高支高密天丝和木代尔织物的生产
2017-01-06张慧霞乐平勇
张慧霞+乐平勇
摘要:文章重点分析了天丝 和木代尔经纱上浆时的浆料选用原则、浆纱工艺思路、浆纱工艺方案及质量保证措施、织造工艺方案及质量保证措施,对浆纱和织造过程容易出现的一些具有共性的质量问题提出了详细的解决方案,对纺织企业具有一定的实际指导意义。
关键词:高支高密;上浆;织造
中图分类号:TS106 文献标志码:B
The Practice in Production of High-count & High-density Tencel & Modal Fabric
Abstract: The paper focused on analyzing the principle of selecting size for Tencel and Modal yarn, the design of sizing process and related quality guarantee measures as well as the design of weaving process and related quality guarantee measures. Moreover, it also proposed some solutions for some quality-related problems commonly occurred in the sizing and weaving processes, aimed at offering certain guidance to textile enterprises.
Key words: high-count & high-density; size; sizing process
近几年,我公司在继续做好高档次纯棉产品的基础上,积极开拓新型纤维产品的市场,发挥公司在高支高密产品上的技术优势,经过大量的技术攻关,生产出很多高难度的产品,譬如80×80 200×(90×2)119" 木代尔缎纹织物、80×80 200×183 106.5" 天丝 缎纹织物等,已经实现大批量持续稳定生产,为公司创造了很好的经济效益。
1 浆纱工艺
1.1 浆料选用原则
天丝 和木代尔纤维均为新一代纤维素纤维,其分子结构中含有大量的亲水性基团 —— 羟基,因此主浆料应以变性淀粉为主,辅以适量的PVA和丙烯浆料,达到提高纱线强力和增强柔韧性的目的。另外,由于天丝 和木代尔纤维的体积比电阻都比较高,因此在浆料配方中还需加入适量的抗静电剂和平滑剂,以减少生产过程中由于静电累积而造成的飞花吸附、经纱粘连,否则会影响生产效率和下机产品的质量。
1.2 浆纱工艺思路
由于天丝 纤维和木代尔纤维的纱线强力较高,如今随着纺纱技术条件的改善,经纱基本能够保证使用紧密纺的纱线,纱身光洁、毛羽少,所以,上浆应以提高纱线耐磨性能为主、增强为辅。上浆工艺应贯彻“高浓、低粘、小伸长、少渗透、求被覆、大回潮、保浆膜”的工艺路线。由于这一类纤维具有吸湿性能强,湿伸长大,纱线塑性变形大的特点,上浆工艺宜采取的措施:轻压,保伸,严格控制各区张力,以轻张力保弹性,单浸双压,浆槽浸没辊位置适当抬高,以减少湿区伸长。浆纱实际伸长控制在3%左右,最大不超过3.5%,上浆温度控制在85 ~ 92 ℃为宜。
1.3 调浆配方
1.3.1 80×80 200×(90×2)119" 木代尔缎纹织物的调浆配方
PVA-205 35 kg,PR-Su 25 kg,TH-200 25 kg,低粘变性淀粉50 kg,丙烯胶水15 kg,蜡片 3 kg,抗静电剂 3 kg,熟浆体积730 L。
1.3.2 80×80 200×183 106.5" 天丝 缎纹织物的调浆配方
PVA-205 30 kg,PR-Su 37.5 kg,低粘变性淀粉62.5 kg,丙烯胶水15 kg,蜡片3 kg,抗静电剂 3 kg,熟浆体积680 L。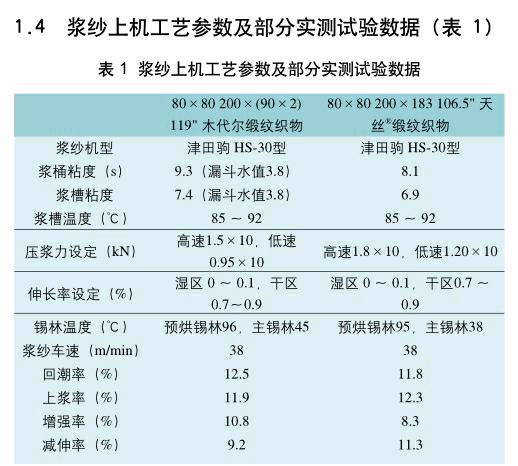
从实际生产情况来看,对于上述品种,难度还是比较大的,能否成功的关键在于,除了有良好的设备状况和优秀的操作人员作为基础保障外,浆料的选择一定要慎重,要将“高浓、低粘”切实落实到位,二者合理兼顾。如果浆液粘度偏高,则会造成分绞困难,产生大量断头。另外,在选用浆料时,还应考虑浆膜的耐磨性,所以适量搭配使用高性能变性淀粉是很有必要的。
1.5 浆纱工序质量保证措施
(1)适当调低锡林温度,避免纱线过分烘燥,保持一定的回潮率;但要注意预烘锡林的温度通常不要低于95 ℃,否则会因为纱线烘燥时间过长而在锡林表面形成大量浆皮,影响浆纱质量。一般烘干纱线的主要任务由预烘锡林完成,主锡林只起辅助烘干作用。
(2)回潮率偏大掌握,一般为11.5%~12.5%,避免纱线过度干燥后导致浆膜发硬发脆,增加落浆落粉的现象,而且再生纤维素纤维的共性是不宜过度烘燥,否则纱线的强力损失较大。
(3)适当抬高浸没辊高度,减轻压浆辊对纱线的挤压,以达到减少经纱湿区伸长的目的。
(4)压浆力偏小掌握,适当渗透,侧重被覆,保证浆膜完整性,增强纱线耐磨性。
(5)保持浆液粘度稳定,控制好车速,匀速开车,车速以不超过40 m/min为宜。
(6)织轴质量做到“张力、排列、卷绕”三均匀。
2 织造工艺方案及质量保证措施
2.1 织造工艺的优化
织造高支高密新型纤维织物时对织造设备的要求比较高,我公司使用津田驹ZAX系列喷气织机进行生产,结合ZAX系列织机的各项参数,设计织造工艺见表 2。
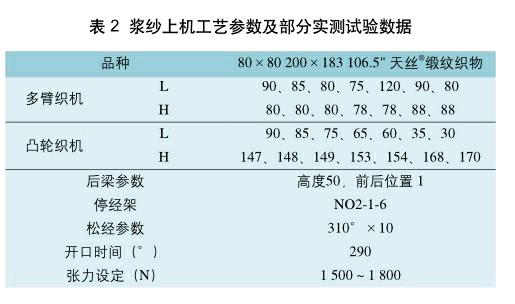
2.2 织造中需要注意的具体问题及解决办法
(1)因为纤维强力较低,在织造过程中必须要解决好坯布边撑疵的问题。织造中,边撑疵问题尤其严重,由于纱线较脆,很容易被边撑刺环挂断,或者刮破。有些品种在织机上看不出任何边撑疵的痕迹,但经过后整理后,边撑疵问题才显现出来,针对此类问题,经过多次试验之后,与配件厂家共同开发生产出28环橡胶边撑,一次性彻底解决纯纺功能性品种边撑疵的问题。
(2)高支高密新型纤维织物织造时,织造车间开台效率差异较大,品种之间、机台之间开台效率有时差别能达到30个点,生产效率极不稳定,致使生产订单完成进度很难把握。为提高布机开台效率,需要对品种的上机工艺进行逐步优化,对低效率机台重点攻关,掌握其织造规律,制定出合理的喷气上机工艺,解决机台差异,提升整体效率。
(3)在织造高支高密新型纤维织物时,需要做好单纱疵点的控制。自行研制生产了喷气织机压电陶瓷防单纱装置,彻底解决了单纱疵点的产生。
(4)在织机生产中,由于新型纤维织物卷布时不能像棉织物一样,布面不能出现不平整、折痕或者压痕等问题,科研人员对设备进行多项技术改造,设计出导布辊防滑装置、卷布辊防滑防压装置及新型卷布辊,彻底解决了织物卷取折痕问题。
2.3 织造效果(表 3)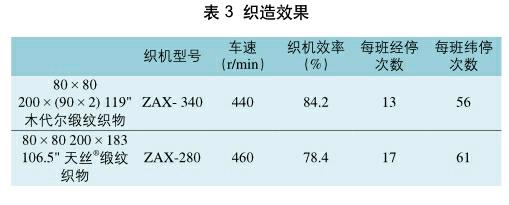
3 结束语
(1)浆纱质量的好坏直接影响到织造的产品质量和生产效率,对于高支高密新型纤维织物的浆纱,工艺路线的选择尤为重要,科学合理的工艺思路可以起到事半功倍的效果。“高浓、低粘、小伸长、少渗透、求被覆、大回潮、保浆膜”必须得到全面贯彻落实。
(2)浆料的选用决定浆液粘度的大小,直接关系到浆纱能否顺利开车,最终影响到浆纱的质量。好的浆料及配方是保证浆纱质量的前提。纤维素纤维在浆纱生产过程中要选用浆膜柔韧性、耐磨性和吸湿性较好的浆料。
(3)浆纱过程中重点要保证纱线较小的张力和伸长,回潮率偏大掌握,一般控制在11.5% ~ 12.5%之间,浆纱车速不宜过快,以不超过40 m/min为宜。
(4)科学、合理地制定各项织造上机工艺参数,并根据品种差异和设备状况因地制宜、适当调整,确保开台效率达到最优水平。
(5)由于天丝 、木代尔等新型纤维与棉纤维存在很大的差异,在织造过程中,一些关键的质量问题必须高度重视,譬如边撑疵布、折痕、压痕等,必须采取有效的控制措施,既要对设备关键部位进行技术改造,又要从管理上形成完整的规范制度,做到既有执行又有检查与监督,确保下机产品的质量符合客户的需求。
