300系奥氏体不锈钢冷轧小白点缺陷分析
2021-04-28邓昌荣梁经威许荣君张鹏郭晓蒙
邓昌荣 梁经威 许荣君 张鹏 郭晓蒙
摘 要:不锈钢酸洗板卷以优质的热轧板卷为原料,经过连续退火和酸洗去除氧化皮,表面形成钝化膜,成为表面质量好、机械性能优的冷轧原料。本文主要针对冷轧后板面小白点缺陷,对小白点进行微观分析,结果表明钢带边部发黑主要为Fe/Cr氧化物,经分析主要与No.1表面粗糙度及酸洗不足锈点残留存在较大相关性,通过改善白皮酸洗工艺可明显改善此问题,本文对热酸线的生产具有参考意义。
关键词:300系不锈钢;小白点;粗糙度;酸洗不足;冷轧
随着人们生活水平的提高,需求量越来越大,市场前景广阔。300系不锈钢冷轧板抛光后广泛应用于家庭用品、橱柜、室内管线、热水器、锅炉、汽车配件、医疗器具、建材、化学、食品工业、农业、船舶部件等行业,产品精致光亮、附加值高。但是300系不锈钢冷轧板容易出现“小白点”的缺陷,该缺陷经抛光研磨无法消除,产品使用范围受到局限,增加下游使用成本,不利于产品推广。本文针对300系不锈钢冷轧板抛光后的“小白点”缺陷,提出其形成的机理,并通过调整抛丸、酸浓度及逐步建立完善粗糙度及酸洗不足管控措施进行改善,并在生产实践中得到应用,取得了良好的效果。
1 小白点缺陷形成机理
如图1所示为300系不锈钢小白点的形貌及微观分析,小白点发生位置全宽度全长位置都有发生,缺陷長度0.5~2mm细长状,上下表面均有发生。冷轧表面小白点产线主要原因有:炼钢夹杂异物,板面机械损伤,来料表面粗糙度及来料锈点。
1.1 炼钢夹杂异物
取缺陷试片对比合金成分,未见明显异常。缺陷位置呈凹坑状,有一定深度,除缺陷边缘位置检测有氧化铬,其余位置均为基材,未见夹杂物等异常成分,可排除炼钢夹杂物成因。
1.2 板面机械损伤
钢带表面机械损伤后,将呈现一定周期或位置规律。但小白点缺陷并未存在这类规律,因此可排除机械损伤造成之原因。
1.3 白皮表面粗糙
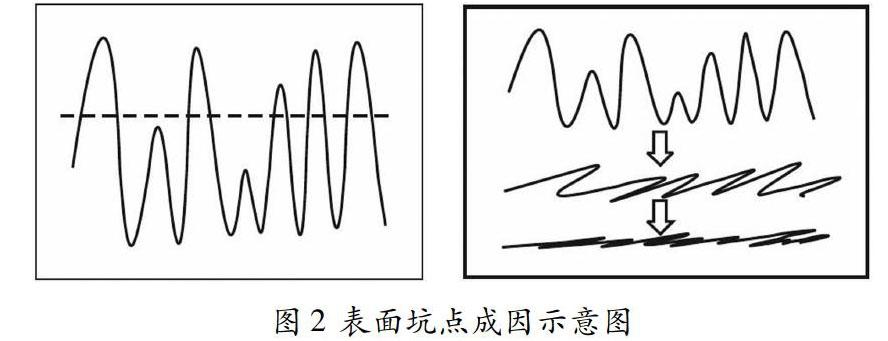
白皮带钢表面经冷轧后较浅坑洼及较低峰点大部分被削峰平谷,但较深坑洼冷轧轧下率不足情况下难以被轧平直,另较高峰点位置轧平直后由于冷轧无法形成焊接,机械嵌合在板面,退火酸洗后易脱落形成表面坑点。
调查显示,同期甬金生产各厂家小白点缺陷对比发现,白点程度与Rz1max成正比关系,可见白皮粗糙度为小白点缺陷成因之一。
1.4 白皮酸洗不足
该缺陷除与粗糙度相关外,与白皮酸洗不足对应性同样较高,粗糙度异常卷对应冷轧后小白点降级率为12.4%,白皮记录酸洗不良卷对应甬金小白点降级率为14.9%,对应性较高,研判为白皮锈点经冷轧拉长后形成小白点缺陷。
2 300系不锈钢小白点改善措施
以上分析可见白皮板面粗糙度及白皮阶段酸洗不足为造成小白点缺陷原因[1],针对以上两点,协同现场拟定测试计划,形成管控措施并逐步完善。
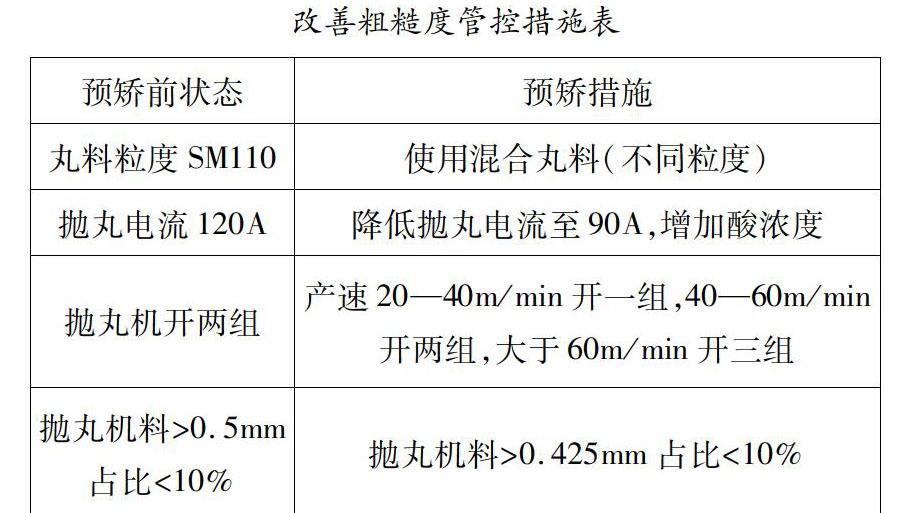
2.1 善板面粗糙度
改善板面粗糙度可通过控热轧末机架工作辊粗糙度及服役周期,控制热轧除鳞速度及道次控制,调整HAPL喷丸等手段改善;综合考虑调整HAPL喷丸改善粗糙度最简单有效。[2]
根据不同粗糙度白皮对应小白点程度,初拟Ra管控30μm,Rz1max管控23μm。[3]
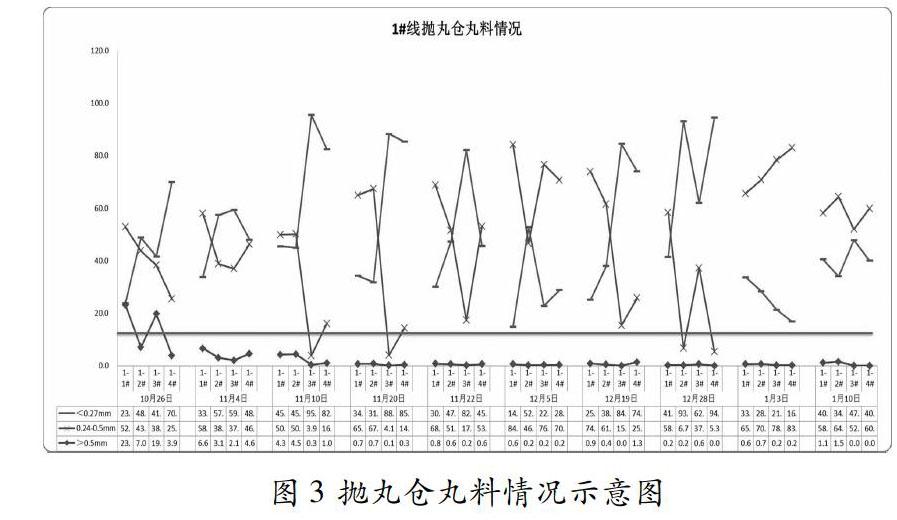
前期通过调整抛丸机电流及抛丸机组数,粗糙度逐步下降,小白点缺陷降级率同步下降,但粗糙度控制仍不稳定,小白点降级率仍较高达5%。考虑粗糙度控制不稳定情况,后将抛丸粒径要求纳入管控要求,退洗按仓混用不同粒径抛丸,粗糙度月不达标率明显上升。
2.2 酸洗不足改善
通过分析,剔除粗糙度较高卷后,酸洗不足与小白点缺陷对应性同样较高,因此改善白皮酸洗不足同样为改善小白点缺陷要点。但调整HAPL喷丸改善粗糙度会影响除锈能力,因此需要在产速、酸浓度及粗糙度中取得平衡点,这些均需在实际生产中测试对比得出。[4]
在保证粗糙度控制在管控范围前提下,前期通过多次调整酸浓度及优化锈点检测方式,白皮酸洗不足情况稍有改善,但仍未达到预期效果,前期酸洗不足比例仍高达8%,下游小白点缺陷降级风险高。
经比对分析,退洗产速较高时,白皮酸洗不足比例及甬金小白点降级比例均较高,综合考虑,HAPL产速限定65m/s,并将退洗各区酸浓度等纳入日常监控范围,白皮酸洗不足改善明显,整体发生率降至2%以内。[5]
3 结论
(1)300系冷轧后小白点为白皮表面粗糙及白皮酸洗不足残留锈点导致。
(2)通过调整抛丸、酸浓度及逐步建立完善粗糙度及酸洗不足管控、降速生产等措施可明显改善此缺陷。此改善可以广泛运用到其他类似生产线,具有极大的推广实用价值。
参考文献:
[1]李勇华,邵远敬,贺立红.热轧奥氏体不锈钢带钢酸洗工艺机理分析[J].钢铁,2014,49(010):58-61.
[2]李玉峰,惠恺,陈安忠,等.Cr-Mn-Ni-N奥氏体不锈钢冷轧退火酸洗工艺[J].中国冶金,2017,27(001):19-23.
[3]李旭初.不同抛丸介质在不锈钢热轧板除鳞工艺中的应用比较[J].山西冶金,2012(02):13-16.
[4]张林,袁勋臣.热轧不锈钢退火酸洗工艺的研究与应用[J].一重技术,2014(4):10-13.
[5]杨兴洲.浅谈304不锈钢冷轧板抛光后“小白点”缺陷[J].山西冶金,1672-1152(2018)04-0033-03.
基金项目:广东省科技创新战略专项资金项目(163-2018-XMZC-0001-8802324);广东省科技计划项目(2018B030323018);广东省扬帆计划引进创新创业团队项目(2017YT05C047)
作者简介:邓昌荣(1989— ),男,福建龙岩人,本科,主要从事不锈钢品质管理工作。
