单纱浆纱机毛纱上浆工艺的研究
2021-04-19沈艳琴姚一军武海良
于 硕,沈艳琴,姚一军,武海良
(西安工程大学 纺织科学与工程学院,陕西 西安710048)
0 引 言
轻薄化是毛织物的发展方向[1],单经单纬精纺毛纱织造是生产轻薄型毛织物的方法之一。由于毛精纺单纱横截面内的纤维根数少,单纱强力低,毛羽多而长,在织造过程中无法承受反复的机械作用造成断头,故必须对毛精纺单纱进行上浆处理,才能顺利织造[2-3]。
羊毛纤维本身的油脂和纺纱过程中加入的和毛油,使羊毛润湿性差,降低了浆液中高聚物和毛纤维大分子间的亲和力,易造成浆液渗透不足,浆膜脱落现象;另外,羊毛纤维弹性大,毛羽多而长,且不服帖;同时,羊毛纤维对高温、碱及强烈的机械作用比较敏感,致使其上浆时不宜采用高温长时间浸煮、高强力轧压的上浆方式。因此,浆纱工艺参数、浆料和上浆方式是毛纱上浆的难点[4-7]。
目前,毛纱上浆用浆料研究取得了显著进展。学者们研究了蛋白浆料[8]、复配浆料[9]等用于毛纱上浆。这些浆料应用于毛纱上浆,浆纱毛羽服帖、耐磨性良好、断裂强力增加。
当前,毛纱上浆所采用的上浆方式主要是热熔上浆[10-11]、轴经上浆[12]、歇米盖尔(CHIMGEL)冷上浆[13-15]、单纱上浆[16]等。最早提出的毛纱上浆方式是轴经上浆。该工艺适应大批量生产,具有上浆均匀等特点,但上浆过程中易出现纱线黏连,导致纱线断头,降低生产效率。后来,在改造后的国产浆纱机上进行上浆实验,初步探索毛纱热熔上浆技术。该技术上浆后可增强纱线强力,改善纱线耐磨性,具备浆纱快干、上浆均匀等特点。但上浆操作复杂,热熔上浆专用浆料价格昂贵,至今没有得到推广。歇米盖尔(CHIMGEL)冷上浆是源于德国的毛纱上浆技术,特点是在室温下通过溶液上浆,但该方法易造成浆料黏附于毛纱表面,无法渗透到纱线内部,织造时落浆现象严重。单纱上浆采用筒对筒的上浆方式,即单根纱线自动上浆、烘干,卷绕成满足后道工序要求的筒子纱。以前有在络筒机上加装上浆装置和烘干机构实现单纱的上浆,但由于实际效果和其他原因,这种单纱上浆的方法并没有推广应用。直到近几年,单纱上浆才以一种单独的机械形式——单纱浆纱机应用于纺织行业中。单纱上浆机是针对毛织物多品种、小批量的生产特点,毛纱浪费少;且浆纱之间无黏连,不存在干分绞问题,故毛羽伏贴好。
设定合理的浆纱工艺参数,不仅能提高毛纱性能,还可节约浆纱成本,增加效益。根据纱线品种、浆纱机机型选择合理的浆纱机工艺参数,一直以来都是浆纱工作者研究热点。但是,对于毛纱浆纱工艺缺乏系统的研究,主要原因是毛纱上浆一直未有成熟的浆纱机。近年来,单纱浆纱机有了显著进步,具有代表性的如GA392单纱浆纱机。本文采用GA392单纱浆纱机,通过对压浆力、浆液含固量、浆液温度、浆纱速度等工艺参数与上浆毛纱拉伸性能、强力、耐磨性能、毛羽伏贴性及上浆率等性能指标进行系统研究,探讨GA392单纱浆纱机的毛纱上浆工艺参数,为毛纱上浆提供参考。
1 实 验
1.1 材料与仪器
1.1.1 材料 16.7 tex纯毛精梳纱(江苏申洲毛纺有限公司);22.3 tex纯毛精梳纱(江苏申洲毛纺有限公司);PVA1799(北京有机化工厂);SPR酶化淀粉(荷兰AVEBE公司);105净洗剂(泰兴市恒源化学厂);甘油(西安义信化工有限公司)。
1.1.2 仪器 NDJ-79旋转式黏度仪(3#孔,同济大学机电厂);GA392单纱浆纱机(江阴市通源纺机有限公司);HD021N型电子单纱强力仪(南通宏大实验仪器有限公司);Y731D抱合力机(南通三思机电科技有限公司);YG172A纱线毛羽测试仪(北京金洋万达科技有限公司);Quanta 600 FEG 型场发射扫描电镜(美国FEI公司)。
1.2 上浆工艺
1.2.1 浆纱工艺参数 在GA392单纱浆纱机上对16.7 tex(JW16.7 tex)和22.3 tex(JW22.3 tex)纯毛精梳纱进行上浆,表1是浆纱工艺参数。

表 1 浆纱工艺参数Tab.1 Sizing process parameters
1.2.2 浆纱退浆 上浆率表示经纱上浆后所附着浆料的多少。由于上浆率难以测量,以退浆率的大小粗略表示上浆率的大小。常用退浆方法有硫酸退浆法、氢氧化钠退浆法、氯胺T退浆法和净水退浆法等。采用净水退浆法,将已烘干至恒重的纱线(5 g),浸入水中,煮沸10 min后,烘干称重。计算浆纱上浆率S(%)[17],即

(1)
式中:W0为浆纱退浆前干重,g;W1为浆纱退浆后干重,g;β为毛羽损失率,%。
1.3 测试方法
1.3.1 纱线形貌 使用扫描电子显微镜观察上浆之后纱线的表面形貌及截面形态。首先对纱线进行喷金处理,然后在放大1 000倍状态下观察。
1.3.2 拉伸性能 参照GB/T 3916—2013《纺织品 卷装纱 单根纱线断裂强力和断裂伸长率的测定(CRE法)》,使用单纱强力仪测试纱线断裂强力和断裂伸长率,共测30组,取平均值。
1.3.3 耐磨性 参照JJF(纺织)050—2015《纱线耐磨性能测试仪校准规范》,在纱线抱合力机上测试纱线耐磨次数,共测30组,取平均值。
1.3.4 纱线毛羽 参照FZ/T 01086—2000《纺织品纱线毛羽测定方法:投影计数法》,在纱线毛羽测试仪上测试,共测30组,取平均值。
2 结果与讨论
2.1 压浆力对浆液在纱线中分布的影响
原纱、无压浆力浆纱和有压浆8力(44 N)浆纱的扫描电镜图片如图1所示。

(a) 原纱纵向 (b) 无压浆纱纵向
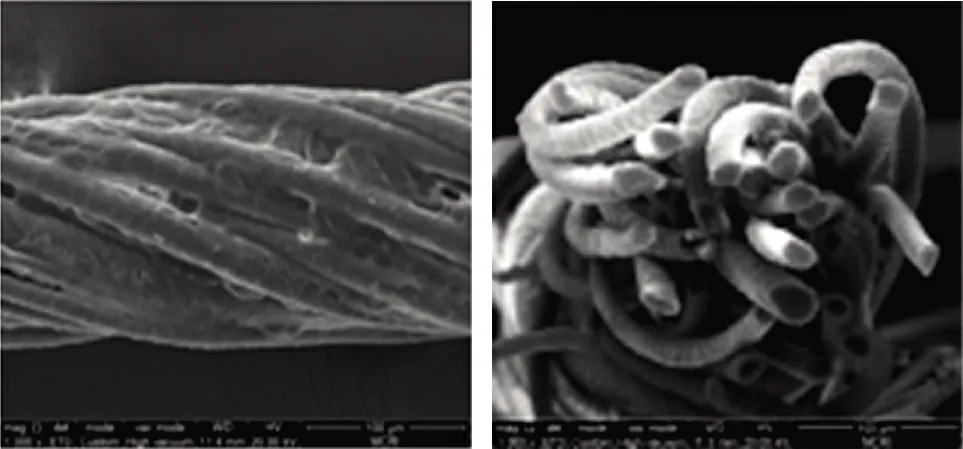
(c) 有压浆纱纵向 (d) 原纱截面
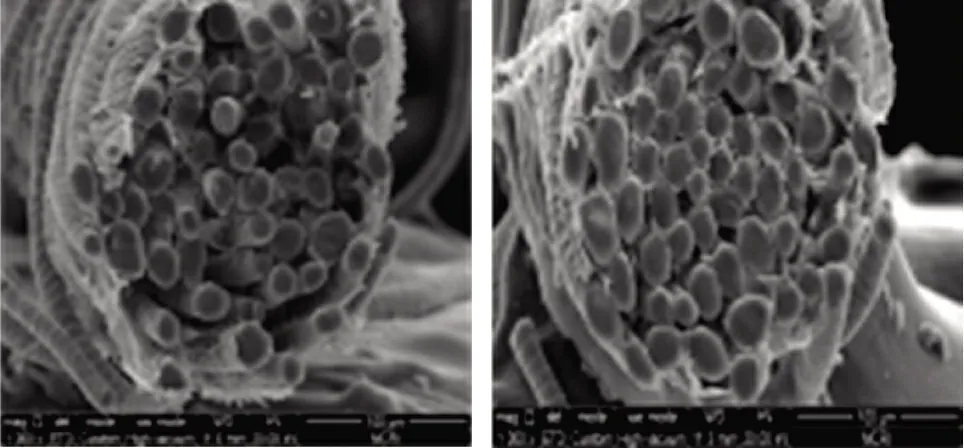
(e) 无压浆纱截面 (f) 有压浆纱截面图 1 原纱及浆纱形态结构Fig.1 Morphological structure of original yarn and sized yarn
从图1可以看出:原纱纵向表面纤维松散,集束性不好;无压浆力时浆膜不完整,浆膜在纱线表面黏附不好,浆料仅仅附着于纱体表面,形成表面上浆;有压浆力时,浆膜在纱线表面伏贴牢固,浆膜光滑完整,纱身紧密。
从图1还可以看出,原纱横截面纱线结构松散,纤维之间孔隙大。吸有浆液的纱线经压浆力挤压后,浆液与纤维之间的分子距离更近。原因是分子间力与氢键结合力增强,加速分子的相互扩散,加上浆液对纤维的润湿性能,黏附强度得到提高。
传统单纱浆纱机采用弹簧加压,这种加压方式压浆力小,无法保证浆液在纱线中有足够的浸透。GA392单纱浆纱机设计了气动压浆装置,可显著提高浆液在纱线中的浸透性。压浆力浸透作用的原理如图2所示。

图 2 压浆装置的工作机理Fig.2 Working mechanism of the pressure grouting device
纱线进入上浆辊和压浆辊形成的挤压区,与上浆辊带进来的浆液在挤压区混合并参与压浆。在挤压区内,压浆辊的压浆力使浆液向纱线内部浸透。根据Darcy定律,压浆力越小,浆液的黏度越大,浆液对纱线的渗透率越小,浆液对纱线浸透不利。增大压浆力,提高压力梯度,可以增加浆液在纱线中的浸透。
2.2 压浆力对上浆率的影响
图3是在浆液含固量8%、室温、浆纱速度65 m/min时,压浆力与上浆率的关系。
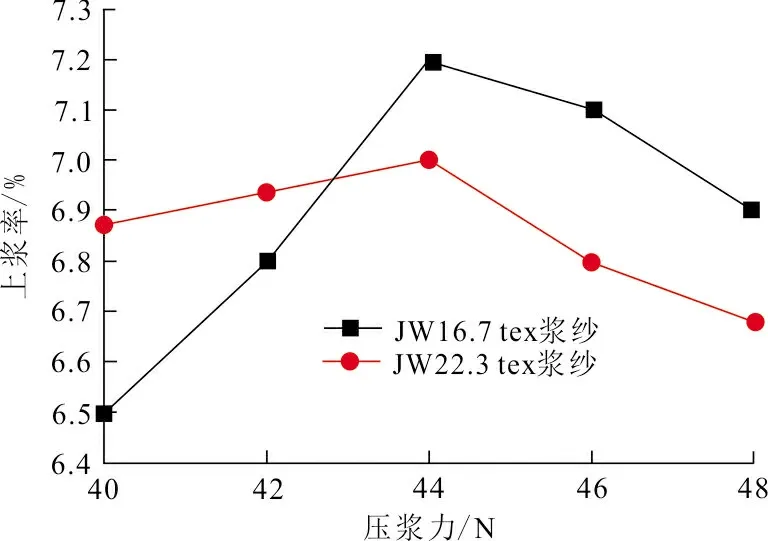
图 3 压浆力与上浆率关系Fig.3 The relation between squeezing pressure and sizing percentage
从图3可以看出,当压浆力在40~44 N之间,随着压浆力增大,2种浆纱的上浆率不断增大。这是因为通过压浆力作用,浆液能够有效渗透至纱线内部,浆纱上浆率增大;但当压浆力大于44 N时,上浆率随之降低,这是因为压浆力过大,浆液被过度挤出,上浆率反而降低。
2.3 压浆力对纱线拉伸性能的影响
图4是JW16.7 tex浆纱和JW22.3 tex等2种浆纱的拉伸性能与压浆力的关系。

(a) 压浆力与断裂强力关系

(b) 压浆力与伸长率关系图 4 浆纱断裂强力及伸长率与压浆力关系Fig.4 The relation between breaking strength, elongation of sizing yarn and squeezingpressure
从图4可以看出,2种浆纱的断裂强力及伸长率随压浆力的增大呈先增后减的趋势。这是因为在此过程中,在一定压力作用下,浆液被覆效果均匀,浆液渗透于纱线内部,使得纱线内部纤维与纤维之间黏结力增强,断裂强力增加。当压浆力过大时,浆液的动态黏度有所增加,会产生降低浸透速率的反作用。综合压浆力对浆液在纱线中的分布、上浆率及纱线拉伸性能的影响,在GA392单纱浆纱机上采用44 N的压浆力上浆较为合适。
2.4 浆液含固量对上浆率的影响
表2是浆液含固量与浆液黏度的关系,图5是在压浆力44 N、室温、浆纱速度65 m/min时,浆液含固量与上浆率的关系。

表 2 浆液含固量与浆液黏度关系Tab.2 The relation between solid content of slurry and viscosity

图 5 浆液含固量与上浆率关系Fig.5 The relation between solid contentof slurry and sizing percentage
从表2和图5可以看出,浆液黏度随浆液含固量的增大而增大,浆液黏度会影响浆液在纱线中的浸透量,进而影响上浆率。当浆液含固量在6%~8%之间,随着浆液含固量的增加,浆纱的上浆率不断增大。当浆液含固量超过8%时,上浆率反而降低。浆液含固量过大时,由于分子运动的各向异性,浆液流动性较差,降低浆液的渗透性,致使浆液留在经纱表面,很难渗透于纱线内部。
2.5 浆液温度的确定
GA392单纱浆纱机浆槽与轴经浆纱机浆槽相比存在很大差异。轴经浆纱机有大、小2个浆槽,小浆槽不断向大浆槽补充浆液,2个浆槽之间的浆液不断循环,保证了大浆槽浆液液面和浆纱的浸浆长度维持不变。GA392单纱浆纱机仅有1个浆槽,且浆槽非常小,体积只有800 cm3左右。如果采用高温上浆,需要持续对浆槽浆液加热,这样就无法保证浆槽浆液液面高度和纱线浸浆长度不变,造成上浆率波动。
羊毛纤维特有的缩绒性同样使上浆温度不宜过高,否则会发生松弛现象。浆液温度是单纱浆纱机上浆的关键因素之一。在压浆力44 N、浆液含固量8%、浆纱速度60 m/min的条件下,分别将浆液温度设定为室温和70 ℃,对毛纱进行上浆。表3对比了JW16.7 tex在不同浆液温度下的纱线性能。
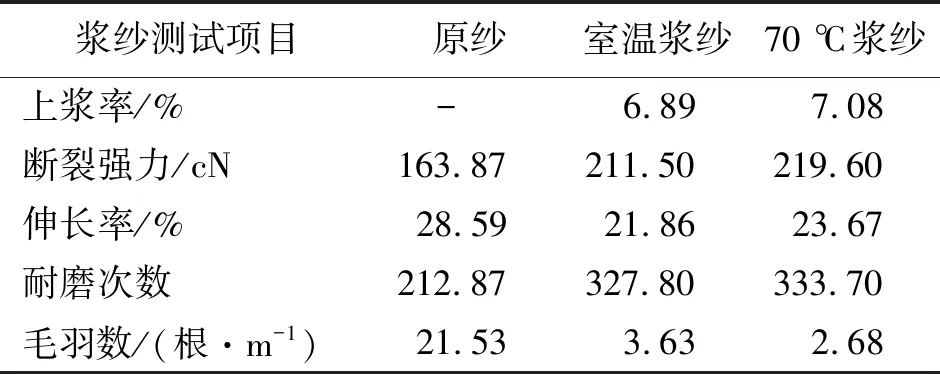
表 3 JW16.7 tex在不同浆液温度下的纱线性能Tab.3 The properties of JW16.7 tex yarn at different temperatures
从表3可以看出,浆槽浆液温度为室温和70 ℃下,JW16.7 tex浆纱的纱线性能没有大的差异。同样,JW22.3 tex浆纱的纱线性能变化相似。这是因为浆液在高温时,分子之间表现出无序状态,浆液温度降低时分子由无序状态转为有序状态,直观表现为浆液黏度增加,而浆液表面张力系数值降低对浆液有一定影响,但对纱线性能影响较小。考虑到节能减排要求,可以采用室温上浆。
2.6 浆纱速度的确定
在压浆力44 N、浆液含固量8%、室温的条件下,调整浆纱速度分别为45 m/min和65 m/min,比较2种速度下的浆纱性能。表4为JW16.7 tex在不同浆纱速度下的纱线性能。从表4可以看出,2种情况下的浆纱上浆率、纱线毛羽指数及耐磨性相差不大。JW22.3 tex纱线的上浆效果变化趋势与JW16.7 tex相似,因此浆纱速度设为65 m/min。
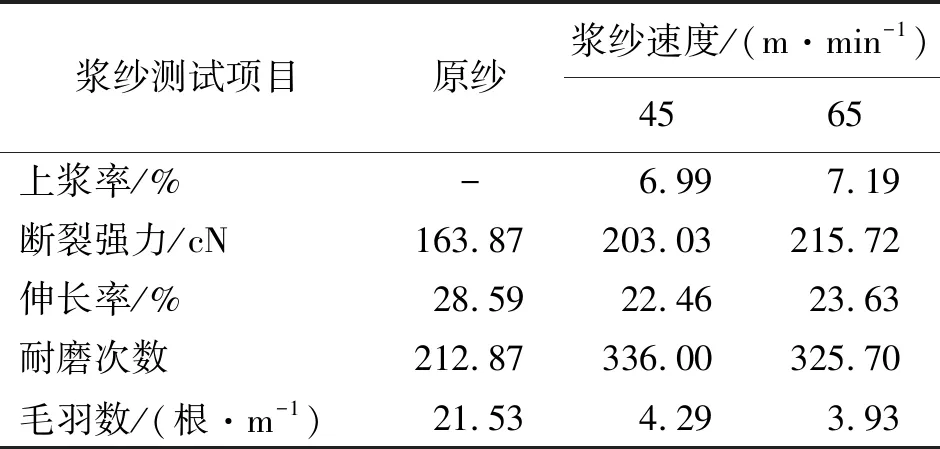
表 4 不同浆纱速度下JW16.7 tex的纱线性能Tab.4 The properties of JW16.7 tex yarn at different speeds
3 结 论
1) 压浆力对浆纱性能有显著影响,加压装置使单纱浆纱机更适合于毛纱上浆。
2) 采用GA392单纱浆纱机对毛纱上浆,适宜的上浆工艺参数为:浆液含固量8%、室温、压浆力44 N、浆纱速度65 m/min。
3) 性能测试结果表明,浆纱断裂强力、减伸率及耐磨性各项指标都较原纱有了很大的提高,浆纱毛羽的降低非常明显,提高了毛精纺单纱的可织性。
