钢带热轧机机前导尺装置的设计改进
2021-04-19刘旭东
刘旭东
(中色科技股份有限公司,河南 洛阳 471039)
钢带热轧机一般为可逆轧机,通过多道次的轧制将铸锭轧制成板材或卷材。主要有加热炉、输送辊道、立辊轧机、机前导尺装置、机前组合辊道、轧机主机、机后导尺装置、机后组合辊道、卷取机、液压系统、电控系统等组成。本热轧机来料是经过铣面的80mm~150mm厚铸锭,轧制后的厚度为4mm~8mm。带材轧制时,铸锭从加热炉通过辊道输送至机前导尺位置,导尺将铸锭对中,机前组合辊道把铸锭送入轧辊,铸锭经过多道次反复轧制至成品厚度,经过冷却、切头、卷取成卷材。
机前导尺配置在轧机主机前,机前组合辊道的上方,是热轧机组上必不可少的装置。当铸锭被输送至机前导尺位置,导尺快速将铸锭夹持进行对中,使铸锭的中心线与轧制中心线重合,然后导尺单边打开3mm左右,铸锭由辊道送入轧辊,轧制过程中导尺兼有产生后张力、防止带材跑偏等功能。导尺的结构设计是否合理对提高产品质量和成品率有着重大影响。
机前导尺由两侧导板、导板固定座、导尺移动机构、导尺导向装置、两侧底座等组成。通过调整两侧导板开口度,控制不同板宽、不同规格的带材与轧制中心线对中,保证带材轧制产品的质量。
1 机前导尺装置原始结构设计及存在的问题
机前导尺采用液压缸驱动,油缸两边设有导向装置,防止导尺在运行过程中由于受力不均引起的偏斜或摆动,两导柱之间用连接梁连接,增加机前导尺装置的稳定性。
(1)在轧制不同宽度的带材时,导尺的开口度要根据不同带材的宽度调节。导尺开口度调整采用丝杠及挡块机构,调整时电机带动丝杠旋转,控制丝杠上面的定位挡块开合,人工测量开口度大小,到达设定值后定位机构锁紧。需要人工辅助测量,操作过程繁琐,定位精度低,效率低。
带材在轧制过程中,当轧制完一个道次后带材宽度会发生变化,不同轧制道次的宽展量也不一样,所以不同道次的宽度也不同。此机构调整后开口度固定不变,不能根据带材宽度的不同调整导尺的开口度。在轧制较薄带材时会挤压带材出现拱起倾翻的现象,从而造成带材损伤,且导尺导板易被带材刮伤,导板磨损严重。
(2)导尺对带材对中后,按生产经验导尺单边一般打开3mm左右,轧辊咬料对带材轧制时,导板表面会与带材摩擦,出现因摩擦产生的沟槽,较深的沟槽会造成带材边部裂纹,且边部的氧化皮、毛刺会脱落到带材表面,造成钢板次品、废品。所以当导板磨损后需要及时更换,零件经常因下半部分磨损且不能修复后报废,产生极大的浪费。
(3)在生产过程中,新的导板一般使用2d~3d更换一次,更换下来的导板可以把磨损部分修磨后继续使用,导板与导板固定座之间采用多个螺栓连接,导板拆卸不便,安装困难,更换两侧导板需要5h~6h,这样将降低产量,增加人工成本。
在夹持较厚带材时导尺装置刚性不足,导向装置、两侧底座等都变形很大,导向装置导向柱、铜套磨损严重,铜套需频繁更换。
2 原因分析
如前所述,原设计中问题经汇总分析主要原因如下:
(1)机前导尺设计采用普通的液压缸和换向阀,控制单边导尺导板,该控制方式及结构形式不能实现夹紧力大小的调节和精确的开口度。虽然采用一个普通的换向阀控制两个液压缸,但是由于液压缸、导向柱等滑动摩擦副的摩擦力不同和机械零件加工误差的存在,也很难保证两边同步动作。且普通换向阀不能调整油缸对带材的夹紧力,在夹持较薄带材时夹紧力过大,致使挤压带材出现拱起倾翻现象。
(2)机前导尺装置导板安装在机前组合辊道上方,为了防止轧制时较薄带材夹到辊子与导板之间的间隙中,一般使导板下平面低于辊子上面5mm~10mm,导板下方根据辊子间距加工成圆弧。在轧制过程中,导板下半部分与带材接触频繁,所以往往导板下半部分磨损比较严重,由于原设备结构上的限制,两侧导板不能做成对称结构,导板安装时无法实现上、下部分位置互换。
(3)在设备使用过程中,由于立辊轧机的开口度重复性较差,使用效果不好,该设备取消了机前立轧辊装置,机前导尺还兼有部分立轧辊的作用。所以导尺在轧制过程中对带材的夹持力和受到带材的冲击力都非常大,导尺装置在轧制过程中变形较大,需要加固导尺增加刚性,但是由于受机前空间限制,为了保证导尺的最大开口度不变,现导尺结构想增加刚性不易实现。
为了保证导板与导板固定座之间的连接可靠,原设计采用了多个螺栓连接形式,结构设计不合理,轧机机前部分结构复杂,空间狭小,安装导板固定螺栓时操作不便,导致每次更换导板要花费较长时间。
3 改进方案与效果分析
针对以上问题,技术人员进行技术攻关与不断尝试,制定了多种方案,经大家讨论分析后,确定了最合理化的设计。
(1)拆除原丝杠及挡块定位机构,普通液压缸更换为带内置位移传感器的液压缸,普通液压换向阀更换为液压比例阀。导尺开口度靠位移传感器精确控制,位置控制精度≤2mm。导尺工作采用液压比例阀、压力传感器、位置传感器闭环来实现夹持位置控制与压力控制。
轧制前,根据来料宽度不同、各个道次的宽展不同,在操作界面输入导尺每个道次的开口度数值。在轧制过程中,导尺会根据道次信号、传感器信号按设定的开口度夹紧带材,夹持力大小也可根据每道次带材的厚度预先设定,实现程序控制。
此方案实施后,减少了人工测量调整导尺开口度的过程,导尺开口度位置控制精度高,油缸同步性好,拆除了原导尺定位机构,减少了设备维护工作量。在轧制较薄带材时选择压力闭环,达到设定的夹持力后油缸退回,减小了导板的磨损,解决了带材损伤的问题,提高了产品的成品率。
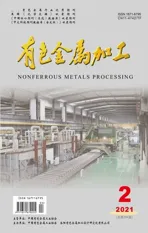
(2)根据现场情况,对机前导板及导板固定座进行了优化设计。新导板如图1所示,在保证满足使用要求下,零件设计为沿中心线对称结构,使两侧导板可以互换。当导板靠近辊子部分磨损严重后,把磨损严重的部分换到另一侧上方后继续使用,待导板上、下部分都磨损严重后再拆下来修磨,直到导板厚度不能满足使用要求后报废,使导板的寿命延长了1倍左右,节约了生产成本。
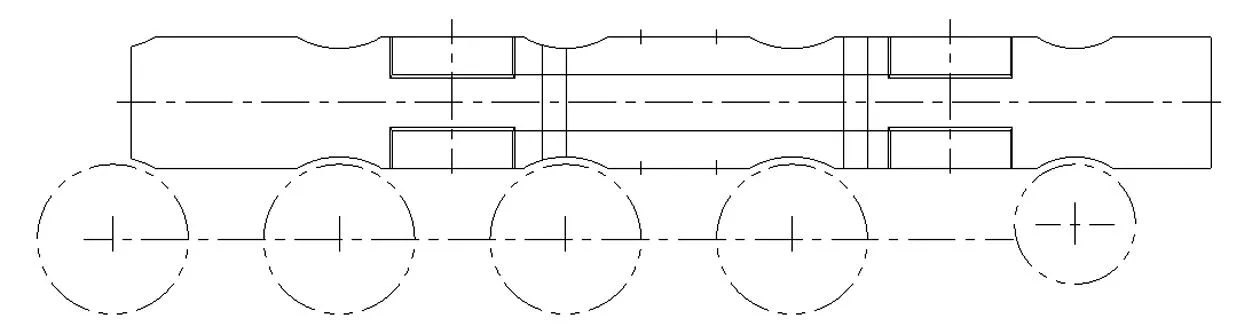
图1
(3)导尺结构简单,在保证导尺最大开口度的前提下,增加了导尺的刚性,即使在轧制厚带时导尺的变形量也很小,设备可靠性得到了很大提高,且带材边部质量得到明显改善。
为了解决导板拆装不便的问题,新设计取消了多螺栓连接,优化后的导尺结构如图2和图3所示,导板与导板座之间的连接采用键与压板进行固定,结构设计更加合理。在轧制过程中,序号2键承受带材摩擦导板产生沿机列方向的剪切力,序号8键承受由于导板受力不均形成的水平方向的力,竖直方向分力较小,用压板序号3、序号4压紧,防止由于装配间隙造成的导板窜动。如图3所示,序号2、序号8键用螺栓固定在导板固定座上,以防止拆装导板时键从键槽里面滑落。
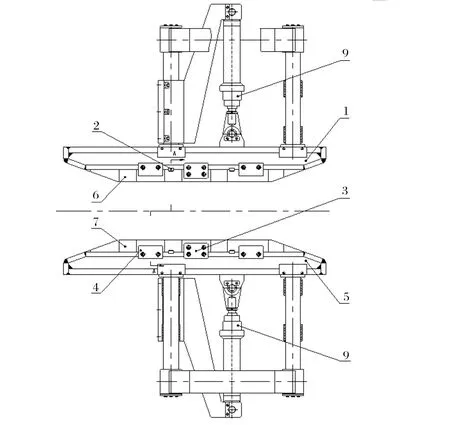
图2

图3
更换导板时拆掉序号3、 序号4压板上面的螺栓及压板, 安装吊环螺钉, 用行车缓慢吊起导板至键槽脱离序号8键,水平平移导板使序号2键也与导板脱离,导板拆除工作完成。安装新的导板时让键槽与导板固定座上面的键对齐,缓慢把导板落在导板固定座上,检查确定序号2、序号8两个部位的键都安装好后用压板压紧固定。通过对机前导尺装置结构的改造,使导板更换时间缩短,由原来的5h~6h减少为现在的1h~2h,大大减轻了检修工人的劳动强度,提高了生产效率,提高了产量,创造了可观的经济效益。
4 总结与体会
目前各大钢铁企业中,有很多此类生产线。如何缩短导板更换时间、延长导板使用寿命、提高产量是所有热轧机组企业共同面临的问题。有的企业试图通过改变导板材质及表面硬度提高其使用寿命,但由于导板的表面处理工艺要求难度大或者导板选材成本高等原因,效果都不明显。本文对原有不合理、不实用的设计进行改进,新开发设计的导板新型快换结构简单,拆卸、安装方便快捷,大大降低了维修成本,方便了现场操作和使用维护,又经济合理。此导尺结构经实践证明实用、稳定,因此具有较强的推广价值。
对于连续生产线上的设备,零部件的可靠性非常重要,这种可靠性需要设计者、制造方、使用者多方保证。设计者在保证生产工艺条件下,设计结构应尽量简单,使设备便于操作,对于需要经常更换的零部件、易损件等应能简捷方便的维修恢复。