某型飞机雷达罩密封条更换故障的分析和排除
2021-08-31李婷婷罗文兵王峰朱子红张建钊
李婷婷 罗文兵 王峰 朱子红 张建钊
摘要:针对某型飞机雷达罩橡胶型材密封条换新后出现的粘接不牢现象,开展雷达罩密封条更换故障原因分析,并在橡胶条粗化工艺、专用工具和硫化加压方式改进方面制定了相关改進措施,为提高同类产品修理质量提供了参考。
关键词:雷达罩;密封条;更换;故障
Keywords:radome;sealing strip;replace;fault
0 引言
某型飞机雷达罩位于机身头部,其结构形式为非旋转对称的玻璃钢锥壳,是机身结构的一部分,用来保护内部天线系统免受外界恶劣环境的侵蚀,延长天线系统使用寿命[1]。在雷达罩与机身的对接处粘接有宽度为20mm的橡胶型材密封条,对雷达罩起到缓冲、减振、密封、防雨等作用。飞机进厂修理过程中雷达罩橡胶型材密封条换新后常出现大面积开胶、剥离等粘接不牢现象(见图1),返工率高,拖延了交付周期,且返工后质量不高。若返工仍无法彻底解决粘接不牢问题,需将原密封条除去再进行粘接,造成原材料(密封条为一次性产品)密封条和胶液的浪费。
为此,开展雷达罩密封条更换故障原因分析,研究相关改进措施,以提高修理质量。
1 更换工艺分析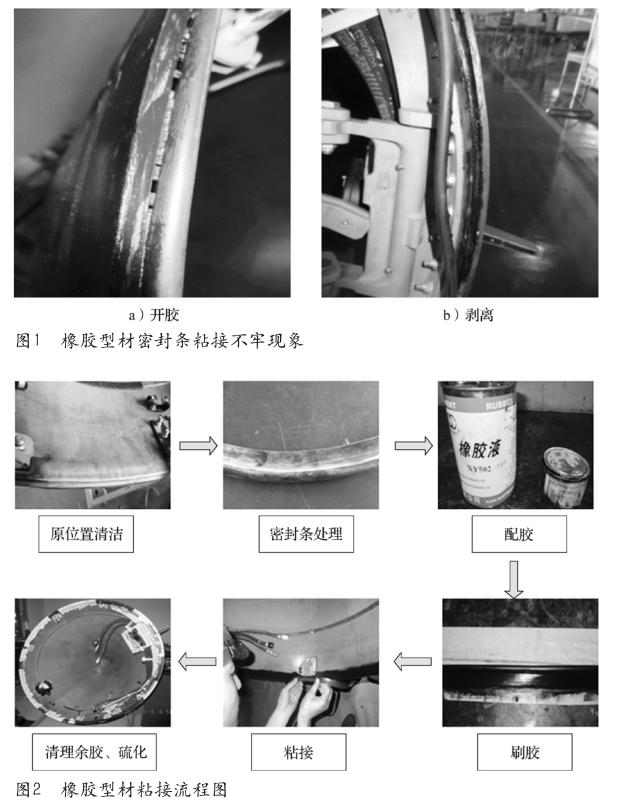
对橡胶型材粘接过程进行梳理,如图2所示,主要步骤为:拆除原密封条、清洁雷达罩粘接位置、对新密封条进行处理并清洁、配置胶液、在雷达罩待粘接位置和密封条待粘接位置刷胶、将密封条粘接于雷达罩上、清理余胶、硫化。整个粘接过程工序繁琐,影响因素较多。
通过对故障情况进行分析,跟踪整个操作流程,梳理出以下造成密封条剥离和开胶等粘接不牢现象的主要原因。
1.1 专用工具不满足使用要求
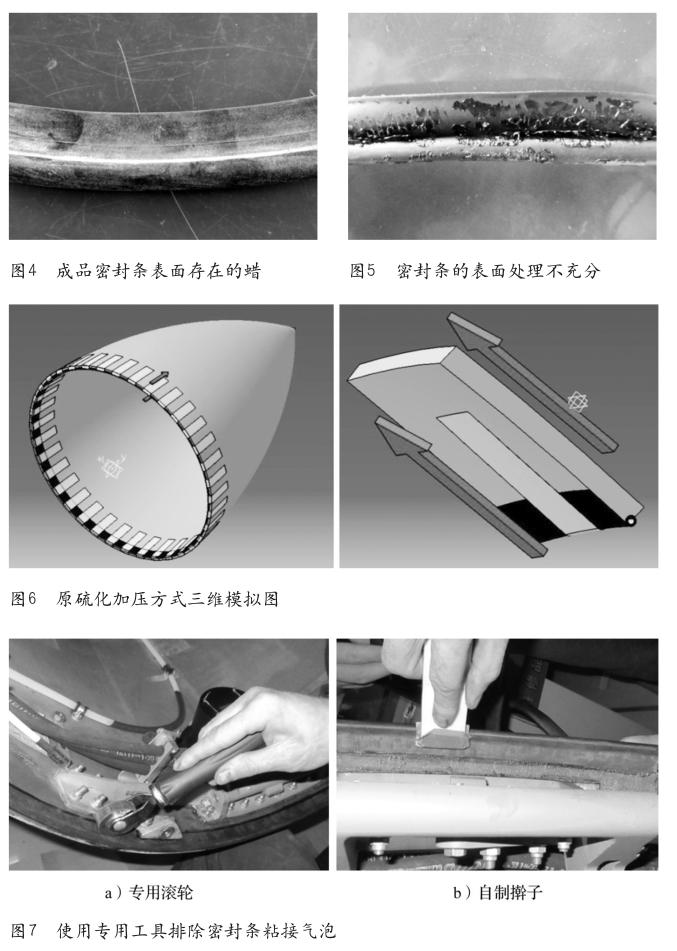
在粘接橡胶型材后,需要将型材压实,排除橡胶型材与雷达罩之间的气泡,将橡胶型材压紧于雷达罩表面。操作人员使用滚动轴承或手工按压来完成此步骤(见图3),虽能将型材与雷达罩间大部分气泡排除,但由于轴承较小,不容易施加力,并且手工按压不均匀,导致有未粘实的区域存在。
1.2 橡胶条粗化工艺不合理
图4所示成品橡胶条的表面存在一层石蜡保护膜,该保护膜可避免橡胶制品与氧、臭氧直接接触,起到保护橡胶制品不被氧、臭氧老化的目的,延长了橡胶制品的储存期[2]。由于胶接前需要对胶接面进行粗化,粗化质量严重影响胶接后质量,而工艺中未提及除蜡过程,经过试验发现,蜡的存在对后续粗化胶接有非常大的影响。其次,密封条的R角区域若未被粗化,会发生开胶现象。
图5为某架飞机返工重新粘接拆下来的密封条,可见表面对胶液的附着力差。任何胶接过程中表面粗化程度对粘接质量影响都很大,分析认为密封条表面除蜡和粗糙不完全会造成密封条大面积开胶。
1.3 硫化加压方式不合理
使用XY-502橡胶液将密封条粘接在雷达罩边缘,为简化硫化过程,控制修理周期,采用室温硫化加压方式对橡胶液硫化,起到粘接作用。在胶液硫化过程中需对粘接部位施加压力,压力的施加对粘接后的质量影响极大。实际操作过程中是用胶带将粘接好的密封条固定进行硫化的,胶带的固定与操作者使用的力的大小相关,而且胶带的粘接主要施加X轴方向的力(见图6),无法有效施加Y轴方向力(以顺航向为X方向),Y轴方向的力却是影响胶接质量的主要原因。因此,需要改变硫化加压方式。
2 改进措施
通过以上分析发现,可从以下三方面进行改进:一是橡胶条粗化工艺,二是专用工具,三是硫化加压方式。
2.1 专用工具改进
将之前用于排除橡胶型材与雷达罩之间气泡的滚动轴承更换为专用滚轮工具,手柄的增加可较容易地对橡胶型材施加力,使用硬度适中的聚四氟乙烯棒制作擀子,两者结合使用可以有效地将密封条与雷达罩表面间的气泡和多余的胶液排出,如图7所示。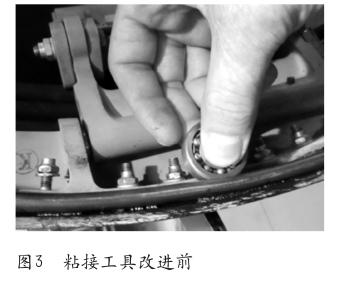
2.2 橡胶条粗化工艺优化
对粗化工艺进行细化,增加表面除蜡工序,增加密封条R角区域的粗化,并对相应的工具使用顺序进行规定,先使用刮刀除蜡(刮刀宽度和密封条宽度一致),用叶轮将其平面打磨粗糙,再使用砂纸对R角区域均匀粗化,如图8所示。
2.3 硫化加压方式优化
为了获得一定压力来保证粘结质量,采用三种方法进行增加硫化压力的对比试验,以确定优化流程,如图9所示。
1)方法一:密封条粘结好后,仅使用纸胶带固定粘结在雷达罩边缘,在粘结过程中使胶带处于紧绷状态。优点是方法简单,缺点是操作者施加的力度存在差异,压力不可控。
2)方法二:采用“胶带+均压板+夹子”方法,自制均压条,用夹子夹紧,使胶液常温硫化。
3)方法三:使用真空薄膜,制作真空袋,抽真空硫化。优点为压力均匀、可控,缺点为真空袋制作复杂,抽真空时间长,用料较多。
经过对工具、成本和设备使用方面的对比,决定采用方法二“胶带+均压板+夹子”作为硫化过程中施加压力的方法,并对此方法固化,将自制工具纳入工具管理。
3 效果验证
通过以上三方面的改进,对更换密封条后的质量进行跟踪,发现修理后质量大幅提高,再未发生剥离、开胶等情况,修理周期有效缩短,成本得到控制。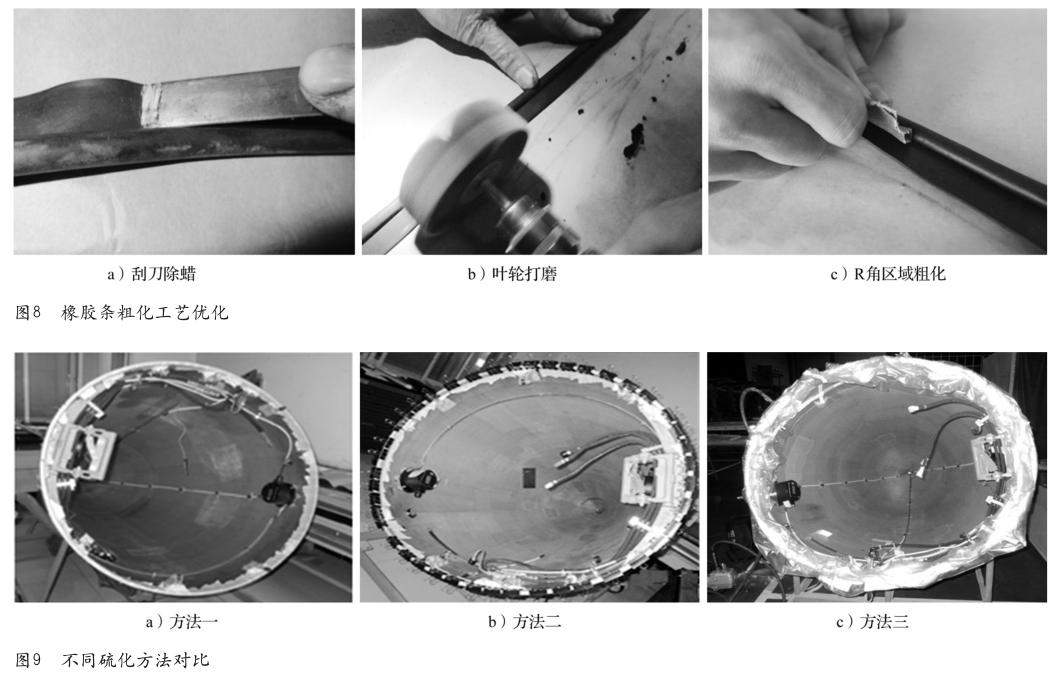
参考文献
[1]金志峰.天线罩电性能设计与测试及损伤研究[D].南京:南京航空航天大学,2018.
[2]吴国江.橡胶防护蜡的作用机理及影响其防护性能的因素[J].橡胶工业,1994,42(10):625-629.
作者简介
李婷婷,工程师,主要从事飞机结构修理技术工作。
罗文兵,助理工程师,主要从事飞机结构修理技术工作。
