工件高效自动分拣系统的设计
2021-07-20蒋晓敏
蒋晓敏

[摘 要]一直以来,顺序控制都是自动分拣系统的主流思想,但是在动作时间等因素的限制下,无法有效提高分拣效率,这就会影响到整体工作。为此,应该从软件设计角度出发提高效率,并对电击状况进行变频控制,从而设计高效自动分拣系统。
[关键词]工件;高效;自动分拣
[中图分类号]TP273 [文献标志码]A [文章编号]2095–6487(2021)03–00–03
[Abstract]All along, sequence control is the mainstream idea of automatic sorting system, but under the limitation of action time and other factors, it can not effectively improve the sorting efficiency, which will affect the overall work. Therefore, we should improve the efficiency from the perspective of software design, and carry out frequency conversion control on the electric shock status, so as to design an efficient automatic sorting system.
[Keywords]workpiece; high efficiency; automatic sorting
PLC控制是自动化生产线中的关键系统,具有抗干扰性强、可靠性强、编程简单以及对环境要求低等优势。但是,很多工件分拣系统当中的软件设计都存在一定的问题,因此应该加大对系统设计的研究力度,实现系统的高效以及全自动控制。
1 工件高效自动分拣系统的功能概述
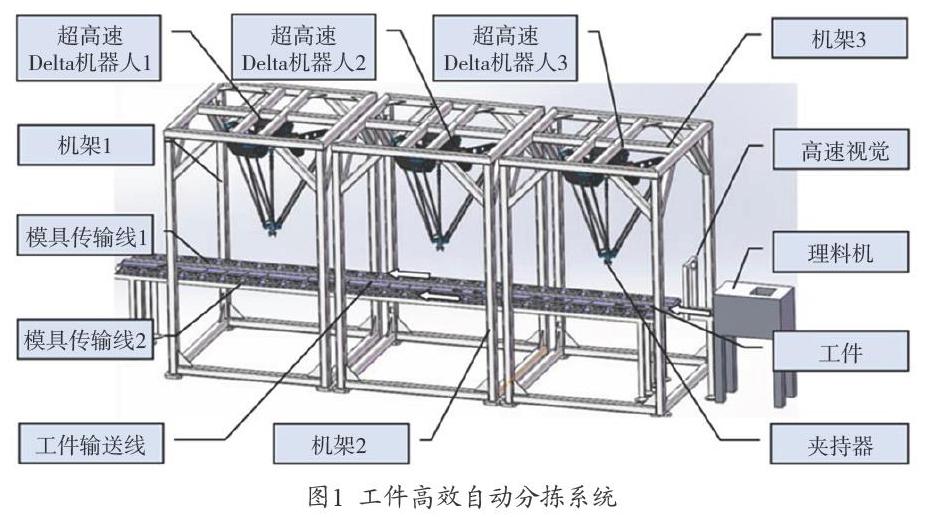
以某工件高效自动分拣系统为例,分析其功能、系统组成等各方面情况。该工件高效自动分拣系统需要将从理料机送出的工件传输到机器人下方抓取,通过视觉系统识别定位产品的正面与反面、角度与位置;通过机器人自动跟踪抓取产品,之后将产品自动放入盒中,并根据产品正反面的情况将产品放置在特定的模具当中。该工件高效自动分拣系统的关键技术主要包括识别产品正反面、分拣装盒、并联机器人高速分拣、输送线实时跟踪。
2 工件高效自动分拣系统的组成
该工件高效自动分拣系统由多部分共同构成,主要包括机器视觉、并联机器人、末端夹具、产品输送线等部分(图1)。其中,机器视觉主要包括光源、镜头、线缆、Basler工业相机、视觉软件以及PLC控制器;并联机器人是由控制柜、触控屏、四轴并联机器人与机架构成的;末端夹具即定制家具;产品输送线包括工业皮带、变频器、包胶轴、减速电机与跟踪编码。此外,工件高效自动分拣系统当中还包括盒子工位切换机构等部分。
3 工件高效自动分拣系统电气主电路设计
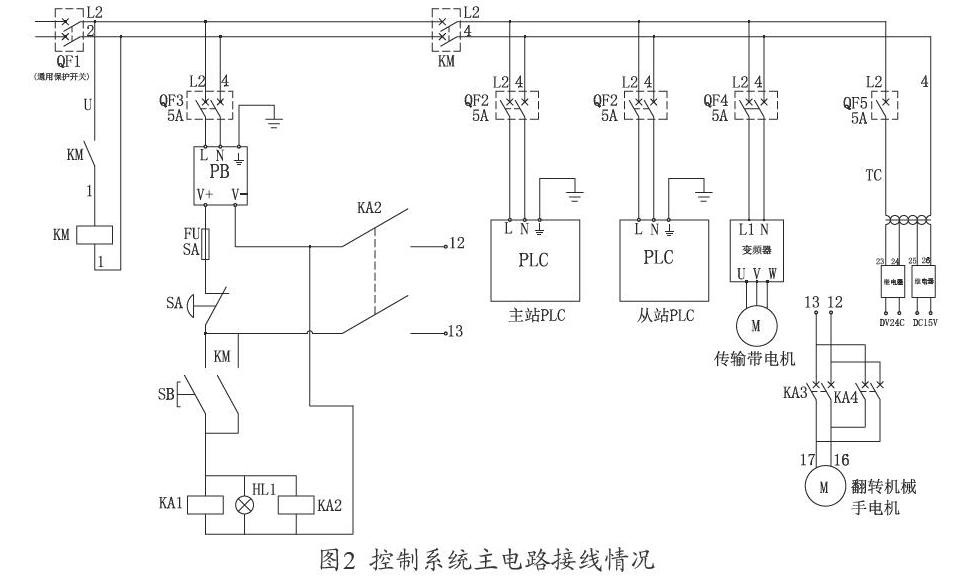
工件高效自动分拣系统中控制系统电气主电路主要包括两个PLC控制器、三相异步电动机、变频器等共同构成的(图2),其中三相异步电动机是传输带电机,而变频器可以控制正反转与具体的转速,此外两个继电器控制着翻转机械手电机,其他的执行机构都是由气动控制的。
4 工件高效自动分拣系统控制系统软件设计
4.1 双PLC通信及数据交换
若想让PLC控制器能够与触控屏之间进行数据交换,就需要确保每一个PLC控制器和触控屏都可以为PPI通信提供支持,所以可以利用profibus网络缆线将两个PLC控制器与触控屏连接在一起,将主站设于中间。该线缆有三个总线连接器,触控屏位于网络两头,其与从站线缆连接器的终端电阻值是on。SIEMENS为了提高通讯质量,开发了PPI这一通讯协议。从整体情况来看,PPI通讯协议是主从协议,在收到命令之后主站会将命令发送给从站,从站就会对命令进行响应,但是从站不会发送消息。在大多数情况下,S7-200CPU都会在PPI从站模式当中运行。但部分情况需要执行网络读写指令,这时就需要通过特定的程序将S7-200CPU从从站模式当中调成主站模式,就可以通过网络读写指令读写PLC控制器的具体要求,且可以直接响应其他主站的申请。此外,只需要网络读指令以及网络写指令就可以实现S7-200CPU之间的PPI通信。
西门子快捷指令向导的操作方法十分简单,只需要通过主站利用指令向导定义通信端口,并设置好读写操作的字节数以及地址区域,还需要将通信过程当中的数据存储空间设置好。同时也应该设置好通信过程中数据的存储空间。这时,西门子的快捷指令向导会自主生成子程序,在主站的PLC控制器当中应用该子程序,之后将输送到从站的数据输送到数据区当中。VB2是外部按钮输入信号,可以将主站PLC控制器的外部输入信号传递出去,所以在通信程序当中需要将所有的数据都传输到VB2中。
4.2 主PLC与变频器通信
(1)若想实时采集变频器数据,且实现无极调速的话,就需要將PLC控制器调整为自由口通信模式,并利用USS指令实现通信。依旧利用profibus网络线缆当作通信线缆,这需要在PLC端设置网络总线连接器。在完成USS协议库的安装工作之后,可以调用一些通信指令。①一般情况下,需要在启动初始化驱动器通信时应用USS_INT指令,且执行该指令是应用其他指令的前提和基础,因为只有执行该指令才能够激活所有的驱动器。②USS_CTRL指令是一种控制指令,承担着控制驱动器的重任,可以在通信缓冲区中存储相关命令,之后将这些命令输送到编址的驱动器中,这样就可以控制驱动器,促使驱动器执行命令,但是每台驱动器只能够指令一条USS_CTRL指令。
(2)为了满足控制需求,在进行通信软件设计时,需要确保通信软件能够读取变频器的运行频率、电压、电流等信息,可以控制变频器的开启和关闭、可以对变频器进行无极调速。所以,需要利用控制命令控制变频器的开始和关闭,并在主程序中进行读取和写入,从而读取各类信息。其次,若想增强读写数据的精准性与实时性,需要利用查询法进行扫描,循环扫描变频器的频率、电压、电流,这也需要应用定时循环器,具体流程如图3所示。从图3中可以看出,每隔0.2 s就会进行一次读操作,每隔0.3 s会进行一次写操作,无论是读取操作还是写入操作的时间都是足够的,且通信程序可以在整个扫描时间当中循环执行,这样就可以实现实时读取信息,也可以进行无极调速。
(3)需要利用软件滤波检测所读取的参数是否正确,增强程序的抗干扰性。程序在执行完读取命令之后会及时检查所获取的信息,判断信息没有错误之后才会将信息传输到寄存器中。
(4)需要根据实际情况调整变频器的参数。PLC控制器只有利用USS通信才能够控制变频器,所以需要根据实际情况设置参数。同时,在设置变频器参数时,需要综合分析各种情况,例如频率改变对实时性有较高的要求,但是P2000只能够重启变频器才可以更改频率,这就导致频率的实时性无法得到保障。这种问题可以通过相应的方法进行解决,即在设置变频器参数时,需要将最小的频率P1080的数值设置成大于P2000的数值,这样变频器才会认同频率P1080的参数,在这种情况下不需要重新启动变频器就可以更改频率,有效保障频率的实时性。
4.3 主站控制程序设计
(1)PLC主站需要承担多重重任,例如送料、正反面判断、位置判断、自动分拣等各个方面的控制,所以需要由一台226进行控制。从流程中可以看出,程序不是以前常用的顺序流程,是一种以传感器输入信号为开始的程序。在这一流程当中,整个控制程序被分为了三段,第一段需要负责送料,即负责运输产品,这一部分属于单独控制部分,是通过控制送料的时间间隔进行自动送料的,不再需要送完料等到分拣之后再判断是否需要继续送料;第二段需要负责判断产品的位置以及正反面,当传感器检测到产品信号之后,会自动启动第二段程序,明确产品是正面还是反面,并明确产品的具体位置;第三段需要进行产品分拣,当接收到传感器信号之后,可以判断分拣处是否有新的工件,并自动存储产品的位置信息,促使分拣机械手能够到达产品所在位置,同时机械手在分拣过程中可以自动判断产品的正反面,根据产品的情况对产品进行分拣。
(2)从流程图中可以发现,该程序应用了分段检测这种方式,提高了分拣效率。图4展示了分拣控制子程序的具体流程。
从图4中可以看出,机械手的分拣过程采用的依旧是传统的顺序控制方式,也就是在完成一轮当中所有操作和动作后才会开展下一轮操作,自动判断分拣处当中是否出现了新工件,若有新工件的话就会进行分拣。
机械手三个工位的子程序控制流程是一样的,但是每个子程序都存储了目标工位,这些目标工位是不一样的。在进行设计时,需要确保子程序当中含有很多参数,之后再为子函数传输目标工位。这种设计方法较为简单,且可以满足结构化编程的需求,有利于增强程序的可读性。
4.4 从站控制程序设计
相比于主站控制程序的设计,从站控制程序的设计较为简单,具体流程如图5所示。从图5中可以看出,并行分支的设计是翻转机械手的主要难点。当翻转手在翻转之前呈现左限位时会正转至右限位,当翻转手在翻转之前呈现右限位时会反转至左限位。在这种情况下,翻转手每一次翻转都只需要转半周,可有效提高反转效率,节约反转时长,有效实现工件的翻转控制。
5 结语
在进行工件高效自动分拣系统设计时,需要明确该分拣系统的功能、系统构成,之后根据实际情况进行系统电气主电路设计工作、控制系统软件设计工作,从而提高工件自动分拣系统的效率,提高生产质量。
参考文献
[1] 杨日容.基于STM32的物料分拣监控系统设计与实现[J].工业控制计算机,2017,30(2):124-125.
[2] 杜恩明,张仁朝.基于机器视觉的自动分拣码放系统研究[J].包装工程,2018,39(15):194-198.
[3] 党丽峰,张星亮,邵洵玉.基于视觉识别引导的多功能自动分拣系统设计研究[J].农业装备技术,2020(5):42-45.
[4] 梅阳寒,熊长炜,范四立.一种3C产品零件的智能分拣系统设计与实现[J].现代制造技术与装备,2018(10):23-24,27.
[5] 王涛.工件分拣系统中视觉单元的设计[J].南方农机,2019(16):144.
[6] 张翠云.基于PLC的物料分拣控制系统设计与实现[J].机电工程技术,2020(9):166-168.
[7] 梁涵.基于機器视觉的工件自动分拣系统研究[J].农机使用与维修,2019(2):24.
[8] 贺道坤,刘国臣,尹欢.环形输送分拣装置的设计与实现[J].信息化研究,2020(5):67-71,77.
[9] 张顺星,张玉洁.基于PLC的组合工件自动分拣系统研究与设计[J].新技术新工艺,2015(9):16-18.
[10] 管经纬,周虎,杨慧斌.基于机器视觉的工件自动分拣系统的研究[J].机械工程师,2014(8):18-20.
