某型机车单元制动器闸瓦托转轴螺钉松弛原因分析及改进措施
2021-09-10王国明
王国明



摘要:某型机车运用中单元制动器出现数起闸瓦托转轴螺钉松弛故障。通过对故障发生机理的深入研究,找出故障原因。对组装工艺进行了针对性改进,并优化了产品结构,彻底消除闸瓦托转轴螺钉松弛现象。确保机车的可靠运行,满足了客户的要求。
关键词:单元制动器;螺钉;松弛
中图分类号:U260.11+1 文献标识码:A 文章编号:1674-957X(2021)05-0129-02
1 故障现象
某型机车运用中单元制动器出现数起闸瓦托转轴螺钉松弛故障。目前机车普遍具有空气制动和电阻制动两种制动方式,但当列车速度低时,电阻制动的制动力很小,所以电阻制动还必须与空气制动配合使用[1]。基础制动装置是制动作用的最终执行机构,其作用是将制动活塞的推力增大一定的倍数,均衡地传给各个闸瓦,并使闸瓦压紧车轮产生制动作用[2]。单元制动器是实施空气制动的新型基础制动装置。单元制动器作为机车走行部实施制动功能的关键部件,其零件的迟缓将给机车制动功能的可靠实施带来不利影响。
现场观察已松脱闸瓦托转轴螺钉的螺纹部有涂抹螺纹紧固胶的痕迹。安装闸瓦托转轴螺钉的闸瓦托转轴外圆有较明显的锈蚀痕迹,两端的螺纹孔内有少量油性物质。其余未见异常。
2 原因分析
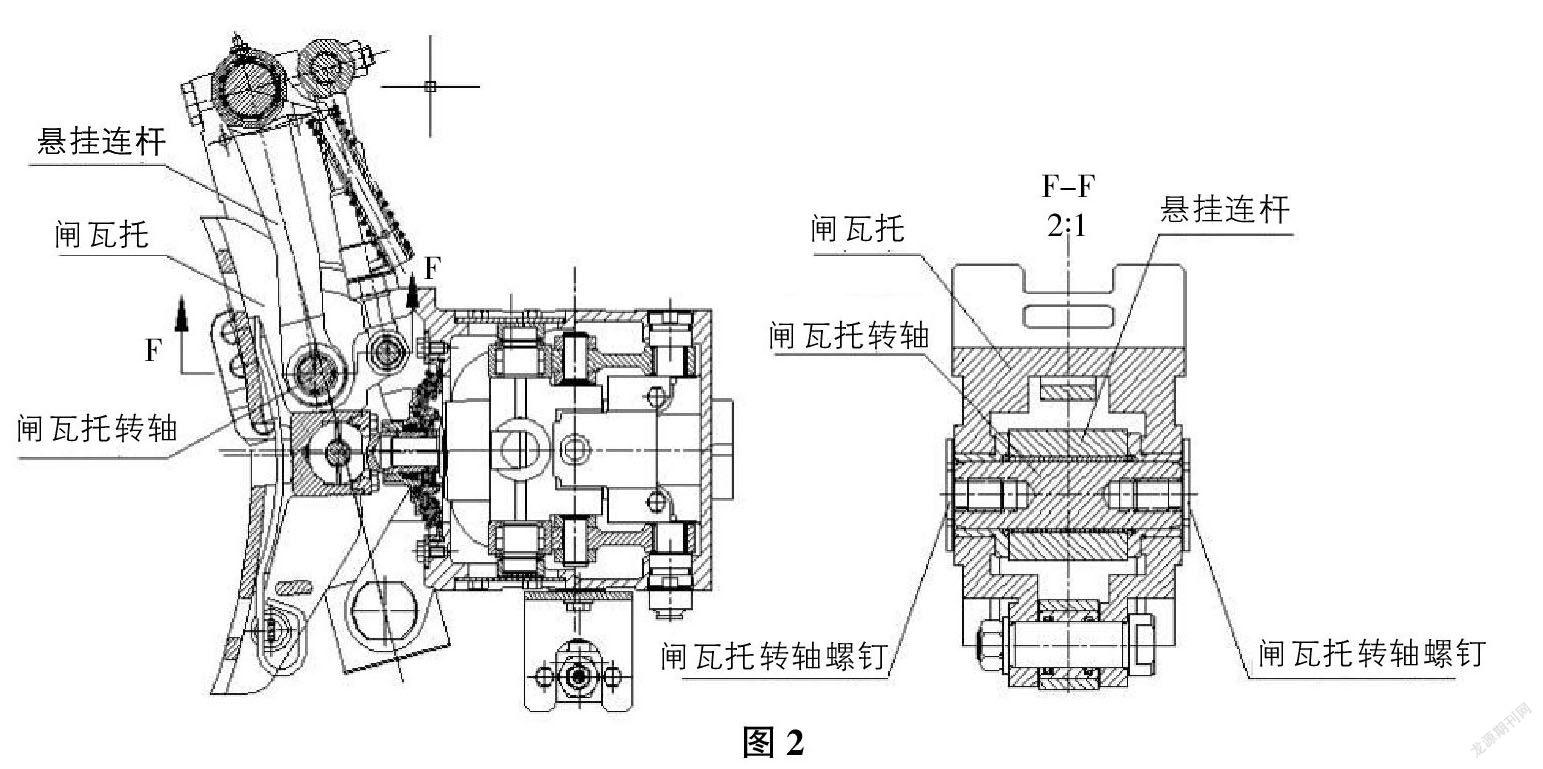
如图2所示,闸瓦托转轴穿过闸瓦托和悬挂连杆,两端用闸瓦托转轴螺钉固定,实现闸瓦托和悬挂连杆的铰接。闸瓦托转轴和闸瓦托转轴螺钉通过螺纹联接,并涂抹螺纹紧固胶实现防松。闸瓦托转轴的材质为GCr15,淬火硬度HRC50~55,表面发蓝。发蓝处理最后一步工序需要浸油处理,增强防锈效果。闸瓦托转轴螺纹孔内发现的少量油性物质,很可能就来自发蓝处理。而螺纹联接在组装前必须彻底清洗去除油脂等污物,并完全晾干,才能保证组装后的联接强度。螺纹紧固胶也要涂抹充分,涂胶后还必须保证固化时间,如果提前使用可能导致螺纹紧固胶失效。
该型机车用单元制动器来自进口单元制动器的国产化项目,二者在闸瓦托和悬挂连杆处有完全相同的结构。因此我们对进口与国产单元制动器进行了比对研究。研究中发现同样是完成组装的单元制动器,用扳手拧一端的闸瓦托转轴螺钉,所有进口单元制动器的闸瓦托转轴螺钉都可以带动闸瓦托转轴灵活转动;而国产单元制动器有的可以转动,有的则完全转不动。
经测量发现,进口单元制动器的闸瓦托宽度全部小于其闸瓦托转轴的长度,这样组装完成后闸瓦托转轴螺钉紧贴在闸瓦托转轴的端面上,与闸瓦托的两侧面存在间隙X1(见图3)。而国产单元制动器个别闸瓦托的宽度大于其闸瓦托转轴的长度,这样组装完成后闸瓦托转轴螺钉紧贴在闸瓦托的两侧面,却与闸瓦托转轴的端面存在间隙X2(见图3)。在这种情况下,采用螺纹副联接的两个零件的端面不贴合,将削弱螺纹联接的强度。
而且在设计上闸瓦托转轴应可相对闸瓦托和悬挂连杆自由旋转。闸瓦托转轴螺钉紧紧夹住闸瓦托,相当于二者结合为一体,这时悬挂连杆对闸瓦托转轴的摩擦力就有使闸瓦托转轴螺钉松脱的趋势。悬挂连杆内孔装有带储油槽的青铜轴承,与GCr15淬火的闸瓦托转轴配合,在正常情况下摩擦力不会太大。但之前发现的闸瓦托转轴外圆上明显的锈蚀使悬挂连杆对闸瓦托转轴的摩擦显著增大,这就成为导致闸瓦托转轴螺钉松脱的一个不可忽视的因素。
经调研发现机车在使用中经常用含清洗剂的高压水枪对单元制动器进行清洗,长期如此可能造成闸瓦托转轴处的油脂逐渐流失,并使闸瓦托转轴长期工作在潮湿环境中,从而导致锈蚀的发生。
综上所示,此类故障是三方面原因导致的。首先是工艺方面,主要是零件组装前清洗不彻底,存在油脂残留,造成组装后螺纹联接强度不足,螺纹紧固胶涂抹不充分和涂胶后固化时间不足也是可能的原因。其次是尺寸公差控制方面,部分闸瓦托宽度大于其闸瓦托转轴的长度,造成组装后闸瓦托转轴螺钉紧贴在闸瓦托的两侧面,却与闸瓦托转轴的端面存在间隙,削弱了螺纹联接的强度。最后是运用条件方面,长期用含清洗剂的高压水枪清洗,造成闸瓦托转轴严重锈蚀,使悬挂连杆对闸瓦托转轴的摩擦显著增大,也是导致闸瓦托转轴螺钉松脱的重要原因。
3 整改措施
针对以上情况我们采取了下列整改措施:
①在工艺文件中对需涂抹螺纹紧固胶的零件的清洗、涂胶、固化做了更细化的要求。规定组装前内、外螺纹应进行彻底清洗,必须用汽油或丙酮等清洗剂清洗干净去除杂质、油脂、加工碎屑等污物。待溶剂挥发、干燥后再使用螺纹紧固胶263进行粘结。确保距端部5个完整螺距以上的螺纹圆周表面涂满胶水,螺纹牙底应完全充满胶液;如螺纹长度超过20个螺距,除涂满5螺距外,还要在整个螺纹圆周表面涂上呈180角度对称的2条胶水,涂胶后应及时按照工艺要求的力矩拧紧。打胶拧紧后,在室温下应保证静置10小时以上使螺纹紧固胶完全固化。
②在图纸中对闸瓦托宽度和闸瓦托转轴长度的公差做了严格控制,确保前者小于后者。这样组装完成后闸瓦托转轴螺钉就紧贴在闸瓦托转轴的端面上,与闸瓦托的两侧面存在间隙。并在工艺中要求组装后用扳手顺时针拧一端的闸瓦托转轴螺钉,闸瓦托转轴螺钉必须可以带动闸瓦托转轴灵活转动。确保新造单元制动器不再出现此类问题。
针对已经装车的单元制动器,拆卸更换新的闸瓦托极为不便,近乎需将单元制动器大部分解体,而更换闸瓦托转轴螺钉则较为方便。所以选择设计了新的闸瓦托转轴螺钉,在其端面处新增设了一个1mm的圆台(见图4)。在组装中一侧使用旧的闸瓦托转轴螺钉,一侧使用新的闸瓦托转轴螺钉,这就相当于将闸瓦托转轴加长了1mm,确保组装后闸瓦托转轴螺钉的端面与闸瓦托的两侧面存在间隙。
③针对用户长期用含清洗剂的高压水枪清洗的工作环境,需要提高闸瓦托转轴的抗锈蚀能力。将闸瓦托转轴材质由GCr15改为3Cr13,并将原有的整体淬火加表面发蓝的热处理工艺改为表面高频淬火。材质本体有更好的抗锈蚀能力。采用表面高頻淬火并取消发蓝工艺后闸瓦托转轴外圆表面在确保耐磨的同时更为光滑,有效减少与悬挂连杆的摩擦,可防止因较大摩擦力导致的螺纹联接松弛。
4 实施效果
按改进后方案生产的新造单元制动器运用中再未出现类似问题;同时对已装车单元制动器也按上述方案进行了整改,取得了良好的效果。单元制动器闸瓦托转轴螺钉松弛故障得到了有效解决,为机车的可靠运行提供了有力保障,得到了客户的认可。同时也为今后同类问题的解决积累了宝贵经验。
参考文献:
[1]孙竹生,鲍维干.内燃机车总体及走行部[M].1995,9.
[2]舒新译 ,夏寅荪校,[美]空气制动协会编.铁道制动工程设计[M].北京:中国铁道出版社,1986.
[3]张庆林.铁路机车车辆科技手册[M].北京:中国铁道出版社,2002.
