乳液自动化制备系统的关键因素探索
2021-08-25徐雯欣陈文仁
徐雯欣,张 洪,谈 榕,陈文仁
(重庆天泽新材料有限公司研发中心,重庆 401220)
0 前言
在玻璃纤维浸润剂的生产过程中,乳液的乳化工艺对整个浸润剂的质量起着至关重要的作用[1-4]。原料的预处理、称重精度、投料控制、温度控制、转化点控制、搅拌速度控制等管理问题是影响乳液质量和生产效率的主要因素。由于不同浸润剂的原料差异及处理方式不同,因此要求更综合的管理方式,这是传统的生产方式难以实现的。此外,自动化技术的飞速发展,为工业化生产提供了更好的技术条件和成本优势。所以,实现浸润剂的自动化配料具有可行性和必然性。
1 乳液自动化流程关键控制点
1.1 转相点的控制
目前,传统的方法是通过乳液外观的粘度变化情况来判断转相点,存在较大的误差。靠人工经验判定,基本上可以满足传统的生产需要。但是由于精细化生产的要求进一步提高,我们有必要采取更加先进的技术手段来进行准确的判定。对于转相点的确定,可以通过在线粘度监测传感器来实现,对整个过程做出了较为准确的标定,从而得到了最佳转相点的粘度范围。
1.2 乳液温度控制
1.2.1 水相温度的控制
水温对转相点的状态和转化水的用量有一定的影响。在乳化过程中,如果加入乳液体系的水温度过低,将造成油相的局部温度降低进而形成结晶析出,最终造成乳液的粒径分布不均匀。我们研究了某种乳液在3种温度下的转化情况。从表1可以看出,在水相温度为40℃的条件下,粒径范围较宽,为3~10μm。在水相温度为60℃和80℃时,粒径范围变窄,为3~4μm。因此可以得出,随着水相温度的提高,粒径将更加均匀。
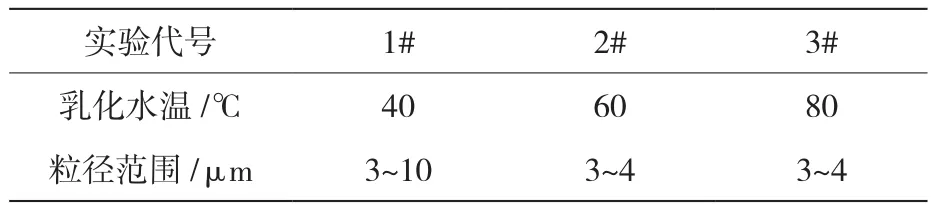
表1 不同水温对乳化转化点的影响
1.2.2 油剂温度的控制
配制乳液所用到的油剂要求预热到流动状态,才能进行乳化。这是因为一方面,固体状的油剂无法直接从包装桶内倒出,另一方面在乳化的前期,无法将整个油相物进行均匀分散。乳化温度对乳化液的粒径大小及分布有一定的影响。一般情况下,乳化温度取决于两相中所含有的高熔点物质的温度,同时还要考虑乳化剂种类及油相与水相的溶解度等因素。两相的温度需保持相同,尤其对含有较高熔点的脂类物质,在乳化过程中如粘度增加很大,而影响搅拌,则可适当提高一些乳化温度。若使用的乳化剂具有一定的转相温度,则乳化温度也最好选在转相温度左右。在整个乳化加水过程中,要求油剂和乳化剂的温度维持在一定的范围,所以整个过程需要在保温条件下进行。
1.2.3 乳液温度变化控制
乳液配制过程中,温度控制是整个过程中的重点,乳化罐中的温度控制直接决定着乳液的品质,不同阶段对应不同的温度数值,并且在一定的范围内进行波动。
往反应釜中所加热水的温度也要与釜内的温度相对应,以便提高乳化的质量。乳化罐采用夹层通蒸汽加热方式,其升温过程受到蒸汽压力,外界环境温度等诸多因素的影响,而且温度变送器采集到的温度存在着一定的滞后特性。温度曲线的不同阶段对应的操作步骤,整个配制过程可以分成几个功能部分。因此,将程序分成“升温阶段”,“保持恒温”,“自然冷却”,“加冷水冷却”等阶段。整个温控系统中,最重要的是恒温阶段的控制,如果温度偏差太大,会影响产品质量。
1.3 搅拌速率的影响
搅拌转速是乳液乳化的重要参数。转速过慢,达不到乳化均匀的效果;转速过快,乳液会四处飞溅,而且产生大量泡沫。在不同乳化时期,由于粘度和水位的变化,需要对搅拌转速进行调整。因此,需设计不同时间段内的转速,例如表2。
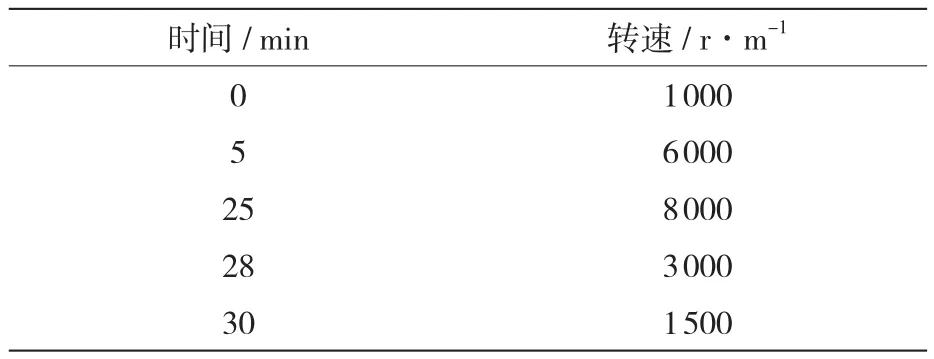
表2 搅拌速度随时间的变化
此外,在乳化系统中,搅拌叶片的大小规格、高度、数量等都是影响乳液粒径大小及均匀度的重要因素。
1.4 原料加入流量控制
在每一种原料逐渐加入的过程中,原料加入量应该逐渐减小。快要接近应加入量时应该以滴入式加入,以保证原料加入量的准确。因此需要控制系统写入阀门开度曲线。同时,为了准确的控制称重量,需要进行误差补偿[5-11]。
1.5 不同乳液之间的切换和系统配合
需要注意的两个点,一是各个乳液品种选择和切换时相关称量、送料、搅拌速度、甚至搅拌叶片的更换等问题,需要确保不能出现任何误差。二是手动称量和加入原料与自动加入原料时间点选择和配合。如某一原料需要在第三步手动加入,系统必须要确定在没有加入该原料时系统自动识别且不会执行下一步操作。
2 乳化自动化设计流程
乳液配制过程中对原料的处理过程需根据乳液配制的要求,按投料顺序依次处理每一种物料,最后将物料投入到乳化罐中,完成乳液加料过程。
2.1 物料的预处理过程
由于乳液原料的特殊性,配制时各种原材料必须进行预处理。乳液原料的预处理为加热使其变为粘流态。温度范围要适宜而且加热时间要合理控制,否则将破坏原组分的化学结构以及有效成分的含量变化。我们选择将乳液的原料预处理采用带温度和液位控制的热水浴或蒸汽加热装置,安装在整个加料系统的上端,同时加装温度控制报警装置,用于准确控制过程中的温度。
2.2 原料的定量问题
在乳液配方比例的严格要求下,原料的种类及配制比例是保证乳液质量的前提,如果原料的比例发生了变化,配制出的乳液的各个组分含量也将发生变化,造成最终产品的变化。称重过程中,一方面要保证测量精度,另一方面要对物料进行保温,避免原料遇冷在管道中发生堵塞。高粘性流体动态称重的精确度控制是一个控制的难点[12-20]。
为了准确控制精度,我们将原料称重分为自动称重和人工称重两部分。在自动称重中,又涉及原料上料、称重、清洗等环节。因此拟采取以下方案保证称重精度:
原料上料:采用变频的泵来完成进料的输送,从而实现物料的精确计量。随着称量值的不断升高至称量完成,其泵的流量逐渐减少至停止。
原料称重:称重系统所用的传感器和称重终端需满足称量的精度和可靠性。所以最低精度需满足生产称重的要求。
清洗:称量完成后,秤体需进行彻底的清洁,一方面减少原料对下次配制的污染;另一方面,可保证称量的物料全部进入罐中。
人工称重:对于加入量较少的物料则需采用手动称重方式。同时重量数据通过需传输至PLC控制系统,完成生产过程的记录和监控。
2.3 原料的投料顺序
按照乳液的配制工艺流程,各种物料需要按照一定的顺序进行投料,才能稳定乳化的工艺条件,最终保证乳液的品质[21-22]。
为了使投料过程中的各种物料按照顺序进入罐体,需要按照先称先入的原则进行投料并记录,同时将称完后的信息上传至PLC。
2.4 热水箱的安装
由于乳化过程需要使用热水来完成,所以需要在现场安装热水加热箱。加热箱上安装有温度和液位传感器,由PLC的模拟量输入模块检测输入,有效的检测和控制需要的热水温度和体积。
2.5 报警装置的安装
PLC在控制现场的各个执行器的同时也要监控各个设备的运行状态,确保生产的正常运行。当某一硬件设备出现故障时,“故障”灯变红,在触摸屏上按“消音”按钮后,表示故障确认,“故障”灯变绿,“复位”灯变红,在触摸屏上按“复位”按钮后,表示故障解除,“复位”灯变绿,可以恢复正常的生产过程。
2.6 紧急处理
在乳化过程中,若遇到紧急情况需要停止当前的生产。可以登录权限进入操作页面,及时停止当前生产。并使该乳化罐的控制程序初始化,以便进行下次生产。
生产过程中不允许出现停电事故。中途断电不仅会造成乳化过程中的所有原料全部浪费,还会造成来电恢复后的一系列称量、送料的校正和检查流程。因此,系统配置时必须安装能够满足整套系统的不间断电源(UPS)。
3 乳化系统的安装调试
3.1 设备安装布局
乳化系统平台参考图1,控制柜包括PLC控制柜,变频器控制柜和搅拌电机控制柜。称重平台的几个秤体位于平台的正中央,下部为一个大的缓冲罐,用于缓冲秤体内的物料,最后排放到平台下面的乳化罐。桶泵用来在称重过程中精确供料,不同配方需要不同类型的原料,合理的调节桶泵的转速,精确的控制供料速度,做到称重系统高质量高效率的运行,完成整个自动化称重过程。同时平台上还设有监控摄像头,实时监控现场车间的生产状态,用于提示工人操作的触摸屏安装在平台柱子侧面,利于工人方便查看和确认必要的生产过程。

图1 浸润剂乳化系统平台结构
同时还需要预置足够的空间使用,整个乳液罐需要设置在平台的上端位置,在安装称量系统、送料系统室时需要对现场进行重新的规划,布局合理,尽可能有效地利用空间。同时在施工过程中需要对人员和设备进行安全防护。
3.2 乳化系统管网布置
乳化系统网管布置图如图2所示,基本的安装思路如下:安装流量计检测流量(前)和气动调节阀(后)于乳化罐旁,用于控制加水量检测和阀门开度;乳化罐流量计、气动调节阀、搅拌、热电阻、纯水罐热电阻信号统一接入PLC控制;设单独控制手动球阀,设单独支阀,备用。便于故障条件下手动控制。乳化罐边上设置逐步控制“确认”按钮及PLC控制程序。在出现所有故障以及乳化每个时间点后,都需要发出报警、提示信号。控制系统加UPS电源防止断电事故;纯水进乳化罐的位置安装在靠罐壁的位置,减少水流冲击产生的泡沫。
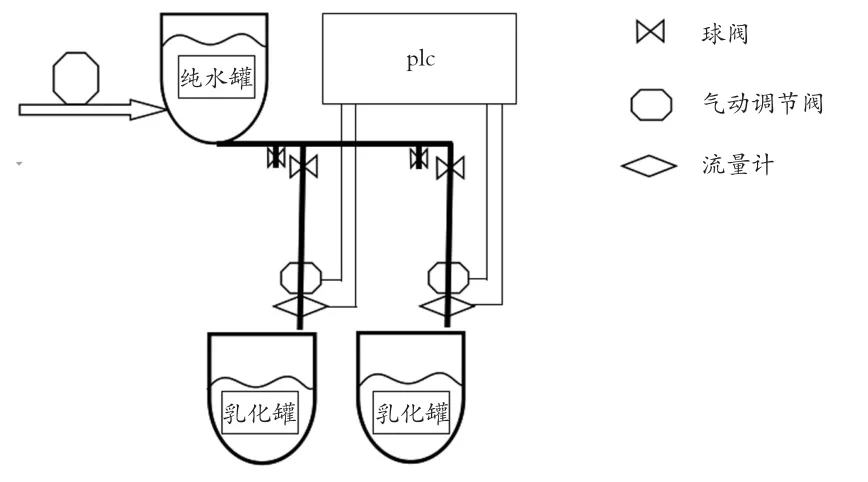
图2 乳化系统网管布置图
3.3 乳化系统的试运行
乳液的生产过程主要包括原料备料、原料预处理、称重和投料。在上位机软件中输入配方所需原料的种类、质量、处理方式以及投料顺序,然后通过MPI总线下载到PLC进行生产。生产过程中上位机完成实时质量值和投料顺序的监控,同时生成历史数据报表供查询。管理人员可以随时通过管理计算机的数据库查看整个乳化流程的全部信息,对生产过程提供全面的监控。
同时,监控系统应该具备数据备份和保存、查看历史乳化记录(包含手工加入原料)的功能。
4 小结
本文从以下几个方面论述了玻璃纤维乳液生产过程中自动化配置的可行性方案:
(1)乳液自动化流程关键控制点,包括转向点、乳液温度、搅拌速度、物料的流量以及不同类型乳液的系统切换等关键控制因素对乳液的品质影响。
(2)乳液的自动化流程步骤,包括物料的预处理、原料的定量控制、投料顺序、热水箱的安装、报警装置以及异常情况下的应急处理等。
(3)乳液系统的安装调试,包括设备的安装布局、乳化系统管网布置以及乳化系统的试运行。
通过对以上几个方面的研究,确认了乳液自动化控制实施的基本思路和方法。