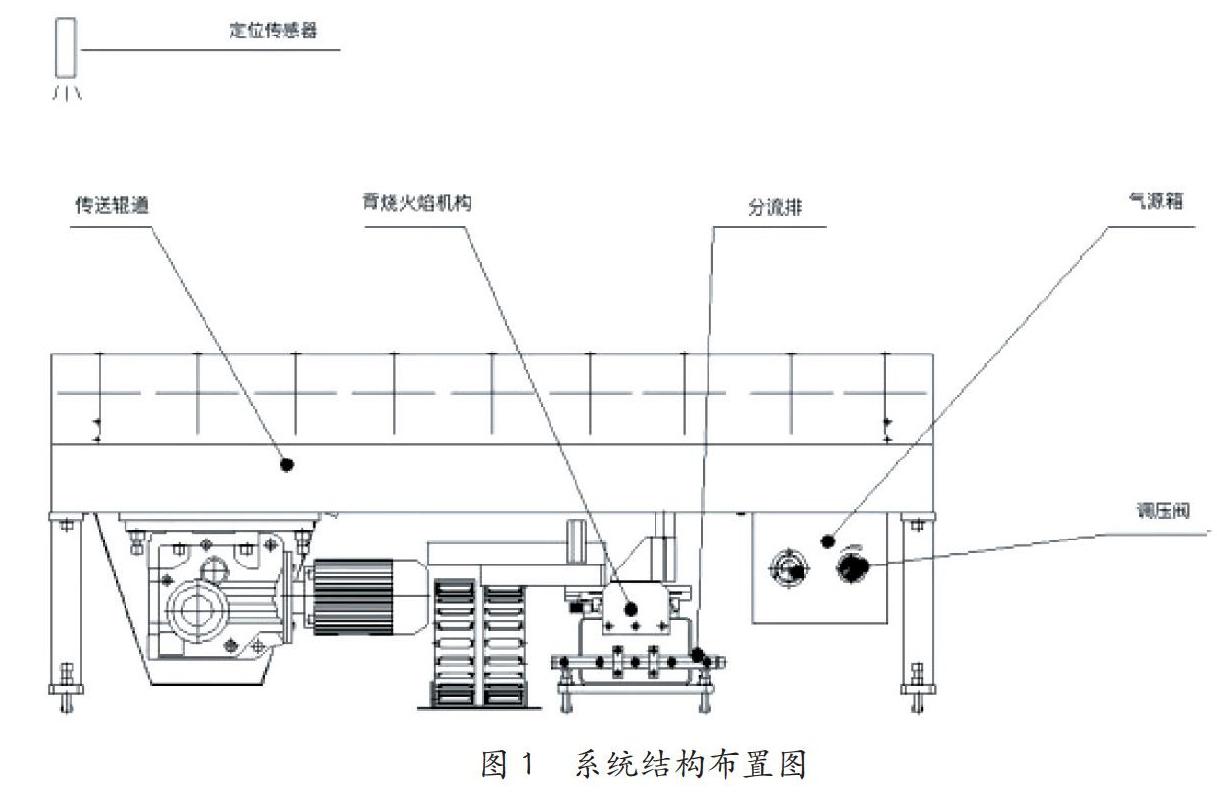
自动背烧系统主要位于支撑辊道的下方,包括辊道支架,支架上方的传送辊道,辊道电机,与传送辊道相互配合的背烧火焰机构,传送辊道下方配有气源箱和调压阀以及与火焰机构相连接的分流排,传送辊道上方设有定位传感器,其主要部件结构布置如图1所示。
辊道支撑焊接件通过控制下方辊道电机向前运输筋板,背烧火焰机构在辊道下方进行水平移动控制背烧作业区域,分流排位于背烧机构最下方对氧气和可燃气体进行气体分流至多把烤炬,气源箱的作用是作为氧气和可燃气体的缓冲存贮装置,调压阀通过调节氧气与可燃气体的比例实现调节火焰温度的目的,在筋板到达背烧区域前将喷枪移动至焊缝行进下方区域,在筋板的起始端即将到达喷枪上端时开始点火,筋板离开时熄火。
2.2 背烧火焰机结构设计
背烧火焰机构属于焊接筋板内应力释放装置的核心组成。由受PLC控制的多台伺服电机驱动的可移动烤炬组成,根据背烧定位精度要求,将电机的重复定位精度确定为±10 mm。
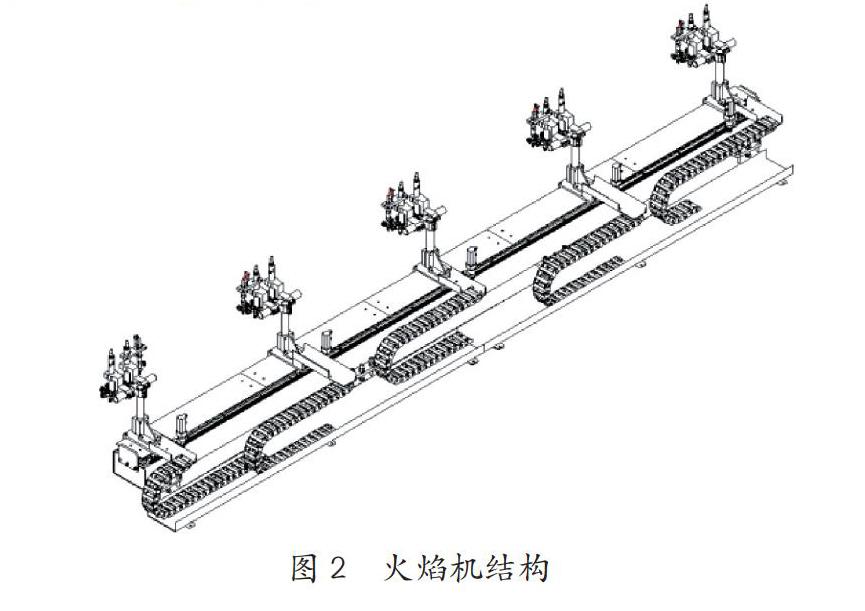
结构最下方固定有刚性底座用于支撑火焰机的主体,底座上方固定有齿条配合伺服电机的齿轮对火焰机进行移动作业,齿条周围有防护罩对齿条轨道进行防护,拖链槽用于固定和承载拖链,拖链用于保护内部火焰机构的供气管路、打火控制、电机控制信号线缆等,减速机安装在减速机安装板上,滑板底座上支撑杆对枪夹进行支撑,枪夹上连接烤炬和点火装置,直线轨道的两端配有防冲挡板防止火焰机滑出轨道。火焰机构结构如图2所示。
3 实施方式及控制策略
3.1 实施方式
装置通过可编程控制器及外部继电器线路控制接触器、变频器来对辊道电机及烤炬电火进行控制,将程序提前下载至PLC控制器,现场操作人员作业时仅需在人机交互交界面发出指令,指令包含系统通气、通电、开启自动背烧、结束背烧。
根据系统设计,装置只能对焊缝与轨道前进方向相平行的筋板进行内应力释放,应提前保证待背烧工件焊缝与辊道前进方向的x轴线夹角小于5°,否则在应力释放过程中将会出现因为烤炬喷枪与焊缝下方位置出现偏差而导致背烧效果不理想的情况,如图3所示。
当确认好系统工作状态后,现场工作人员仅需通过人机交互界面开启自动背烧作业即可;背烧结束后,将完整工件吊装至卸货区域即可。
3.2 背烧控制策略
根据Δt的时间来对频繁点火熄火的控制,防止损坏点火机构。
背烧过程主要关联辊道上焊接工件表面的二维坐标系,背烧系统通过接受焊接工位的焊缝位置信息利用伺服电机提前移动烤炬至需要背烧的焊缝下方,通过对识别的焊缝的始末两端的位置(纵坐标y)来分配背烧任务。筋板始末坐标如图4所示。
设烤炬横坐标为零位x0,辊道传送速度v0 ,假设背烧辊道上有五条待背烧筋板,第一条对应的筋板的起始坐标和末端坐标分别为(x11,y11),(x12,y12)。现场操作人员启动背烧程序后,则系统的点火时间为:
t1=( x11-x0)/v0
相应的,关火时间为:
t2=(x12-x0)/v0
同时,当同一烤炬前后背烧的两条焊缝时间间隔比较短时,为了避免烤炬频繁点火熄火而损坏,通常会设置一时间间隔阈值Δt,即前一块筋板的关火时间与后一块筋板的开火时间差小于Δt时,烤炬保持喷火状态不执行熄火命令,以此保证系統的使用寿命。控制流程如图5所示。
4 结 语
该船舶焊接筋板内应力释放装置在一定程度上解决了劳动密集型作业,通过可编程控制器系统对整个背烧作业进行控制,简化了传统的背烧流程,在辊道下方设置火焰机构解决了背烧翻面问题;通过调节气体比例来调节背烧温度,全程无须人工干预同时提高了产品质量,随着船舶智能制造的广泛落地应用,提效增能成为新的要求,相信像这样改善船舶建造流程的装置可以得到更多的关注与应用。
参考文献
[1] 孙悦. 面向智能制造的船舶分段小组立成组技术研究[D].大连理工大学,2018.
[2] 周荣富,梁伟,汪璇,杨虎. 面向智能制造的船舶小组立中间产品工艺路线[J]. 造船技术,2021,49(01):71-75.
[3] 张本顺. 船舶小组立结构机器人旁路分流电弧焊接工艺研究[D].哈尔滨工程大学,2016.
[4] 康占宾,闫德俊,陈红亮,蒋巍,黄家勇. 船用小组立焊接生产线智能化技术研究[J]. 广东造船,2020,39(03):56-59.
[5] 王鸿斌.浅谈船舶焊接残余应力的形成与控制[J]. 武汉交通职业学院学报,2006(01):76-78.
[6] 谭磊明. 试析焊接应力对船舶的影响[J]. 广东造船,2005(01):22-24.
[7] 张启友. 船舶焊接结构的残余应力与变形仿真研究[J]. 舰船科学技术,2017,39(20):25-27.