A/O-MBBR工艺处理煤制乙二醇废水工程实例
2021-07-07陈龙陈孝亭
陈龙,陈孝亭
(1.东华工程科技股份有限公司,合肥 230024;2.神华工程技术有限公司,北京 102200)
1 工程概况
西南某煤制乙二醇企业采用草酸酯法生产乙二醇。草酸酯法生产乙二醇过程中的工艺废水主要来源于煤气化、变换、净化,及DMO生产中酯化和乙二醇精馏工段[1]。从煤制乙二醇项目的具体开展来看,在不同的工艺环节会有不同类型的废水产生,不同环节的废水需要采用不同的处理方式,废水处理效果才会达到最佳[2]。煤制乙二醇工艺流程长、工艺复杂,所产生的废水呈现出成分较复杂、有机物含量较高、可生化性较好等特点。该废水处理工程设计采用以A/O-MBBR为主的组合工艺,出水达到GB 8978—1996《污水综合排放标准》一级标准(其中ρ(COD)≤80 mg/L)后排放。
2 设计进出水水质
本工程的设计水量为200 m3/h,其中生产废水170 m3/h,生活污水30 m3/h。生产废水主要为煤气化炉废水预处理后废水、变换废水、净化废水、DMO生产中酯化废水及乙二醇精馏废水,以生产废水与生活污水混合后的水质作为设计进水水质,经过处理后出水水质达到GB 8978—1996一级标准(其中ρ(COD)≤80 mg/L)后排放。具体设计进出水水质指标见表1。

表1 设计进出水水质Tab.1 Design influent and effluent water quality
3 处理工艺流程
目前,国内外研究可用于乙二醇废水的处理方法有电解法、湿式氧化法、臭氧法、反渗透法、化学氧化法、蒸馏法、生物法等,其中有些处理方法尽管效果好,但处理费用高,难以实现工业化[3]。经工程实例验证,采用生物法处理煤制乙二醇废水,不仅运行效果好,而且处理费用低[4]。目前,生物法处理煤制乙二醇废水的工艺主要有MBR、SBR、氧化沟、A/O、MBBR等。其中,MBR工艺出水好,但能耗高,膜造价高且易污染,运行成本高;SBR工艺能应对进水水质水量波动较大的情况,但间歇周期运行,自动化要求高;氧化沟工艺运行简单,但沟深浅,表面曝气设备充氧效率偏低,且占地面积较大[5]。综合考虑运行简单、维护成本低,且能满足处理要求等因素,选择A/O为本工程生物处理工艺。同时本工程进水COD浓度较高,一级生物处理难以保证达标,因此采用二级生物处理,考虑到占地面积小、运行管理简单等因素,二级生物处理选择MBBR。MBBR是一种将生物膜法与活性污泥法相结合的高效废水处理工艺,兼具生物接触氧化和生物流化床的优点,在国内发展迅速[6]。
综上所述,该工程因各工段水质、水量各不相同,需先针对性地选择均质调节池进行水质水量调节,再以A/O-MBBR作为主体工艺进行处理。废水处理工艺如图1所示。
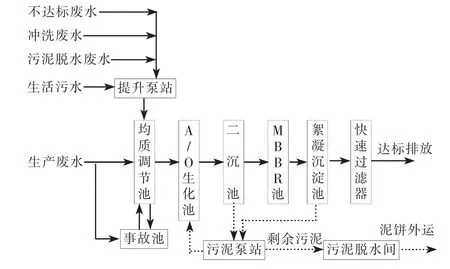
图1 废水处理工艺流程Fig.1 Process flow of wastewater treatment
各工段的生产废水经带压管道输送至均质调节池,事故状态时,将事故水通过阀门切换至事故池暂时储存,待来水恢复正常时,再由泵少量均匀地提升至均质调节池。生活污水经提升泵站送至均质调节池。生活污水、生产废水在均质调节池混合后自流进入A池进行反硝化反应,将部分硝酸盐还原成氮气;A池出水进入O池,O池内设有鼓风曝气,将进水中约87.5%的氨氮转化成硝酸盐,并去除大部分有机污染物,O池中的混合液部分回流至A池,混合液回流比为200%,O池出水自流进入二沉池,经固液分离后上清液自流进入MBBR池;MBBR池内设有填料和鼓风曝气,进一步去除废水中的氨氮和有机物;MBBR池出水自流进入絮凝沉淀池的混合反应段,与PAM和PAC混合,经过混凝反应的废水进入沉淀池,进一步去除有机污染物、色度以及悬浮物;絮凝沉淀池出水进入快速过滤器处理,以满足排放要求。处理后的出水经水泵提升外排。
二沉池排出的污泥部分回流至A池,剩余部分排至污泥脱水间的污泥池,与絮凝沉淀池排泥一并经污泥泵提升进入污泥浓缩脱水机,经脱水后泥饼含水率约80%,外运处置。
4 主要工艺单元设计参数
(1)提升泵站。设计尺寸为7.0 m×4.5 m×7.2 m,最高液位与最低液位差为1.0 m,内设回转式机械格栅1台,有效栅宽B=800 mm,栅条间隙b=6 mm,渠深H=5 800 mm。污水提升泵3台,其中Q=100 m3/h,H=13.5 m,P=3 kW,1台;Q=30 m3/h,H=13.5 m,P=11 kW,2台,1用1备。正常运行时开启小流量污水泵,当水量大时开启大流量污水泵。
(2)均质调节池。设计尺寸为30.0 m×30.0 m×6.5 m,有效水深为5.5 m,设计停留时间为24.0 h。池内设立式搅拌机4台,P=7.5 kW。
(3)A/O生化池。A池1座分2格,单格设计尺寸为29.2 m×8.5 m×6.4 m,有效水深为5.5 m,设计停留时间为13.5 h;池内设立式搅拌机6台,P=3 kW。O池1座分2格,单格设计尺寸为35.0 m×29.2 m×6.4 m,有效水深为5.5 m,设计停留时间为53.5 h,设计溶解氧质量浓度为2~4 mg/L,污泥最大回流比为100%,混合液回流比为200%;池内设混合液回流泵6台,4用2备,Q=100 m3/h,H=1.0~1.5 m,P=2.5 kW。池 内MLSS质量浓度为3 500 mg/L,COD污泥负荷为0.143 kg[COD]/(kg[MLSS]·d),氨氮污泥负荷为0.01 kg[氨氮]/(kg[MLSS]·d)。
(4)二沉池。2座,单座设计尺寸为φ16.0 m×4.0 m,设计停留时间为4 h,有效水深为2.0 m,表面负荷为0.5m3/(m2·h)。配套中心传动刮泥机2台,直径为16.0 m,P=0.75kW;回流污泥泵2台,1用1备,Q=100m3/h,H=11m,P=7.5kW;剩余污泥泵2台,1用1备,Q=30m3/h,H=6m,P=2.2kW。
(5)MBBR池。1座2格,单格设计尺寸为18.0 m×12.5 m×5.7 m,有效水深为5.0 m,设计停留时间为11h。池内设悬浮填料1 100 m3,COD容积负荷为1.14 kg[COD]/(m3[填料]·d)。池内采用穿孔曝气,配置穿孔曝气系统1套和进出水拦截网。
(6)絮凝沉淀池。混合池1格,设计尺寸为1.5 m×1.5 m×4.2 m,有效水深为3.55 m,设计混合时间为2 min。絮凝池2个系列,三级絮凝,单格设计尺寸为1.5 m×1.5 m×4.2 m,有效水深为3.5 m,设计絮凝时间为14 min。沉淀池2个系列,单格设计尺寸为6.0 m×6.0 m×5.5 m,沉淀时间为2.3 h,斜板区表面水力负荷为2.7 m3/(m2·h)。混合池内设立式搅拌机1台,P=0.75 kW;一级絮凝立式搅拌机2台,P=0.75 kW;二级絮凝立式搅拌机2台,P=0.55 kW;三级絮凝立式搅拌机2台,P=0.37 kW;污水提升泵3台,2用1备,Q=100 m3/h,H=30 m,P=37 kW。
(7)快速过滤器。4台,单台处理能力为50 m3/h。设备类型为石英砂过滤器,进水ρ(SS)≤100 mg/L,出水ρ(SS)<50 mg/L,压力损失小于0.04 MPa,过滤精度为0.05~0.10 mm。配套反冲洗水泵3台,2用1备,Q=40 m3/h,H=15 m,P=4 kW,设置于冲洗水池,反冲洗气源来自鼓风机房。
(8)鼓风机房。设计平面尺寸为24.0 m×10.0 m。主要为A/O生化池、MBBR池好氧微生物供气,同时作为快速过滤器气洗的气源。配置离心鼓风机4台,3用1备,Q=100 m3/min,P=68.8 kPa,P=185 kW。
5 工程运行效果
本工程调试时间为春、夏季,随着气温升高,微生物生长迅速,絮体形成较快,污泥量逐渐增大,通过镜像观察生物相,发现各种形状的菌胶团及原生动物——肉足类变形虫[7],以后逐渐提高负荷至设计负荷,由于氨氮含量较高,在驯化过程中需要寻找最佳运行周期以便较好地脱氮[8]。
经过2 a多的运行,项目实际处理废水量基本维持在150~190 m3/h。运行期间,根据水质水量变化,控制鼓风机的曝气量,好氧池内溶解氧质量浓度保持在(3.0±0.5)mg/L[9]。MBBR池采用穿孔管曝气,既保证了曝气效果,也保证了悬浮填料的流化效果。系统运行稳定,出水状况良好,COD去除率稳定在95%左右。各项指标满足GB 8978—1996一级标准(其中ρ(COD)≤80 mg/L)要求,达标排放。2020年5月份的实际平均进出水情况如表2所示。

表2 实际进出水平均水质Tab.2 Actual average influent and effluent water quality
6 投资及运行成本
工程总投资为4 500万元。工程直接运行费用为2.89元/m3,其中电费1.76元/m3,药剂费0.88元/m3,人工费0.25元/m3,污泥处置费不计。
7 结语
(1)采用均质调节-A/O-MBBR-絮凝沉淀-快速过滤的工艺处理某煤制乙二醇废水,出水水质稳定达到GB 8978—1996一级标准(其中ρ(COD)≤80 mg/L)要求。
(2)工程实践表明,MBBR工艺用于工业废水处理是可行的。本工程调试初期,MBBR挂膜比较困难,后期采用闷曝等措施,MBBR挂膜效果较好,填料始终保持流化状态,无流失现象。该工艺的成功应用为出水达标排放奠定了重要基础。
(3)本工程配备PLC控制系统,除污泥脱水、加药需要定期人工操作外,其他环节基本不需要人工操作,大大减少了劳动强度,工作人员管理轻松方便。
