聚丙烯/聚乙二醇熔喷非织造材料的制备及其性能研究
2021-07-28周忠成周衡书解开放
周忠成,周衡书,2,刘 超,张 恒,周 蓉,解开放
(1.湖南工程学院纺织服装学院,湘潭 411104;2.湖南省新型纤维面料及加工工程技术研究中心,湘潭 411104;3.中原工学院纺织学院,郑州 451191)
0 引言
熔喷非织造材料是由超细纤维互相缠结而成的网状三维多孔纤维材料,其纤维细度在1~3 μm之间,其较大的比表面积和致密的孔隙赋予了其优异的屏蔽性和分离性[1],使得熔喷超细纤维材料在过滤与分离[2](如口罩、空气净化器等)、医疗卫生[3](如妇幼吸收性卫生用品等)和能源[4](电池隔膜)等领域具有广泛的应用.
聚丙烯(PP)具有原料丰富、生产成本低、质量轻、强度高、耐腐蚀、耐磨性和回复性良好、不起球、价廉等优点[5],已大量用于熔喷法非织造材料.但在应用过程中,聚丙烯熔喷非织造材料还存在着结构单一、亲水性较差等问题,影响了其在过滤产品和医疗卫生产品等领域的应用.有学者利用后整理处理或将共混改性的方法改变聚丙烯熔喷材料的亲水性能.李健男等[6]为研究聚丙烯熔喷超细纤维材料的亲水性能,采用亲水后整理工艺,并测试了处理前后的亲水性能的变化;苏张芸等[7]探究了利用亲水母粒共混工艺提高亲水性的可能性.但很少有学者探究纤维微观结构对水的亲疏影响规律,因聚乙二醇(PEG)无毒无害,有着良好的水溶性,在正常条件下,聚乙二醇的化学性质非常稳定,所以通过PP 与PEG 共混的方式制备出PP/PEG 熔喷非织造材料,使材料结构发生改变,制备出性能更为优异的熔喷非织造材料,从而拓展其应用领域.
1 实验部分
1.1 实验材料
聚丙烯切片(熔点为165 ℃,熔融指数为1520 g/10 min,等规度>97%),南京天诗新材料有限公司;聚乙二醇(分子量3700~4500,水分≤0.9%,凝固点为54 ℃),海安石油化工厂),湿润剂X-405(密度为1.05 g/mL,黏度为1030 mPa·s,pH 值为6~7,活性物含量>93%).
1.2 实验设备
熔喷试验机FCN-2(淄博方辰母粒厂);HD026N 电子织物强力仪(南通宏大实验仪器有限公司);YG461Z 型全自动透气性能测试仪;蔡司Sigma 500 场发射扫描电子显微镜(德国卡尔·蔡司股份公司);OCA20 全自动接触角测量仪(德国Dataphysics 公司)
1.3 材料制备
首先将PEG 切片(质量分数为0%、8%、10%、12%和15%)与聚丙烯进行在80 ℃水浴中均匀搅拌40 min,最后停止加热并持续搅拌直至冷却到室内温度形成共混切片.将制备好的切片送至熔喷机,熔喷非织造材料的制备工艺为:风道宽度0.45 mm,风道角度60°;喷丝孔径0.25 mm;接收距离20 mm;计量泵7 r·min-1;空气压力0.3 MPa 以及各区温度如表1 所示.

表1 纺丝工艺参数
1.4 测试与表征
1.4.1 形貌观察
先将试样用60 ℃热水处理5 min 后烘干,再利用扫描电子显微镜观察试样的形貌,同时使用Image J 软件(美国)统计纤维的直径.
1.4.2 强力性能测试
参考GB/T 24218.3—2010《纺织品非织造布实验方法第3 部分:断裂强力和断裂伸长率的测定(条样法)》,对PP/PEG 熔喷非织造材料最大断裂强力与断裂伸长率测试,记录数据.
1.4.3 透气性能测试
参照GB/T 5453—1997《织物透气性的测定》,对材料进行测试.样品规格为100 mm×100 mm,试样压差为200 Pa,透气率单位为mm/s.
1.4.4 持液率与保液率
将PP/PEG 熔喷非织造材料剪裁面积为33 cm2的圆形试样,测得其重量M1(g),然后将其放入含有1%湿润剂的水溶液里1 min,待试样浸润完全后,在悬空静置30 s 后称重M2(g),经计算可得出保液率.随后将样品放入溶液中待样品浸润完全后,用夹子取出样品,用一定重物压1 min 后称重M3(g),经公式计算即可得到持液率.保液率公式:

式中:P——保液率;
M1——样品干燥时测得的重量/g;
M2——样品在空中静置30 s 后测得的重量/g.
持液率公式:

式中:Q——持液率;
M1——样品干燥时测得的重量/g;
M3——样品在纸中被重物压1 min 后测得的重量/g.
1.4.5 接触角
采用接触角测量仪直接测量介于液滴基线和固体界面切线间的角度,从而得到接触角.
2 结果与分析
2.1 形貌特征
图1 示出PEG 含量与纤维的平均直径变化关系,从中看出随着PEG 含量的增加,纤维的平均直径先减小再增加,并且当PEG 含量为10%时纤维的平均直径最小.结合图2 纤维细度分布图,PEG 含量的增加,小于0.5 μm 的纤维数增加,当PEG 的含量超过10%,纤维直径大于2 μm 的数量增多.出现这种现象可能的原因是随着PEG 的增加会使共混聚合物熔体的黏度下降流动性增加,在其他条件不变的情况下,共混聚合物熔体更易被牵伸.当PEG含量超过10%后,共混熔体的流动性进一步加强,在其他条件不变的情况下,熔体在经过喷丝板后会因过度牵伸发生并丝现象,导致纤维直径大于2 μm的纤维数量增加,从而使纤维的平均直径增加.

图1 PEG含量与纤维的平均直径变化关系
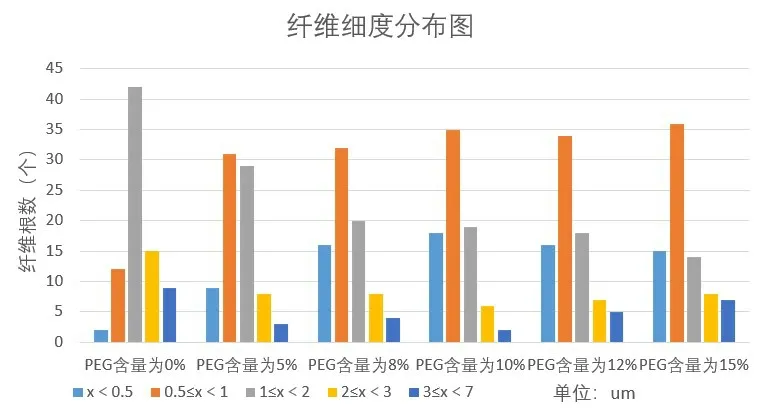
图2 纤维细度分布
通过图3 不同PEG 质量分数样品的扫描电镜照片可以看出,当添加量少于10%的PEG 时纤维表面出现沟槽,而当PEG 含量大于10%后会发现带有沟槽状的纤维减少,并且沟槽形状不明显.导致这种现象的原因:PEG 易溶于水,当用60 ℃热水处理后材料表面PEG 溶于水中,从而导致纤维表面出现沟槽;当PEG 含量过高时,熔体的流动性过大,导致纤维变细,且在牵伸过程中会出现并丝,所以PEG 不易附着超细纤维表面上,而在其内部,水处理后不易溶解,从而沟槽不明显.
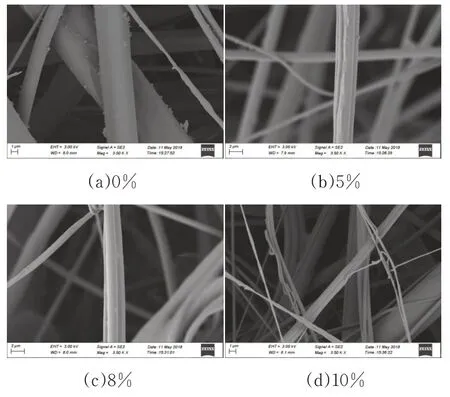

图3 不同PEG质量分数样品的扫描电镜照片
2.2 力学性能
从图4 PEG 含量和纵向拉伸强力变化关系中可以看出随着PEG 含量的增加PP/PEG 熔喷无纺布的纵向拉伸强力减小.结合纤维细度分布分析,出现这一情况的可能原因是:PEG 的增加使纤维的细度不均匀性增加,不同细度纤维之间的粘合抱合力的差异,使材料的均匀性下降,最终导致:当PEG含量增加时,PP/PEG 熔喷无纺布的纵向拉伸强力减小.

图4 PEG含量和纵向拉伸强力变化关系
2.3 透气性能
由图5 可知,随着PEG 含量的增加,PP/PEG 熔喷非织造材料的透气量先降低再升高,当PEG 含量为10%时,PP/PEG 熔喷非织造材料的透气量最低,这是因为纤维平均细度随PEG 含量的升高先变小后增大,PEG 含量为10%时纤维最细,纤维越细,纤维之间排列越紧密,纤维间孔隙直径越小,材料的透气性也就越小.

图5 PEG含量与透气率变化关系
2.4 持液率和保液率
从图6 可以看出,PP/PEG 熔喷非织造材料的持液率和保液率随着PEG 含量的升高先增加后减小,并在PEG 含量为10%时到达顶点.由于样品经过1%的亲水剂处理,使PP/PEG 熔喷非织造材料样品的保液率和持液率几乎不受PP 和PEG 自身性能影响,而是主要受孔隙率和纤维细度影响.不同含量的PEG 对样品的孔隙率影响不大,因此样品的保液率和持液率主要受纤维细度影响.纤维越细,则纤维的比表面积越大,对水的吸附能力越强.PP/PEG 熔喷非织造材料中的纤维直径随着PEG含量的增加先减小后增大,在PEG 含量为10%时达到最低点;材料的保液率和持液率随着PEG 含量的升高先增大后减小,且在PEG 含量为10%时达到最大值.

图6 PEG含量与持液率保液率变化关系
2.5 接触角
由图7、图8 可以发现,随着PP/PEG 熔喷非织造材料中PEG 含量的上升,接触角呈现出不断减小的趋势,并且接触角均>90°,表明PP/PEG 熔喷非织造材料是疏水性材料,随着PEG 含量的升高亲水性能得到改善,且PEG 含量到达10%时,亲水性已接近最大值.

图7 不同PEG质量分数样品的接触角照片

图8 PEG含量与接触角变化关系
3 结语
(1)聚乙二醇和高熔指聚丙烯在熔喷无纺布的生产中具有较好的可纺性.
(2)通过对熔喷无纺布的纤维微观分析,得到PEG 含量的增加可以提高熔体的流动性,导致纤维变细或由于过细而并丝现象,从而影响熔喷无纺布的透气率;PEG 含量的增加使熔喷无纺布的纵向断裂强力下降.
(3)通过用热水处理熔喷无纺布后发现纤维的表面会出现沟槽形状,使纤维的比表面积增大.
(4)熔喷无纺布的持液率和保液率随着PEG 含量的增加先增大后减小;接触角随着PEG 含量的增大不断减小;在PEG 含量为10%时,持液率和保液率达到最大值,接触角接近最小值.
