7N01铝合金多层CMT焊对接头组织与力学性能的影响
2021-05-13陈圣龙武子琴朱晋良王立伟梁志敏
陈圣龙,武子琴,朱晋良,王立伟,2*,梁志敏,2
1.河北科技大学材料科学与工程学院 河北石家庄 050018
2.河北省材料近净成形技术重点实验室 河北石家庄 050018
1 序言
7N01属于Al-Zn-Mg系铝合金,不但其硬度、刚度很高,而且也具有耐蚀性优良、易成形和密度较低等一系列的特点[1],在焊接中被广泛地应用于海洋船舶、航空航天、工业建筑等各个不同领域中[2-4]。虽然7N01有着一系列的优点,但在焊接过程中也容易出现气孔、热裂纹等较为典型的焊接缺陷,同时会出现因热影响区软化而造成的铝合金焊接接头力学性能下降的问题[5,6]。分析其原因,是由于焊接的热输入过高,即焊接时需要足够的热输入量来熔化母材和焊料,而较高的热输入量会使焊接接头发生软化,其硬度和刚度明显下降,力学性能也会显著降低,因而使其在焊接的应用中受到很大的限制。而冷金属过渡技术(CMT)可以弥补上述不足,其具有焊接热输入量较低、无飞溅、焊后变形较小、焊接效率较高,焊缝成形良好等优点[7,8]。CMT焊接不仅能够保证其完全焊透,降低热裂纹出现的可能,且其影响区的软化也会减少,因而可以提高其力学性能[9]。
2 材料与方法
本次试验是采用冷金属过渡技术(CMT)进行平板对接的多层多道焊,对接间隙为1.5mm,采用单边35°V形坡口(见图1),母材为T4状态(固溶处理加自然时效)下的7N01铝合金材料,其中母材的几何尺寸为350mm×300mm×12mm。选用的焊丝牌号为ER5356、φ1.2mm,保护气为高纯氩气。母材7N01铝合金和焊丝ER5356的化学成分见表1。焊接时采用三层四道焊,其中第一道(S1)为打底焊,第二道(S2)为填充焊,第三、四道(S3、S4)为盖面焊,具体的焊接参数见表2。在对接头进行维氏硬度检测时,是以焊缝中心为基点,测量间距为:焊缝外1mm,焊缝内0.5mm,总共测量6条,分别为中间,从内到外每条距离1.8mm。焊后拉伸试样按GB/T 2651—2008《焊接接头拉伸试验方法》中的标准加工后再进行拉伸试验,具体尺寸如图2所示。对焊后的7N01多层CMT接头进行金相、硬度和拉伸试验等,并对试验数据进行处理,分析研究焊后接头的微观组织和力学性能。
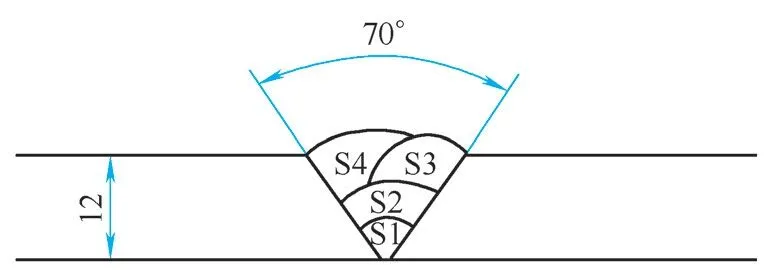
图1 坡口形式
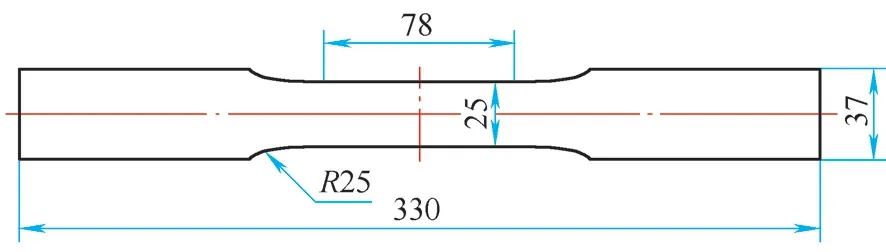
图2 拉伸尺寸
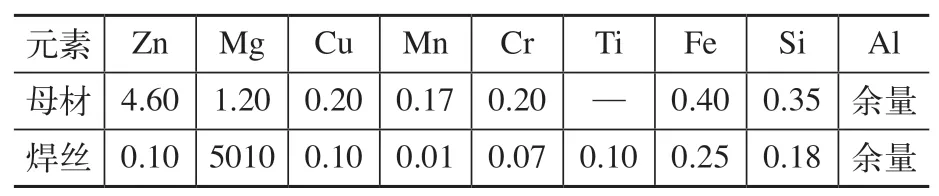
表1 母材和焊丝的化学成分(质量分数) (%)
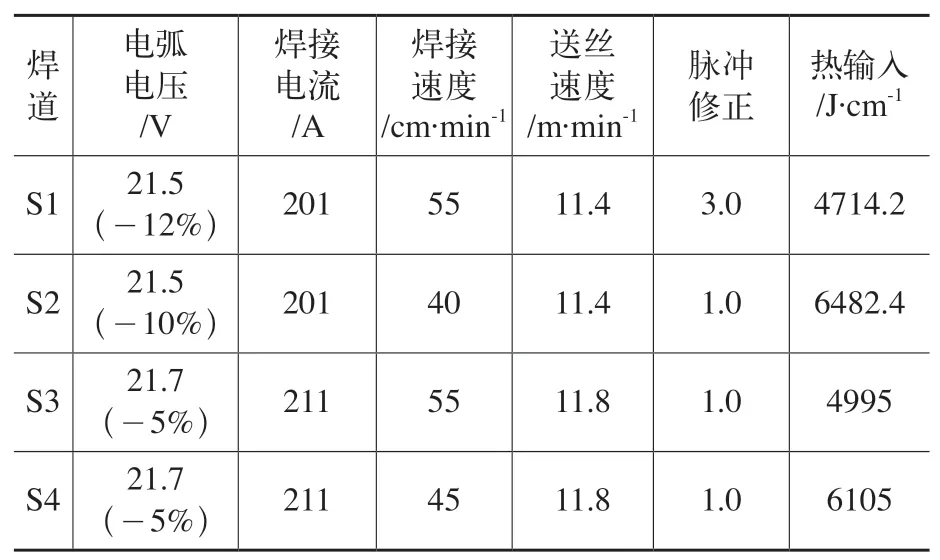
表2 焊接参数
3 试验结果与讨论
3.1 金相显微组织结果与分析
焊后的焊接接头金相组织如图3所示,从图中可明显看出,各个焊道的分界线明显,整体图呈现“碗状”,同时可清楚观察到每条焊缝的金相组织,且金相中的晶粒从上往下逐渐变细,且焊接接口能够分为三个晶区,即细晶区、柱状晶区和等轴晶区。

图3 焊接接头金相组织
细晶区形成的原因是在焊接过程中,附近的母材区温度比其低,焊缝向母材方向散热,靠近焊缝的母材区(即热影响区)因吸收热量而变得粗大,从而使热影响区的晶粒比原始母材的晶粒更加粗大;此外,由于母材吸收了部分热量,所以使得焊缝和母材接触的表面层温度比焊缝温度更低,具有较大的过冷度。同时,母材是一个非均匀结构,在表层区会立即产生大量的晶核,并同时向四面八方生长,晶核的数量足够多,但空间有限,生长受到抑制,从而在靠近母材的表层区形成一层很薄的等轴晶粒区,即细晶区。细晶区的晶粒十分细小,组织致密,力学性能很好。
柱状晶区形成的原因是在表层细晶区形成的同时,一方面母材的温度升高,另一方面因为金属凝固后会收缩,使细晶区和母材分离形成一空气层,给中间的散热造成困难,并且在细晶区的形成过程中也会释放出热量,这会使温度梯度变得平缓,所以在此区域无法再次形核,主要靠晶粒的继续长大,并且在垂直于母材方向散热最快,因此晶体沿其相反方向择优成长形成柱状晶区。
中心等轴晶区的形成,随着柱状晶的生长、熔池的散热,使焊缝中心部分的液态金属温度降至熔点以下,由于液态金属中存在的杂质,满足了形核条件,于是在整个剩余金属液体中开始形成晶核,晶粒在各个方向上自由生长,最终形成中心等轴晶。
图4中为焊接接头的焊脚位置金相,焊脚为焊缝表面与母材的交界处。通过图片可以清楚地分辨出焊缝和母材,母材呈细长条状,平行且较为均匀,焊缝表面为细小晶粒结构,相对细小且大小不均分布明显。
图5为焊缝金相,焊接采用的是三层四道焊。从图中可以看出,焊道的分布明显,从上到下晶粒逐渐变小,这是因为后一道的机械作用会导致前一道被拉长,所以底部晶粒变的细小,焊缝晶粒都为等轴晶粒。
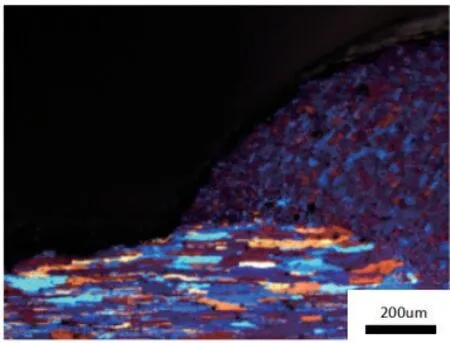
图4 焊脚
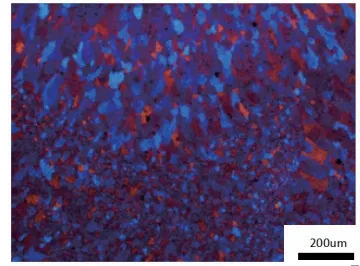
图5 焊缝
图6为熔合线金相组织。熔合线是焊接接头横截面宏观腐蚀所显示的焊缝轮廓线,它是焊缝金属与母材的分界线。从图中可见,熔合线左右两侧晶粒差异明显,热影响区的晶粒较母材粗大,但依然保留着板条状。
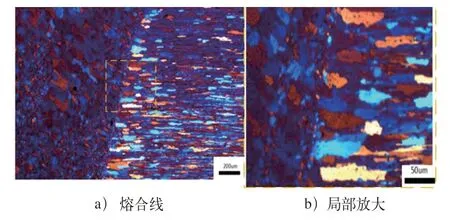
图6 熔合线金相组织
3.2 硬度试验结果与分析
图7为焊接接头的上中下三部分维氏硬度分布曲线,从图中横向对比来看,可以明显地看出焊缝区、熔合区和热影响区三部分的硬度值不同,焊缝区的硬度值最高,热影响区的硬度值最低,但就整个焊接接头来看,硬度最高的部分还是来自于母材区。由图7数据可得出,7N01的硬度值约为135HV。
从图7纵向对比来看,焊缝区、熔合区和热影响区三部分还是比较均衡的,但是每道打点线的最低硬度值都有差别,其中底部(见图7a)的打点线的最低硬度值为71HV,中间(见图7b)的打点线的最低硬度值为73HV,顶层(见图7c)打点线的最低硬度值为75HV,且三个部分的最低硬度值所对应的区域为热影响区。同时由金相观察可知,该处的晶粒较为粗大,因此该处的硬度和韧性较低,且底部的最低硬度值最低,从下往上最低硬度值是逐渐增大的,这是因为热影响区在焊接过程中吸热,所以导致了晶粒粗大。由金相观察可以很明确地看到,热影响区的金相从下到上晶粒由粗大变得细小,从而印证了该地方的最小硬度值从顶部到底部逐渐减小。
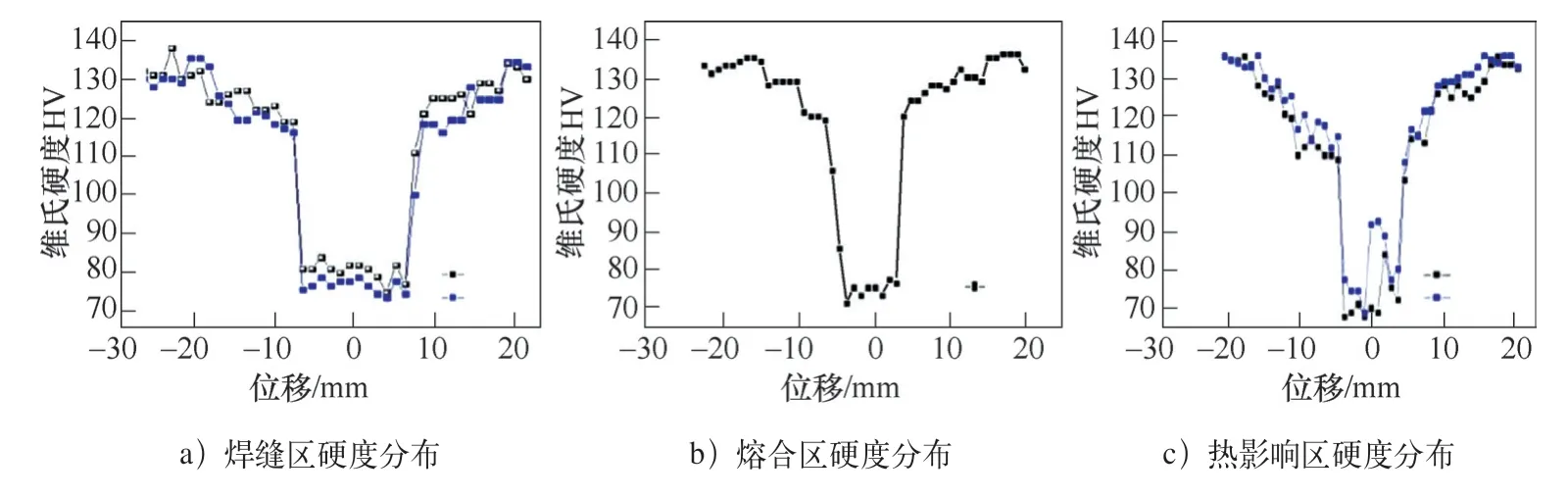
图7 焊接接头硬度
3.3 拉伸试验结果与分析
图8a为拉伸试样,由图8可明显看出,试样断裂的位置为热影响区。图9为CMT焊后获得的7N01铝合金焊接接头的拉伸应力应变曲线,抗拉强度平均值为260.2MPa,7N01铝合金母材的抗拉强度为440MPa,试件的断面收缩率为4%。
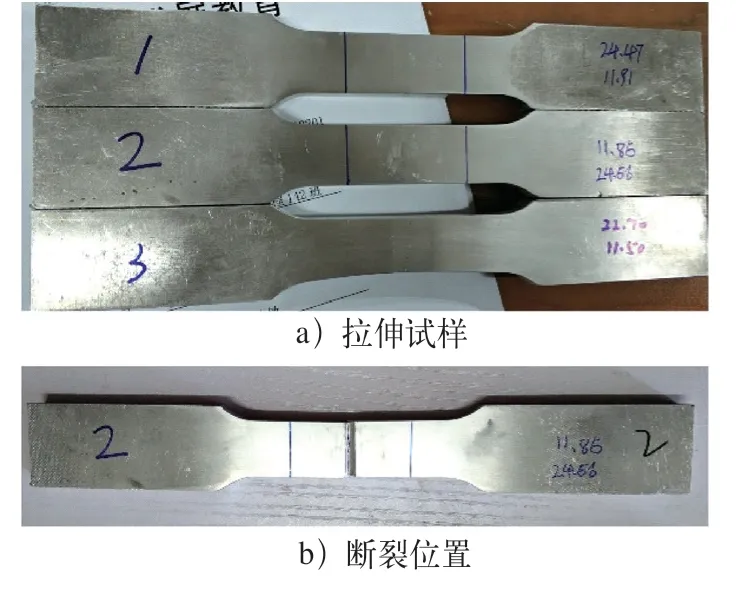
图8 拉伸试验断裂位置
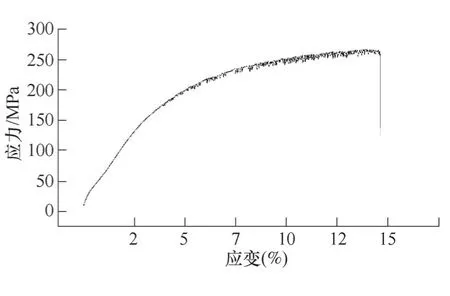
图9 拉伸应力应变曲线
为了研究7N01铝合金多层CMT焊接接头拉伸试验的断裂机制,对拉伸后的断口进行扫描电镜观察。图10为拉伸试件的断口形貌,存在很多大小不一的韧窝,且韧窝的深浅程度不一,断口形貌表现为韧性断口。
由图中韧窝可以判断出其为一个典型的韧性断裂,仔细观察图10可发现,就韧窝数量而言,中间的韧窝数量要多于两边的韧窝数量,且热影响区的韧窝要比焊缝区浅。由于焊接过程中热影响区吸热,使其晶粒变得粗大,进而导致该区域韧性下降,热影响区成为焊接接头中最为薄弱的环节。
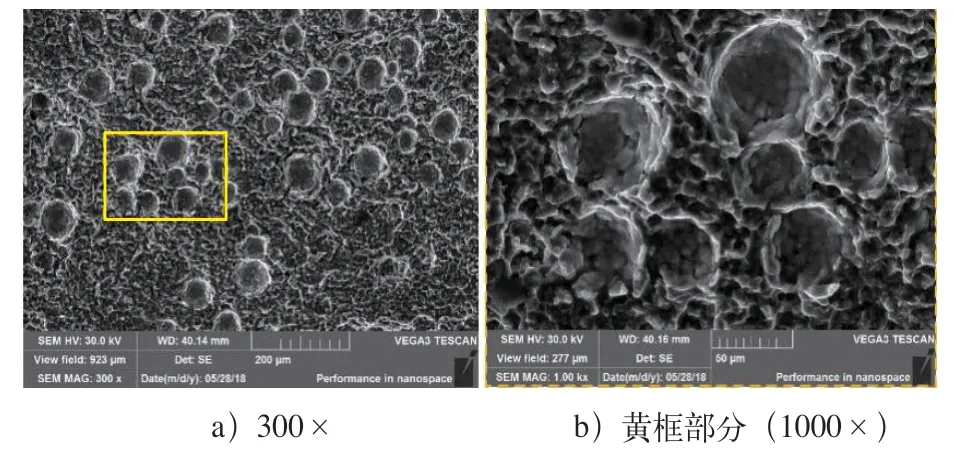
图10 拉伸断口形貌
4 结束语
1)7N01铝合金多层CMT焊接接头层道分界线明显,整体呈“碗状”;焊缝分为细晶区、柱状晶区和等轴晶区,从上至下晶粒逐渐变细,热影响区的晶粒较母材晶粒更粗大,但依然保留着板条状形态。
2)焊接接头焊缝区、熔合区和热影响区的硬度分布较为均衡,在很大程度上可以减弱容易软化的问题。焊缝底部的硬度值最低,从下向上硬度值逐渐增大。
3)焊接接头的抗拉强度平均值为260.2MPa,断面收缩率为4%,断裂位置为热影响区。拉伸断口上存在大小、深浅不一的韧窝,呈现出典型的韧性断裂特征,且由韧窝数量分布可以得知热影响区最为薄弱。
