防止螺栓断裂的工艺与质量控制
2021-09-26陈宏斌
陈宏斌


摘要:本文以国产某款发动机为研究对象,以模拟缸盖状态下为背景,缸盖螺栓断裂作为现象,对其进行的研究。对比国内外在研究螺栓断裂报告以及理论基础,从而设计出防止该款发动机在缸盖螺栓断裂缺陷的工程数据以及解决方法,最后通过实际的工业生产结果,后续的整车以及售后反馈,去评价此优化方法的优越性。
Abstract: According to the engine as the research object, and the cylinder honing head process on aluminum cylinder block as the background and the fracture of the cylinderhead bolt as phenomenon. Contrasts he research of bolt fracture in domestic and foreign. and according to the research way of them. We can design the way of the solving the fracture problem. Finally, the superiority of this optimization method is evaluated by the actual industrial production results, the follow-up vehicle and after-sales feedback.
关键词:发动机;螺栓断裂;工艺优化;模拟缸盖螺栓技术;二次使用
Key words: engine;cylinder honing head process;secondary use;bolt fracture;process optimization
中图分类号:U466 文献标识码:A 文章编号:1674-957X(2021)16-0038-02
0 引言
发动机企业为了达到“降本增效”的目标,很多零件都已经考虑从零件成本以及使用次数上进行优化,因此缸盖螺栓作为发动机使用率最低,成本最高且最重要的螺栓已经受到很多企业的关注与研究。由于在生产过程中,引入了模拟缸盖这一技术理念来解决发动机缸孔圆柱度偏移问题,同时为了还能够解决缸盖螺栓利用率低的事实,目前采用了二次回用的方法,因此二次使用过程中的螺栓的质量控制就成为了关键。
1 缸盖二次回用螺栓的断裂的问题分析结果
模拟缸盖螺栓断裂是由于螺栓疲劳失效造成的,裂纹的产生、扩展和撕裂与螺栓材料性能、螺栓结构,装配应力状态,拧紧方法策略等因素(二次使用螺栓)有关。而且由于目前工艺中缸盖螺栓又是二次使用的螺栓,所以使用起来在应力状态上的要求比一次使用的缸盖螺栓更严格,更容易脆性断裂,所以对螺栓的品质,螺栓的使用过程,螺栓使用环境都有非常严格的要求疲劳失效原因有三大方面,其一为缸体内部螺纹原因,其二为螺栓原因,其三为拧紧工艺原因,见图1。
2 优化方法介绍以及效果
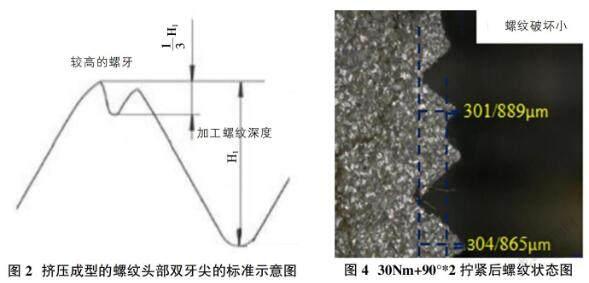
影响模拟缸盖螺栓二次回用后断裂的原因[1]有本身的螺栓加工工艺缺陷,螺纹加工刀具损坏或磨损,以及装配拧紧工艺策略,所以要采用这三方面中的主要原因对其进行优化,优化方式如表1。判断螺栓性能好坏的标准是螺栓最终的应力载荷大小,而判断螺纹状态的一个标准是螺纹的“鱼嘴”[2]。图2为螺纹头部双牙尖(“鱼嘴”)的示意图,结合国际标准VW01178-2016对于螺栓牙尖的标准,H1代表的是加工螺纹深度,而较高的那个螺牙不能高于总牙高(即螺纹加工深度)H1的1/3高度,即“鱼嘴”比要小于33%)。
2.1 优化刀具涂层的效果
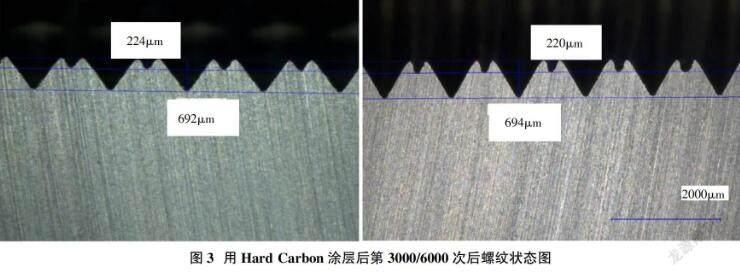
选用Hard Carbon涂层的加工螺纹用的丝锥观察各种条件下的试验下的螺纹状态丝锥的涂层以及抛光进行如图3的试验,实验效果如下:
总截面高度(牙高):692μm/694μm;
切削后高度:224μm/220μm;
螺纹“鱼嘴”比例:32%/31%。
显然在使用了Hard Carbon涂层后,“鱼嘴”比例都很平稳的在31%左右,螺纹效果非常良好。
2.2 优化丝锥外径大小
将原来“鱼嘴”比例较差的丝锥外径增加0.07~0.1mm,更改之后,进行试切,并对其进行比较。
在增加了原本的丝锥外径0.07~0.1mm(符合公差范内)之后发现“鱼嘴”的效果越来越好,即只要在合理的范围内增加外径尺寸,“鱼嘴”的效果就会改变。
2.3 优化螺栓拧紧参数
缸盖螺栓的拧断扭矩在85Nm左右,采用AW11方法,此方法能够更好地利用螺栓,同样能够同时在拧紧控制柜调整螺栓的拧紧策略[3][4][5],并将拧紧参数输入进控制程序中,拧紧完成之后对缸体螺纹进行观察,观察螺纹是否已经破坏。实验之后发现螺纹在30Nm+90°*2这样一种扭矩加转角的基础上拧出的效果会比较好,见图4。其螺纹“鱼嘴”比例在32.91%,符合螺纹使用標准。
2.4 优化装配流程以及工艺
拧紧完成之后需保证缸体与螺栓分离,缸体的需要增加清洗机进行清洗,确保无铝丝遗留在缸体内,同时螺栓需要通过缸体线的清洗机对螺栓表面的进行清理,员工将满箱放至指定区域,空箱由上线处拿取,且包装必须完好,这是为了保证螺栓表面的清洁度。模拟缸盖拆卸后,由于经过了清洗过程中所残留下来的乳化液以及各种珩磨液以及拧紧时产生的铝屑等。这些表面的残留会对后续的拧紧等使用带来影响,因此为了能够后期更好的对螺栓进行回用,必须按要求对螺栓进行清洁。目前采用的是压缩空气进行吹扫,来回往复进行(根据生产线的节拍定义吹扫的时间和频次,目前我司采用的10秒的吹扫时间)以确保螺栓的螺纹区域内无残留铝屑,无残液,无生锈、表面损伤等情况。
3 结论
为了防止模拟缸盖二次回用螺栓断裂,总结以下几点:
①模拟缸盖二次回用螺栓的选择以及使用要求是非常严格的,必须注意螺栓表面的清洁度以及磕碰伤;
②在刀具参数的优化与选择上,在加工缸体螺纹的时候,必须采用的合理的涂层;目前采用的是Hard Carbon,这种涂层,硬度极高,磨擦系数很低,抛光处理后摩擦系数<0.1,涂层厚度很薄,与基本附着力非常好,适合加工有色金属;对丝锥大径的要求是必须在中差,并且利用CPK检查手法以及软件对丝锥的尺寸进行检查以及核实,目前建议每班都需要有对加工刀具进行的检查,检查的尺寸要在原尺寸的80%上限即报警;
③在装配以及拧紧的工艺上,在拧紧程序选用的是拧紧程序:30Nm+90°*2。
参考文献:
[1]廖健伟.气缸盖螺栓断裂原因分析[J].机床与液压,2006(06):249-250,206.
[2]邢韬,姜晓晨.铝缸体螺纹U型牙尖解决措施研究[J].汽车工艺师,2019(07).
[3]郑劲松.柴油机缸盖螺栓拧紧工艺试验开发[J].机械工程师,2012(04):46-48.
[4]张琼敏.发动机缸盖螺栓拧紧工艺研究[J].汽车科技,2003(02):19-22.
[5]赵礼飞,胡必谦,郑久林,刘芯娟.缸盖螺栓转角法拧紧工艺的设计[J].内燃机,2016,4(05):12-14.
