曲轴磁粉探伤工艺技术及应用
2021-06-22张昆鹏牟言钦唐灵聪
张昆鹏,牟言钦,唐灵聪
宁波吉利罗佑发动机零部件有限公司,浙江 宁波 315340
0 引言
曲轴是发动机的核心零部件,主要用于发动机的功率输出,并且工作环境恶劣,容易出现过早失效或断裂[1]。如果工件的表面存在裂纹,在外部压力、张力、拉伸、扭曲、冲击等作用下会形成极大的应力集中,即便是极小的裂纹也会迅速扩张,导致严重的安全事故,因此对工件表面缺陷检测尤为重要。磁粉探伤是利用线圈的磁场作用对工件进行磁化,在工件缺陷处形成漏磁场,吸引磁粉在缺陷处堆积,在合适的光照下肉眼可见,用于人工进行工件缺陷判断。磁粉探伤作为检测曲轴表面缺陷的重要手段在各曲轴制造企业应用广泛。
1 曲轴磁化技术
1.1 曲轴磁化方向
磁化方向应尽可能与缺陷方向垂直[2]。磁场方向与缺陷方向垂直时,工件缺陷处才可以产生漏磁场。磁场角度和缺陷角度变小,漏磁场强度下降,磁化检测介质堆积效果差,人员肉眼检测效果差或检测不到。为有效检查和发现曲轴工件表面的缺陷,曲轴磁粉探伤一般采用复合磁化法进行工件表面缺陷的检查。
1.2 曲轴复合磁化法
曲轴复合磁化法一般采用2个或2个以上变化的磁场对工件进行磁化,使工件表面形成交变磁场,使横向以及纵向裂纹形成漏磁场,吸引表面磁化检查介质堆积。复合磁化能够发现工件表面横向、纵向以及交变方向的缺陷。复合磁化如图1所示。

图1 复合磁化示意图
1.3 曲轴磁化检测介质
1.3.1 检测条件
曲轴磁粉检测时,需要构建白光照度不强的检测室或暗区,曲轴磁粉探伤白光照度一般不超过20 lx,紫外辐射照度不低于10 W/m2,检测位置距离紫光灯400 mm。
荧光磁粉初次检测前,应等候至少1 min,使眼睛适应在暗光下工作。检测人员应避免直视UV-A辐射或镜面反射的辐射。光敏眼镜在UV-A辐射下会变暗,降低配戴者的检测能力,应避免配戴。
1.3.2 辐射照度和光照度的测量
磁粉探伤检测需依赖检测人员检出缺陷,故目视检测时的照明极为重要,且只有紫外线才能激发荧光物质产生荧光以便于识别缺陷磁痕,所以需要对检测区域的辐射照度及光照度进行测量。
a)辐射照度:在工作条件下,使用UV-A辐照强度计测量被检表面的UV-A辐射照度。测量应在紫外辐射源输出稳定后进行(开启后不少于10 min)。
b)光照度:光照度计的标称光谱响应按文献[3]标定。光照度计的读数应不受UV-A辐射影响。
2 曲轴磁粉探伤检测设备
磁粉探伤机一般由电源模块、磁化辅助装置、显示与控制单元、磁悬液喷淋装置、照度检测装置和退磁装置等组成,并根据不同产品技术要求配备。
1)电源模块
电源模块是曲轴磁粉探伤的核心单元,通过电磁感应作用使工件磁化。磁化电源主要由低压大电流产生装置、磁化线圈、交叉线圈、固定式或便携式磁轭、脉冲放电装置以及断电相位控制器等组成;常用的结构形式有降压变压器式、电磁铁式、线圈式、磁轭式等。
2)磁化辅助装置
曲轴磁化辅助装置一般由辅助运输和夹持装置组成。辅助运输装置将工件由上料工位输送至探伤工位。夹持装置主要用于曲轴探伤时固定工件,采用接触板与工件接触,曲轴夹持装置一般采用铜板或软金属材料制成。
3)显示与控制单元
显示装置用于显示机床的磁化电流,电流表有指针式和数字显示式2种,根据机床的不同进行选择性配置。
控制装置用于机床的逻辑控制。主控电路控制磁化电流产生、磁化及退磁所需要的电路,辅助电路一般由电动泵、夹头移动电机、照明以及其它电路组成。
4)磁悬液喷淋装置
由电动泵叶片将贮液箱中的磁悬液搅拌均匀并以一定压力将其通过输液管输送至喷淋阀门喷淋,将磁粉喷洒到工件表面,多余的液体经回液盘收集后流回贮液箱循环使用。
5)照度检测装置
荧光磁粉检测,采用UV-A黑光灯照明,并且须对黑光灯的紫外辐照度进行必要的控制与测量。
6)退磁装置
退磁装置可以集成在设备中,也可用分开的设备进行退磁[4]。在观察缺陷磁痕前或后都可退磁。如果要求在退磁后进行观察,则应采用适当的方法保存显示。常用的退磁装置有交流线圈退磁装置、交流降压衰减退磁装置和直流换向衰减退磁装置3种。
3 曲轴磁粉探伤综合性能检测
磁粉探伤的综合性能通过磁悬液浓度检测[5]、磁悬液性能检测、磁悬液显示能力检测、灵敏度试片检测等进行评价。
1)磁悬液浓度检测
工作状态下,从贮液箱中取100 mL磁悬液注入梨形瓶,静置不少于30 min或等其完全沉淀,测量梨形瓶底部磁粉沉积量。100 mL磁悬液应沉淀出荧光磁粉0.1~0.4 mL。
2)磁悬液性能检测
采用FLUX-test试块,将磁悬液喷洒至试块表面,然后在黑光灯下观察,人造裂纹显示为合格。裂纹离磁极越近越清晰,反之,离磁极越远,逐渐削弱。
3)磁悬液显示能力检测
曲轴磁粉探伤显示能力检测使用I型参考试块,试块自带裂纹[6]。使用时,将磁悬液均匀施加在试块上,在黑光灯下进行观察和显示对比,由此根据需要判定是否更换磁悬液。
4)灵敏度试片检测
曲轴荧光磁粉探伤选用A1-15/50灵敏度试片进行检测。将灵敏度试片粘贴于距离曲轴轴线最远的表面(估计磁场最弱的区域),经磁化喷淋磁悬液后,在黑光灯下观察,人工缺陷各部沟槽应清晰、显示完整,否则应调整周向或纵向磁化电流[7]。
4 曲轴磁痕分析与缺陷评定
缺陷性质的分类见表1,A类缺陷分级见表2,B类缺陷分级见表3,C类缺陷分级见表4。

表1 缺陷性质的分类

表2 A类缺陷分级

表3 B类缺陷分级
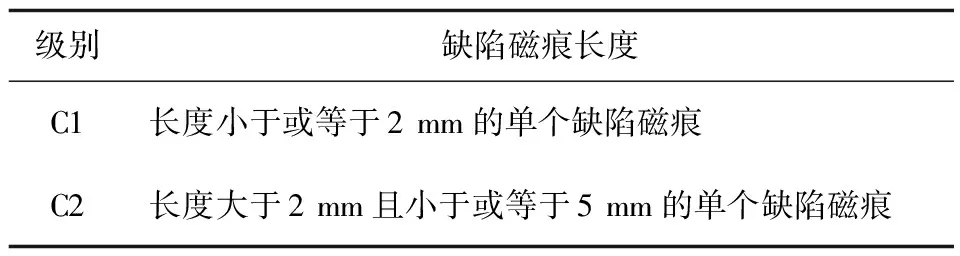
表4 C类缺陷分级
磁粉探伤过程中应注意:并非工件上所有漏磁场形成的磁痕都是裂纹[8],宜注意区分真实显示与虚假或伪显示的差别,如划伤、截面变化等。
5 曲轴磁粉探伤实例分析
5.1 曲轴裂纹故障描述
某发动机工厂使用型号为Konzentrat HRS 9306磁粉探伤机进行某系列曲轴探伤。铁磁性工件被磁化后,工件表面和近表面的磁力线在材料不连续处发生局部畸变,畸变造成部分磁力线逸出工件表面形成漏磁场,漏磁场吸附施加在工件表面的磁粉形成了在合适光照下目视可见的磁痕,如图2所示。

a)磁化后的曲轴 b)裂纹磁痕
该系列曲轴采用38Mn2SiN非调制钢,采用表面热处理及磨削工艺,在6月份生产过程中共发现22个曲轴因产生裂纹报废,报废率为0.53%,严重影响质量。
对所有报废曲轴的裂纹数量及分布进行统计,统计结果表明,裂纹主要分布在曲轴第二连杆颈分模面,占比高达86%。文献[9]中规定连杆颈裂纹数量不得超过2个,根据目前的淬火裂纹统计,每个不合格曲轴均有2~8条不等的线性缺陷,严重不满足产品技术要求。
5.2 故障原因分析
导致裂纹产生的因素众多[10],如:淬火液温度、淬火液流量、磨削参数、毛坯材质以及磁粉探伤灵敏度等。通过对磁粉探伤的参数进行重新标定,并使用标准裂纹曲轴进行试验,可排除磁粉探伤机灵敏度的原因导致产品裂纹。
由磨削参数导致的裂纹[11],工件表层组织为回火马氏体,次表层组织为马氏体,为非正常的中频处理组织,且回火马氏体硬度偏低,通过梯度法对工件进行硬度检测,会在表面靠近边缘部分产生严重的“抬头”现象。对曲轴进行金相组织分析和硬度检测,结果如图3、4所示。
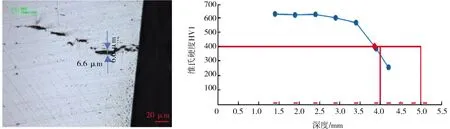
图3 曲轴金相组织分析 图4 曲轴9.8 N载荷下硬度梯度检测
由图3、4可知,该产品裂纹附近淬火马氏体正常,未见变质层及烧伤痕迹,且回火马氏体检测无“抬头”现象。
对标其它厂家生产的同类产品,其淬火的参数(包括淬火液温度、淬火液流量、淬火电流和淬火压力等)均一致,差异点仅为毛坯的炉号不一致,将该问题重点锁定在毛坯材质上。
1)裂纹形貌及能谱分析。在扫描电镜下观察试样,裂纹微观形貌裂纹、能谱图如图5、6所示。

图5 裂纹微观形貌 图6 裂纹能谱图
由图5、6可知,裂纹为两条沿轴向分布的平行裂纹,主裂纹两侧同时有一些微小的裂纹,主裂纹及小裂纹内可见一些硫化物夹杂,裂纹有优先沿着夹杂物开裂的趋势。
2)非金属夹杂物分析。经统计,裂纹件出自N、D、S 3炉,以N、D 2炉居多,分别产出10、11个裂纹件,S炉产出1个裂纹。对3个炉号裂纹件的非金属夹杂物按文献[12]的要求进行检测,结果见表5。

表5 3种炉号裂纹件非金属夹杂物等级检测
由表5可知,N、D 2个炉号裂纹件的硫化物类非金属夹杂物超标,不满足要求。
综上所述,硫化物类非金属夹物等级均处于国标推荐曲轴材料的上限甚至超出上限,是导致曲轴裂纹的主要原因。
5.3 验证及固化
与毛坯供应商协商,要求将非金属硫化物等级控制在国标推荐等级之内。按新要求进行生产并进行检测,优化前、后曲轴连杆颈分模面裂纹缺陷率对比如图7所示。由图7可知,当年9月开始生产,至第二年1月,共生产56 318件曲轴,缺陷率由优化前的0.55%降至0.04%,满足生产使用要求。

图7 优化前、后磁粉探伤曲轴连杆颈分模面裂纹缺陷率对比
加严曲轴毛坯图纸控制要求,将非金属硫化物等级限定为小于2.5,降低非金属硫化物诱发微裂纹的概率,从源头上避免该问题。
6 结语
从磁化技术、磁化检测介质、探伤检测设备等方面探讨曲轴磁粉探伤的工艺技术要求,并结合实际案例研究其应用。硫化物等非金属夹杂物超标是造成曲轴裂纹的根本原因,为了减少这类裂痕产生,加严曲轴毛坯图纸控制要求,提高非金属硫化物国标控制等级,降低非金属硫化物诱发微裂纹的概率,从源头上避免该问题。
