钢烟囱模块化施工要点分析
2021-04-20王璐
王 璐
(中石化第十建设有限公司,山东青岛 266555)
1 钢烟囱概述
随着石油化工生产技术的发展,钢烟囱已经逐渐地替代了混凝土烟囱,钢烟囱的制作效率高,能够进行模块化吊装安装,提高施工效率。通常,钢烟囱根据外形差异进行分类,包括上下段为圆筒、中间段为过渡锥体的钢烟囱,还有连续椎体形的钢烟囱,后者在石油化工企业中的应用较为普遍,并且其施工难度也较大。
2 工程概况
本次研究的钢烟囱模块化施工工法以常减压蒸馏装置炉区余热回收80m 钢制烟为例。钢烟囱整体高度80m,底部直径6.56m,顶部直径3.2m,工程采用的钢烟囱结构为连续椎体结构,包括四段(δ=20mm、δ=18mm、δ=16mm、δ=12mm),高度规格为20m/段。
3 钢烟囱模块化施工要点分析
3.1 工艺方案
模块化安装施工的工艺流程如图1所示。

图1 石油化工钢烟囱模块化预制、安装施工程序
3.2 施工要点
3.2.1 施工准备
制作钢烟囱的材料需要具备合格证明,同时达到钢烟囱施工设计的标准。在检验钢烟囱质量的过程中,确保钢材表面或断面不存在气泡、结疤、裂纹等严重缺陷,表面缺陷深度要控制在钢板厚度负偏差的一半。正式安装前,依据设计要求按照牌号对钢烟囱进行批次编号,各批次不可大于50t;相关的钢烟囱成品配备专门人员进行妥善保存,并实施有效的防晒、防水、防腐蚀等措施。
对钢烟囱施工现场的场地进行平整处理,与此同时设置合理的临时排水系统,并合理规划钢烟囱施工现场的临时道路、机械设备放置区域、筒体钢板放置区域。合理配置钢烟囱施工现场的临时用电、临时用水、临时照明、消防设施,使其具备良好的使用条件。钢烟囱摆放区域应结合附属劳动保护梯子平台的安装位置,进行作业坑开挖,摆放区域的钢烟囱上、下段的道木垛由16根道木形成井字形,至少设置6组道木垛。
预留出所有影响模块化施工的基础,模块化施工结束后再进行施工。
采用CAD 技术,依据施工蓝图绘制连续椎体钢烟囱施工扇形图。在具体放样过程中,要综合考量长、宽方向的各切割面,预留出一定的切削余量,通常预留20mm;相邻纵焊缝间距应不超过板长的1/3,进行有效放样后绘制施工排版图。
3.2.2 钢烟囱制作
就钢板下料来说,在切割筒体钢板宽度、加工坡口时,应当选择半自动切割机予以制作;在切割筒体钢板长度、加工坡口时应当选择氧-乙炔焰予以制作。设计钢烟囱壁板对接缝的坡口为钝边V 型坡口样式。
在卷制钢烟囱筒体钢板的过程中,需要采用引导板或将板两侧压弧边,借助校圆样板进行找圆,选择的校圆样板的弧长应当是检查截面周长的1/6~1/4,并大于1 500mm;实际实施筒体钢板卷制的过程中,要避免钢板材料表面受到损害,发现有严重缺陷的钢板,要及时修磨缺陷位置,并保证修整后的钢板厚度与设计规范一致;筒体钢板卷制圆度偏差应当小于直径的0.5%,并且小于10mm,相应的周长偏差应当小于周长的0.25%,而且小于12mm,如果在检查圆度指标的过程中发现不合格现象,需要利用卷板机实施二次卷制。
搭建组对平台,在平台上进行正圆锥台组对,先进行锥台下端面的放样,依据放样对卡具进行焊接;筒体钢板组对成圆圈,对于对口间隙、错边量的调整,采用纵缝调整卡具,然后实施纵缝点焊处理;在实施焊接中,要设置四块旋长800mm 的防变形板在纵缝位置;针对壁厚不一致的筒节进行组对的过程中,要保证外壁齐平,筒壁较厚的筒节的端部坡口的长度要确保≥8mm。组对完成并达到设计要求后,解除固定卡具,对临时焊接点进行磨光处理。
3.2.3 钢烟囱运输
将4 个板式吊耳分别安设在每锥段上部的0°、90°、180°、270°位置,如图2所示。吊耳尽可能设计在有内部支撑圈的位置,同时在吊耳垫板下配置DL75×6的米字支撑。为了确保运输安全,需要严格管控吊耳的焊接质量,吊耳与筒体焊接位置应当进行双侧坡口全熔透焊,角焊缝高度应当大于吊耳的板厚。针对吊耳垫板的焊接,要关注到经透气孔进行预留,并且角焊缝高度不能小于垫板厚度。每锥段上端的钢丝绳由于翻转会碰撞锥段筒体,对此需要进行有效的防护保护,避免筒体受损。
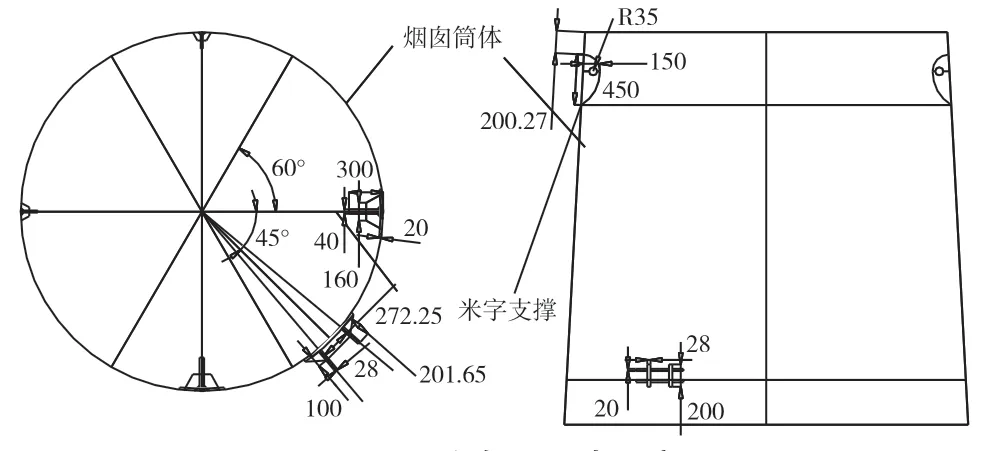
图2 吊耳分布、形式示意图
锥段分段筒体的体积大,为了避免运输中由于失稳造成筒体倾斜,应当在拖车安置两个临时固定胎具。
钢烟囱从预制场达到施工现场会经过临时道路,要进行实地考察,消除对运输效率造成影响的因素;运输时,为了锁紧锥段,选择φ16mm 的钢丝绳配合5t 手拉葫芦确保锥段运输平稳;钢烟囱锥段到达现场后进行卸车时,需要检查好搭建的临时组对平台的承载强度和水平平稳度,确认达到要求后再进行卸载,在临时平台上放置锥段需要配备防滚动措施。
3.2.4 锥段现场组对和劳动保护垫板焊接
现场组对锥段的过程中选用卧式组对方式,锥段内部调整采用支撑杆和千斤顶进行,锥台外部采用卡具予以调整和固定。锥台组对实施环缝点焊后,需要有效测量筒体的垂直度,达到验收标准后才能予以全面焊接;外部焊接结束后,对筒体垂直度进行再次检验,如果发现偏差问题,需要在筒体内部焊接过程中对焊接能量导致的变形问题进行有效控制,从而使筒体垂直度达到设计要求。依据劳动保护及钢烟囱安装图纸,对展开后的垫板方位图和筒体接管开孔方位图进行绘制;依据以上图纸实施钢烟囱筒体测量放线。垫板覆盖筒体焊缝的情况下,焊缝两侧20mm 区域内不进行焊接;在下方预留垫板透气孔,防止出现积水腐蚀的现象。
3.2.5 钢烟囱的衬里和翻转
(1)保温钉焊接。设计保温钉的间距为200mm×200mm,并对保温钉进行牢固的焊接。保温钉与筒壁焊缝的距离要超过50mm,相邻的两行锚固件的轴线间距的偏差控制在±5mm。采用的保温钉伸缩帽要根据设计要求选用。
(2)烟囱内壁除锈。结束保温钉焊接,在衬里前应当有效清理内壁的绣渍、油污和附着的杂物等。除锈质量需达到St2级要求,除锈后的金属表层要避免潮湿、淋雨,且及时进行衬里。
(3)浇注料施工。衬里施工时采用道木支撑钢烟囱,每次浇筑衬里圆周的1/3,衬里共3次,每次的浇筑强度达到要求后将钢烟囱筒体进行翻转。衬里实施中通常使用手工捣制、木抹拍实的方法。
养护:针对衬里的养护,使用雾湿法,相应的时间要超过72h,养护质量符合要求后再进行移动和安装。
(4)钢烟囱衬里翻转。本工程中钢烟囱衬里翻转的工艺流程如下:铺垫枕木→捆绑兜底→两机抬吊离开枕木→翻转吊车原地空中翻转→翻转至要求的角度→双机抬吊送回原位。其运用的是双机抬吊、捆绑兜底、单机原地翻转的工艺方法。
3.2.6 劳动保护安装
提前制备劳动保护结构的平台支架、直梯,建立可靠的劳动保护结构,利用滚板机对内外圈梁及栏杆管进行弧度压制,完成后采用弧度样板尺检验质量。栏杆立柱要垂直于平台板,栏杆扶手需要进行磨光处理,平台花纹板需要进行排水孔钻孔;依据主吊耳的位置提前预留钢烟囱顶操作平台,如果平台支撑立柱处于主吊耳正上端位置,可合理地调整平台支撑立柱,从而规避吊索扫过,在对预留劳动保护平台进行吊装的过程中,需要采用钢丝将其牢固地固定到周围的操作平台上。
3.2.7 分段吊装及高空组对
(1)分段吊装。正式吊装前,对挠度值进行校核,确保其达到施工要求,降低挠度值时,可以对外伸长度和跨距进行调整,以缩减弯矩值从而降低挠度值,通常选择增加吊点(主吊点或抬尾吊点)的方法。钢烟囱在吊装过程中由于体积大、筒壁薄,需要对主吊耳位置设备壁板局部应力值进行效验,确保其最大值处于合理范围内,如果发现不合格,需要降低局部应力,通常使用增加主吊点和增大吊耳管及补强圈规格的方法。
(2)高空组对。下锥段距离上端的20cm 位置要采取变形防护措施,上锥段距离下端的20cm 位置也要采取变形防护措施。下段吊装前,在高空组对位置搭设脚手架,确保脚手架安全牢固,组对采用的卡具需要提前与下锥段上端面部位进行有效焊接,为高空组对焊接创造良好条件。
4 结束语
本次进行的大型钢烟囱制作、安装技术实践证明,钢烟囱模块化施工效率高、安全、进度和质量保障可靠,有利于提高安装质量,降低安装成本。
