污水处理厂异味治理改造工程实例
2021-07-07徐遵主陆朝阳张纪文
徐遵主,陆朝阳,张纪文
(南京大学环境规划设计研究院集团股份公司 江苏省区域流域环境综合治理工程技术研究中心,南京 210093)
污水处置过程中不可避免会产生含硫化合物、含氮化合物、卤素及其衍生物、烃类和含氧有机物等恶臭气体[1],这些恶臭气体浓度一般较低,但是嗅阈值高,对人的感官影响很大。现有标准重水质污染而轻气体污染,经常出现厂界无组织废气排放达标但异味扰民投诉不断的问题。污水处理厂的异味成为城市化进程中,影响人们获得感和幸福感的重要环境问题之一[2-3],急需得到改善。本文结合某污水处理厂改造工程实例,介绍了臭气的收集及处理方法,以期为同类工程提供参考。
1 工程概况
南京某污水处理厂目前处理规模为80 000 m3/d,其中工业废水占比约20%。周边居民区晚于污水处理厂建成,改造前存在多次异味扰民投诉。本工程主要目的是解决该厂异味扰民投诉的问题。
结合CJJ/T 243—2016《城镇污水处理厂臭气处理技术规程》推荐的废气污染物浓度值,本工程设计进气浓度如表1所示。处理后,臭气浓度有组织排放浓度应满足GB 14554—1993《恶臭污染物排放标准》规定的2 000(无量纲)限值;其他污染物净化效率不低于80%。厂界氨、硫化氢和臭气浓度排放限值应满足GB 18918—2002《城镇污水处理厂污染物排放标准》中的一级标准要求(见表1)。
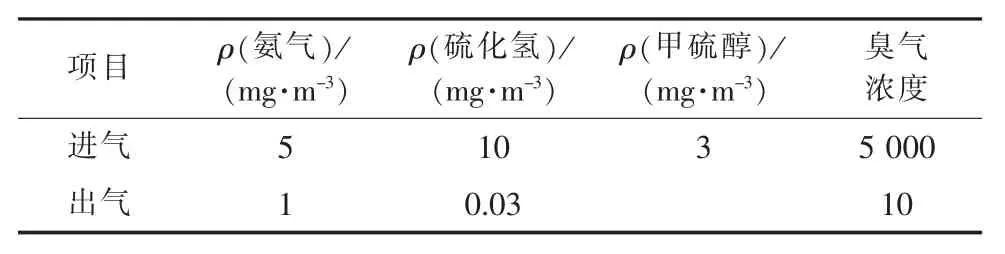
表1 设计进出气浓度Tab.1 Design inlet and outlet gas concentrations
2 异味来源分析
污水处理厂污水处理工艺详见图1所示。
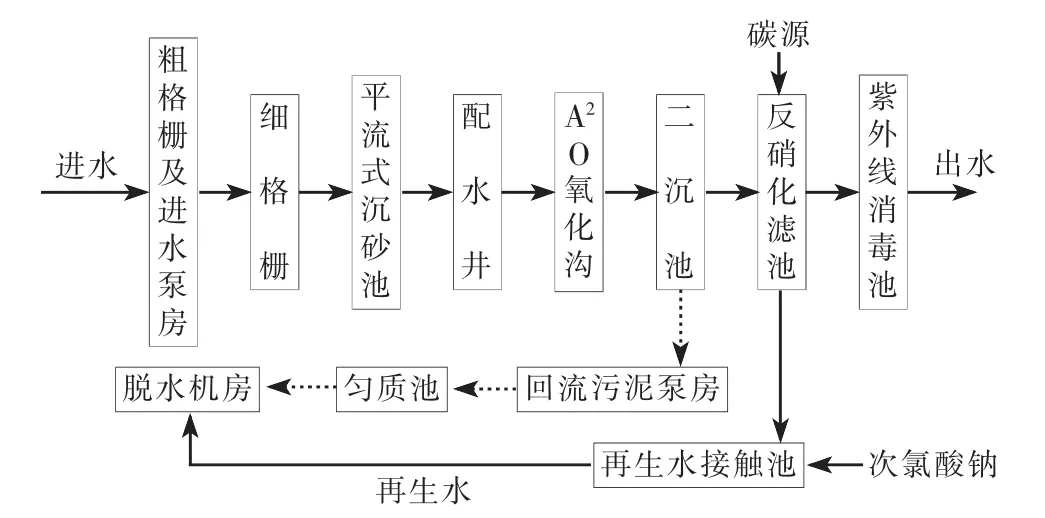
图1 污水处理工艺流程Fig.1 Process flow of sewage treatment
生化反应前污水中的污染物较多,其中易挥发污染物转移至气相会形成大量恶臭气体,典型废气来源单元有粗格栅及进水泵房、细格栅及沉砂池和配水井。A2O氧化沟对应的厌氧和缺氧阶段,细菌还原硫和氮,容易产生硫化氢和氨气等恶臭气体,好氧阶段恶臭气体产生量相对较少。二沉池、反硝化滤池和紫外消毒池中污染物浓度极低,恶臭气体产生量少。后期污泥处理阶段的回流泵房、污泥浓缩池和脱水机房,转移至固相污泥中的污染物在污泥处理过程中容易发生各种生物和化学反应,产生大量恶臭气体。综上,恶臭气体主要来源于:粗格栅及进水泵房、细格栅及沉砂池、配水井、A2O氧化沟、回流泵房、污泥浓缩池和脱水机房。
3 除臭工艺选择
3.1 加盖方式
污水处理厂各个废水处理单元常用的加盖方式有:混凝土加盖、膜材加盖、钢板加盖、阳光板加盖、玻璃钢加盖和玻璃房加盖。其中混凝土加盖和膜材加盖的密封效果最佳,钢板加盖、阳光板加盖和玻璃钢加盖密封性较差,玻璃房加盖一般适用于小型构筑物的加盖。
配水井、回流泵房和污泥浓缩池为密闭式混凝土结构,只需增设废气收集处理措施即可。粗格栅及进水泵房、细格栅及沉砂池尺寸较小,考虑采光性、耐腐蚀性以及投资和工期,采用不锈钢骨架+玻璃房密闭的形式收集废气。A2O氧化沟跨度较大,常规方式无法实现这么大跨度的加盖,拟采用反吊膜的方式加盖,钢结构在反吊膜外部,可以减少恶臭气体对钢结构的腐蚀。脱水机房的板框压滤机区域采用不锈钢骨架+玻璃房密闭的形式,对脱水过程产生的恶臭气体进行捕集。
3.2 除臭工艺
为了更好地确定适合该污水处理厂的恶臭气体处理工艺,对南京市12家类似污水处理厂的废气处理系统进行了实地调研,共计32套废气处理系统。除臭工艺和净化效率评估见表2所示。
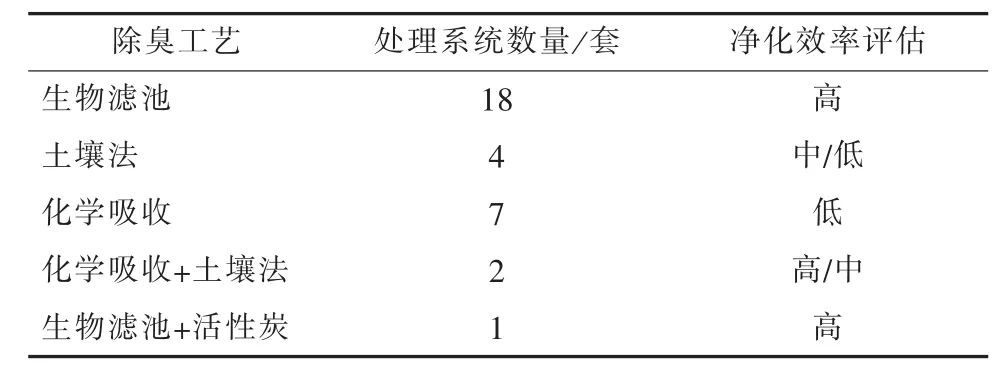
表2 除臭工艺及净化效率评估的调研结果Tab.2 Investigation results of ordor removal process and evaluation of their purification effeciency
生物滤池是本次调研中应用最多的处理工艺,是国内外污水处理厂异味治理的主流工艺[4-5],具有净化效率高的优点。土壤法对占地要求较高,每1 m3气体需要2.5~3.3 m2的土地,土壤法中吸收、吸附和微生物代谢的集成作用低于生物滤池,所以净化效率一般也低于生物滤池,且存在尾气无组织排放不利于环保监管的问题。化学吸收工艺对水溶性较好的氨气、硫化氢等净化效率尚可[6],但对水溶性差的污染物基本无净化效果,整体而言净化效率偏低。不同组合的工艺一般可以提高净化效率。
考虑到本次改造工程占地有限,兼顾投资和净化效率,拟采用生物滤池处理工艺。臭气通过收集管道,在风机的推动下进入除臭装置,臭气经过预洗段进行除尘加湿后,进入生物滤池池体,经过填料微生物的吸附、吸收和降解,将臭气成分去除。
4 工程设计
4.1 废气收集风量设计
本工程产生恶臭气体的主要废水处理单元加盖密闭后,需要负压抽吸进行废气收集,收集风量参照CJJ/T 243—2016中的相关要求进行计算。初期预处理阶段的粗格栅及进水泵房、细格栅及沉砂池、配水井的废气收集风量,按照单位水面面积臭气风量指标10 m3/(m2·h)计算,同时增加2次/h的空间换气量。后期污泥处理阶段的回流泵房、污泥浓缩池和A2O氧化沟的废气收集风量,按照单位水面面积臭气风量指标3 m3/(m2·h)计算,同时增加2次/h的空间换气量。脱水机房压滤机隔间,采用全面换风的方式进行废气收集,收集风量按照12次/h的空间换气量。各污水处理单元废气收集风量计算结果详见表3所示。
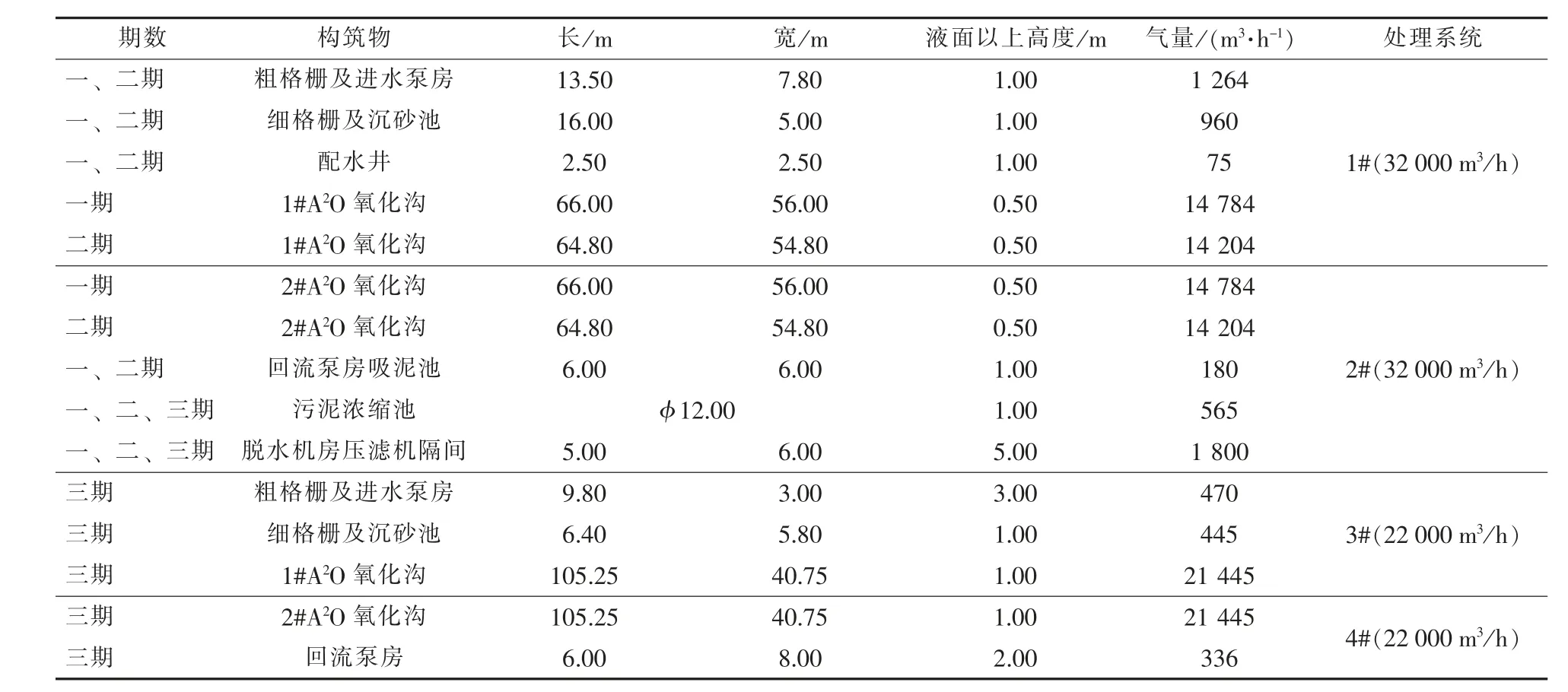
表3 废气收集风量计算结果Tab.3 Calculation results of exhaust gas collection air volume
全厂收集风量合计10 696 1 m3/h,收集管道采用304不锈钢材质,在保证防腐性能的同时,提高施工的便利和美观度,干管风速取6~14 m/s,支管风速取2~8 m/s。
4.2 处理系统设计
结合企业废气收集风量、可用空间大小以及距离各个废水处理单元的距离,拟设置4套生物滤池处理系统,对全厂收集的恶臭气体进行处理,对应的处理区域详见表3所示。1#和2#处理系统设计风量为32 000 m3/h,风机功率为45 kW,生物滤池尺寸为9.2 m×9.2 m×2.5 m;3#和4#处理系统设计风量为22 000 m3/h,风机功率为30 kW,生物滤池尺寸8.5 m×7.0 m×2.5 m。
以上4套生物滤池处理系统均内置预洗喷淋段、预热系统、聚氨酯及多面空心球混合填料,填料层高1.5 m,比表面积大于350 m2/m3;气体停留时间约为15 s。
5 治理改造效果分析
工程改造完成投入正常运行后,企业自主监测和例行监测的结果表明,厂界氨的质量浓度检测值低于0.3 mg/m3,硫化氢的质量浓度检测值低于0.01 mg/m3,臭气浓度检测值低于2(无量纲),显著低于GB 18918—2002中一级标准。处理系统进出口综合净化效率可以达到90%。改造完成后,未发生一起异味扰民投诉情况。
6 工程投资及运行费用
本改造工程总投资900万元,包括加盖300万元,收集系统100万元,废气处理系统500万元。
本工程总运行功率约为200 kW(含风机、预洗水泵和循环水泵),年电费约为80万元;运行管理人员2名,年工资合计20万元。年运行费用总计约100万元,折合吨水异味治理附加费用约为0.034元/t,处理成本在同行业中处于领先水平。
7 结语
污水处理厂的异味扰民问题,需因地制宜采取合理的方式,综合考虑收集和治理措施,才能从根本上解决问题。本工程改造采用玻璃房和反吊膜的方式对污水处理单元进行加盖,投资成本低,施工便捷,美观和防腐性能优异;采用生物滤池工艺处理臭气,综合净化效率达到90%,废气无组织排放显著低于GB 18918—2002一级标准的限值要求。
