基于20MnCr5HHA材料的氮化可行性探究
2021-08-31王文婷车永平朱鹏凯黄太伟
王文婷,车永平,朱鹏凯,黄太伟
(陕西法士特汽车传动工程研究院,陕西 西安 710077)
一般情况下,用于渗氮处理的材料多为40Cr、42CrMo、38CrMoAlA钢等含碳量较高的材料[1-3],国标中渗氮零件的检验标准也是针对此类材料编写。
根据国外零件图纸发现,20MnCr5HHA材料经过渗氮处理后可能达到与该材料进行常规渗碳淬火工艺相近的性能要求。由于20MnCr5HHA材料通常采用渗碳淬火工艺[4],在此之前从未进行过渗氮处理,且现有文献并无此类的研究,因此并不明确国外图纸中所给出的这种工艺是否合理。同时,随着渗氮工艺中稀土催渗技术的广泛应用[5-6],同一零件采用渗氮工艺的时间甚至可能逐渐接近于渗碳工艺。为了验证20MnCr5HHA材料是否存在氮化的可能性,选取不同模数的两种20MnCr5HHA零件进行相同工艺的氮化试验,以求获得该材料的氮化数据,为后续可能进行的新工艺开发和不同工艺之间的成果对比做出一定的技术储备。
1 零件选择及试验方法
试验材料为20MnCr5HHA钢,化学成分如表1所示。为了验证模数对氮化效果的影响,所选零件分别为:模数为8的太阳轮A;模数为1.5的太阳轮B。

表1 20MnCr5HHA材料化学成分(质量分数,%)Table 1 The chemical composition of 20MnCr5HHAmaterial(mass fraction,%)
具体试验过程为:先将两种零件同时入炉,进行840 ℃×2 h淬火+560 ℃×3 h高温回火的调质处理;然后按照常规氮化工艺(见图1)进行氮化;在渗氮过程完成后,对氮化处理的零件进行性能检测。

图1 零件的氮化工艺Fig.1 Ntriding process of parts
2 试验结果及分析
2.1 白亮层
白亮层为氮化后零件表面出现的化合物层,一般要求其厚度≤0.02 mm。两种零件渗氮后的表面白亮层如图2所示,零件A和零件B的白亮层厚度分别为0.015 mm和0.020 mm。可以看出,两种零件白亮层的厚度均符合标准工艺要求。然而由于此类零件之前均用于渗碳处理的热前滚齿件,并未经过剃齿精加工,零件表面的粗糙度较大,因此其白亮层的均匀性较差。
2.2 表面硬度
国外图纸要求零件的表面硬度为650~750 HV,转化为洛氏硬度为89.2~91.1 HR15N。此外,陕西法士特汽车传动工程研究院制定的氮化标准中要求表面硬度≥85 HR15N和≥40 HRC。
渗氮后两种零件的表面硬度如表2所示。可以看出,若按企业标准进行评价,该零件的表面硬度符合技术要求;若按图纸要求,表面硬度处于下限,有较大的超差风险。

表2 渗氮零件表面硬度Table 2 Surface hardness of nitriding parts

(a)零件A;(b)零件B图2 渗氮后零件的白亮层(a)part A;(b)part BFig.2 White bright layer of parts after nitriding
2.3 心部硬度
国外图纸要求零件的心部硬度为233~319 HB,转换为维氏硬度在245~336 HV之间。
渗氮后两种零件的心部硬度如表3所示。可以看出,零件B的心部硬度值略高于零件A,但整体心部硬度值均未能达到国外图纸要求,处于下限。

表3 渗氮零件的心部硬度Table 3 Core hardness of nitriding parts
2.4 硬化层深
国外图纸要求零件硬化层深为0.35~0.45 mm。由于国外图纸并未给出20MnCr5HHA材料具体的渗氮层深界限值,因此该材料的层深确定暂时按照该公司热处理标准中规定的当图纸中未明确指出层深判定时则按照心部硬度+100 HV处深度确定,即A零件的层深为0.377 mm;B零件的层深为0.416 mm。
渗氮后两种零件的显微硬度分布曲线如图3所示。可以看出,两种零件的层深深度均能符合国外图纸要求,硬度下降趋势一致,且零件B的层深略高于零件A。

图3 渗氮零件的显微硬度分布曲线Fig.3 Microhardness distribution curve of nitriding parts
2.5 脉状组织及脆性
国外图纸并未给出20MnCr5HHA材料的脉状组织及脆性要求,但企业标准要求脉状组织和脆性均为1~2级合格。
渗氮后两种零件的脉状和脆性组织如图4所示,检测结果如表4所示。可以看出,两种零件的脉状组织及脆性均符合企业标准要求。
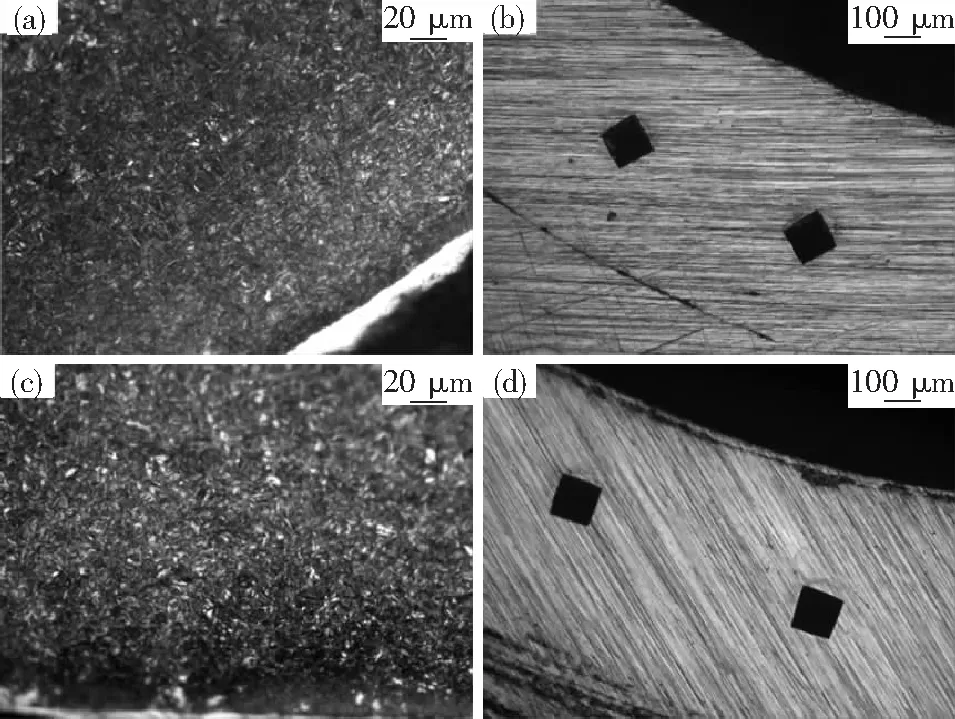
(a)、(b)零件A;(c)、(d)零件B图4 渗氮零件的脉状及脆性组织(a) ,(b) part A; (c),(d) part BFig.4 The vein and brittleness structure of nitriding parts
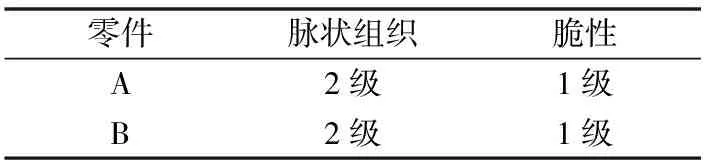
表4 氮化零件脉状组织及脆性等级Table 4 The vein structure and brittloness grade of nitriding parts
2.6 心部组织
渗氮零件的心部组织为均匀分布的回火索氏体,如图5所示。可以看出,两种零件的心部组织形貌、晶粒大小相同,为层片状分布的回火索氏体。

(a)零件A;(b)零件B图5 渗氮零件的心部组织(a)part A;(b)part BFig.5 The core microstructure of nitriding parts
3 结论
本文通过对不同模数20MnCr5HHA材料进行氮化试验,验证了该材料是否具有氮化的可行性,结合国外图纸要求和企业标准获得具体结论如下:
1)20MnCr5HHA材料经过氮化处理后白亮层厚度、硬化层深度、脉状组织与脆性等级均可达到企业标准及图纸要求;2)模数对于20MnCr5HHA材料的氮化可行性试验影响较小,不同模数所获得的试验结果趋势基本一致;3)现有工艺条件下20MnCr5HHA材料的表面硬度与心部硬度均有超下差的风险,若后续需要针对20MnCr5HHA材料开发氮化工艺,其调质、氮化的工艺参数还需进一步进行优化。
