Effect of Blending Ratio on Properties of Core Yarn and Fabric of Polysulfonamide (PSA)/Flame Retardant Viscose (FRV)/Conductive Filament
2021-04-08WUGaihong吴改红WUJieJIANGYanLIUShuqiang刘淑强
WU Gaihong(吴改红),WU Jie(武 捷), JIANG Yan(蒋 彦), LIU Shuqiang(刘淑强)
1 Clothing Engineering Research Center of Zhejiang Province, Zhejiang Sci-Tech University, Hangzhou 310018, China
2 College of Textile Engineering, Taiyuan University of Technology, Jinzhong 030600, China
Abstract: In order to develop a fabric with excellent flame resistance function, antistatic function, moisture absorption and breathability, the polysulfonamide (PSA) fiber and the flame retardant viscose (FRV) fiber were blended. Meanwhile, the conductive filaments were used as the core yarn, and then they were made into the core-spun yarn and the fabric at different blending ratios of PSA/FRV. The effects of the blending ratio of PSA/FRV on the mechanical properties and the evenness of the yarn were studied. The effects of the blending ratio of PSA/FRV on mechanical properties, flame retardant properties, antistatic properties, moisture permeability and drape of the fabric were analyzed. With the increase of the blending ratios of PSA/FRV, the strength and the elongation of the core-spun yarn increased firstly and then decreased. Moreover, the evenness of the core-spun yarn was improved, the fabric strength increased firstly and then decreased, the flame resistance decreased, and the antistatic performance improved. These results provide an important basis for the preparation and wide application of fabrics made of PSA/FRV/conductive filament.
Key words: flame retardant viscose (FRV); conductive filament;flame resistance; antistatic property
Introduction
In the process of coal mining, the electrical leakage of electrical appliances and the spark generated by human body static electricity will easily lead to gas explosion[1-2]. The electrostatic spark caused by work clothes is one of the common hazards in coal mining. Therefore, the coal mining work clothes need to have the antistatic function in order to avoid the electrostatic spark explosion[3-4]. In addition, in case of sudden fire or explosion in coal mining, we expect that the coal mining work clothes have certain flame retardant function[5], which can protect human body from injury within a certain period of time[6]. In summary, as a safety protection material[7], the fabric of coal mining work clothes needs to have antistatic and flame retardant functions[8-9]. Moreover, the fabric also needs to have some wearabilities, such as moisture absorption, breathability and wearing comfort[10]. The fabric of coal mining work clothes can also be used in many industries, such as chemical industry and petroleum industry[11].
At present, the fabrics and clothes with flame retardant and antistatic functions have been reported at home and abroad[12]. For instance, Kim and Kim[13]made a knitting fabric using the modacrylic fiber, the antistatic polyethylene terephthalate (PET) fiber and the cotton fiber. The results showed that the antistatic property and the flame retardant property of this fabric were better than those of the pure cotton fabrics. But the flame retardant property was poor. Guetal.[14]used three kinds of synergistic flame retardant water-based paints containing phosphorus and nitrogen, coated cotton and polyester fabrics. The flame retardant properties of the coated fabrics were significantly improved, but the improvement in antistatic properties and mechanical properties were not obvious. Lietal.[15]used the polysulfonamide (PSA) aramid 1313 blended Siro yarns and the silver-coated filaments to weave fabrics. They discussed the flame retardant property and the antistatic property of the fabric. The results showed that the structure and the filament content of the fabric had great influence on the antistatic property of the fabric, but had little effect on the flame retardant property of the fabric. Syamaletal.[16]used a new in-situ electrochemical polymerization method on the surface of cotton yarns. The research results show that the pyrrole monomer concentration, the polymerization reaction time and the temperature have a greater impact on the electrical resistance of the conductive composite yarn. The electrical resistance of the conductive composite yarn depends on the tensile stress in some cases. Under low stress levels, the conductive composite yarn can be used for strain sensors.
Considering the defects mentioned above, a multifunctional fabric with flame retardant functions, antistatic functions, moisture absorption, breathability and good drape is designed in this paper[17-19]. Firstly, the PSA fiber, which is a new type of flame retardant fiber and has excellent flame retardant performance and mechanical properties[20-21], is blended with the flame retardant viscose (FRV) fiber. And the conductive filament is used as the core yarn. These three kinds of fibers are spun into a core-spun yarn by the Sirofil spinning method[22]. Then, the core-spun yarns are woven into fabrics. It is supposed that the flame retardancy would be provided by PSA and FRV fibers, and the excellent antistatic property would be provided by the conductive filament[23-24]. In addition, the FRV fiber could also make the fabric have good moisture absorption[25], breathability, flexibility and other characteristics[26-27]. Therefore, the fabric made of PSA/FRV/conductive filament would have many advantages, such as good flame retardancy, antistatic properties, moisture absorption, and breathability.
1 Experiments
1.1 Materials
The basic properties of PSA fibers, FRV fibers and polyester conductive filaments are shown in Table 1.

Table 1 Basic properties of fibers
1.2 Spinning process and weaving process
1.2.1Spinningprocess
The PSA fibers and the FRV fibers were mixed at different blending ratios (100/0, 80/20, 70/30, 60/40, 50/50, 40/60, 0/100) to produce the blended rove of PSA/FRV by carding, drawing and roving processes.
In the process of carding, the carding machine (DSCa-01, Tianjin Jiacheng Electromechanical Equipment Co., Ltd., China) was used to card the mixed fiber web and form a sliver of PSA/FRV, at a feed roller speed of 0.51 r/min, a cylinder speed of 500 r/min, a spur roller speed of 623.75 r/min, a rotating speed of 12 r/min and a forming speed of 6 m/min.
In the drawing process, the drawing frame (DSDr-01, Tianjin Jiacheng Electromechanical Equipment Co., Ltd., China) was applied to drawing six slivers twice, a total draft of 6.2 and a rear zone draft of 1.2.
In the roving process, the drawn sliver was fine-drawn and twisted by a roving machine (DSRo-01, Tianjin Jiacheng Electromechanical Equipment Co., Ltd., China) to form the rove of PSA/FRV, with a roving weight of 6.8 g/(10 m), a twist factor of 78, a rear zone draft of 1.25, 55 mm × 51 mm × 35 mm center distance of the rollers, a slippery rate of 1%, and a spindle speed of 450 r/min.
In the spinning process, the rove of PSA/FRV and the conductive filament were spun into the core-spun yarn via the spinning frame (DSSp-01, Tianjin Jiacheng Electromechanical Equipment Co., Ltd., China) by using the Sirofil spinning method (shown in Fig. 1), at a rear draft of 1.36, a spindle speed of 8 000 r/min, a yarn fineness of 33 tex and a twist factor of 500.
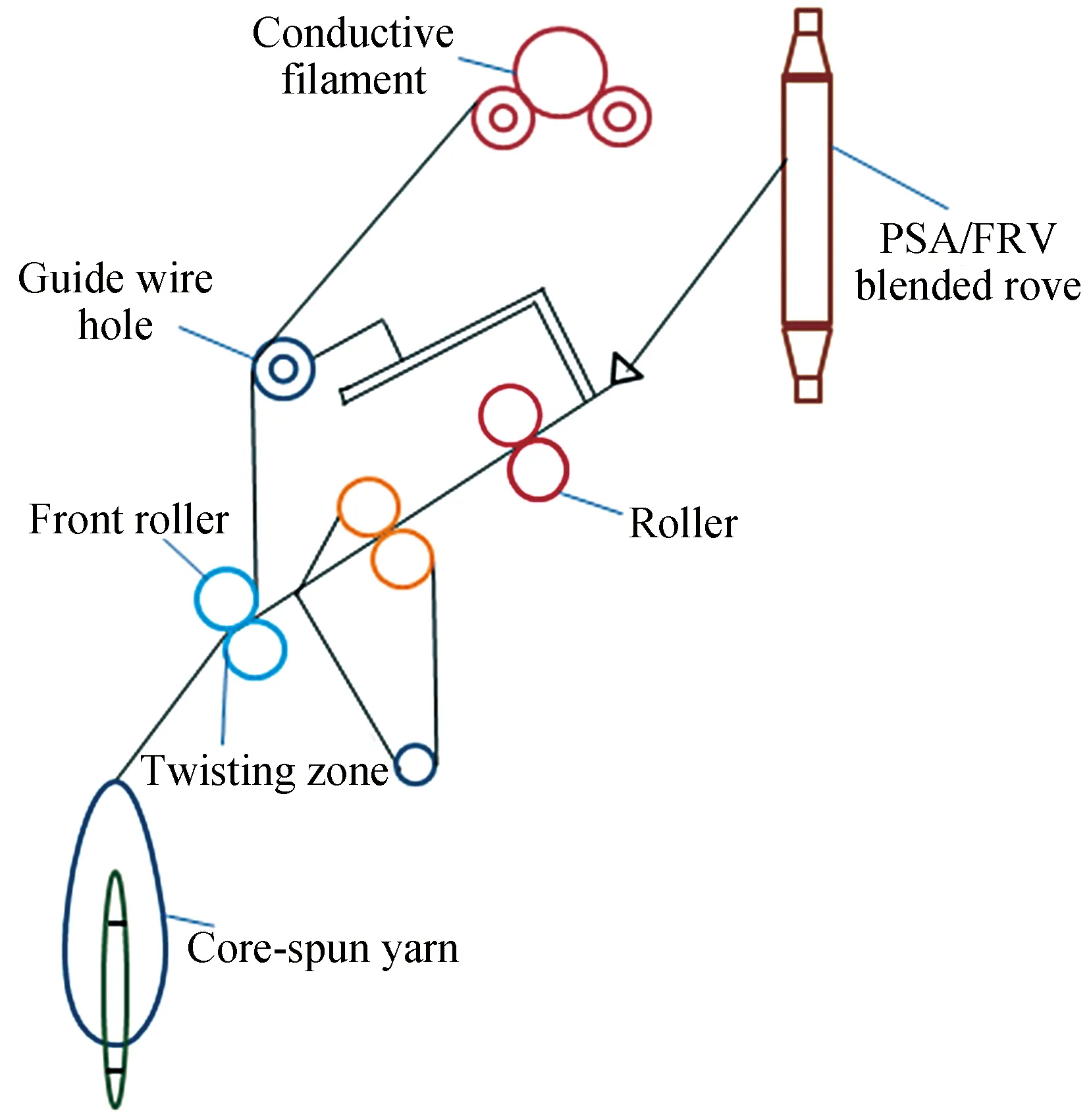
Fig. 1 Sirofil spinning method for corn-spun yarns of PSA/FRV/conductive filament
1.2.2Weavingprocess
The core-spun yarns of PSA/FRV/conductive filament were woven into the plain weave fabric via a small sample loom (Y300S, Changyi Electronic Instrument Co., Ltd., China) , with a warp count of 164 end/(10 cm) and a weft count of 154 pick/(10 cm).
1.3 Performance test
1.3.1Yarntesting
Under the convention moisture regain, the mechanical properties and sliver properties of the yarn were tested respectively. The breaking strength and the elongation of the yarn were tested with a fully automatic single yarn strength meter (YG063T, Changling Textile Electromechanical Technology Co., Ltd., China) , and the evenness of the yarn was tested with a sliver tester (YG135E, Changling Textile Electromechanical Technology Co., Ltd., China).
1.3.2Fabrictesting
The fabric with a sample size of 200 mm × 25 mm was tested for the fabric breaking strength by using an electronic fabric strength machine (YG(B)026D-500, Wenzhou Darong Textile Standard Instrument Factory, China). An oxygen index instrument (M5068, Shandong Qingdao Shanfang Instrument Co., Ltd., China) was used to determine the LOI of the sample, and the sample size was 200 mm×58 mm. A fabric induction static tester (YG401, Zhejiang Ningbo Textile Instrument Factory, China) was used to test the antistatic performance of the sample, and the sample size was 50 mm×50 mm. Three round specimens with a diameter of 120 mm were selected, the test temperature was (38±2)°C, the relative humidity was (90±2)%, and the moisture permeability test box (YG501, Zhejiang Nantong Hongda Experimental Instrument Co., Ltd., China) was used. The moisture permeability of the fabric was taken as the average value. A fully automatic air permeability measuring instrument (YG461E-3, Zhejiang Ningbo Textile Instrument Factory, China) was used to determine the air permeability of the fabric. The test pressure difference was 100 Pa and the sample area was 20 cm2. A drape performance tester (YG811E, Zhejiang Ningbo Textile Instrument Factory) was used to test the drape performance of the fabric. Three round specimens with a diameter of 240 mm were cut from each sample and the average value was taken.
2 Results and Discussion
2.1 Effect of blending ratio on mechanical properties of core-spun yarn
When the blending ratios of PSA/FRV were changed, the breaking strength and the elongation at break of core-spun yarns would change, as shown in Fig. 2.
Figure 2 showed that the blending ratios would affect the mechanical properties of the core-spun yarn. As the proportion of PSA decreased, the breaking strength and elongation at break of the core-spun yarn would decrease. This indicates that the content of PSA fibers could indeed affect the breaking strength of the yarn. When the content of PSA fibers was low, it had no significant effect on the strength of the core-spun yarn, and when the content of PSA fibers reached a certain value, the breaking strength of the yarn was greatly improved. This is because when the content of PSA was low, FRV fibers with poor mechanical properties were mainly distributed in the outer layer of the core-spun yarn, the core-spun yarn with a high content of FRV fibers was most likely to break.
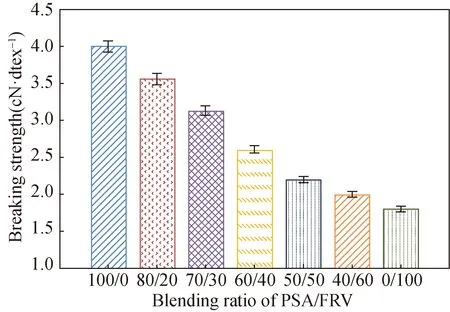
Fig. 2 Effect of blending ratio on mechanical properties of core-spun yarn: (a) breaking strength; (b) elongation at break
In addition, it could be seen from Fig. 2(b) that with the increasing of the FRV fiber content, the elongation at break of the core-spun yarn became lower and lower, which was due to low elongation at break of FRV fibers. The elongation at break of FRV fibers is 18.5%. It could be seen from Fig. 2(b) that the elongation at break of the core-spun yarn with a blending ratio of 0/100 was no significant difference from that of the pure FRV yarn.
2.2 Effect of blending ratio on yarn unevenness of core-spun yarn
The unevennesses of core-spun yarns at different blending ratios were listed in Table 2.
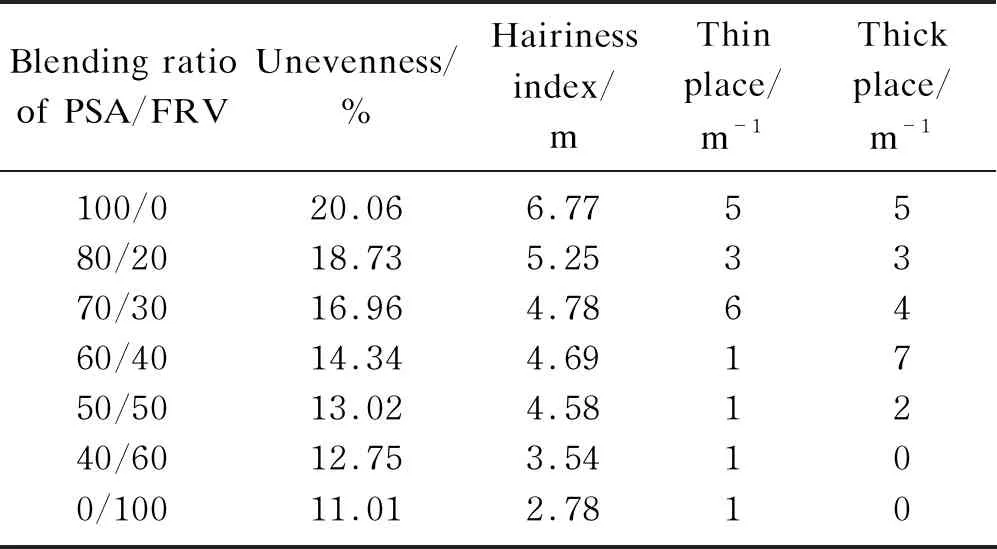
Table 2 Unevenness of core-spun yarns at different blending ratios
It could be seen from Table 2 that with the increasing of FRV fiber content, the unevenness of the yarn would decrease, and the number of yarn hairiness, thin and thick places would reduce. This was because the PSA fiber had poor electrical conductivity, and it was easy to generate static electricity during the processing process. The fiber end was easily protruded from the yarn body to form hairiness, and it was easy to produce defects such as thin and thick places, which reduced the uniformity of the yarn. In contrast, the FRV fiber had excellent hygroscopicity, so it could effectively reduce the accumulation of static electricity, hairiness, thin places and thick places of the yarn, which improved the evenness of core-spun yarns.
2.3 Effect of blending ratio on fabric breaking strength
The effect of blending ratio on fabric breaking strength is shown in Fig. 3.
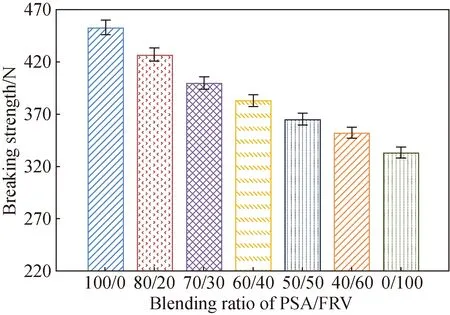
Fig. 3 Effect of blending ratio on fabric breaking strength
Figure 3 showed that with the content of PSA fibers decreasing, the breaking strength of the fabric generally showed a downward trend. It was consistent with the effect of the blending ratio on the strength of the core-spun yarn. Moreover, it showed that the breaking strength of the core-spun yarn was the highest when the blending ratio of PSA/FRV was 100/0.
2.4 Effect of blending ratio on flame retardance of fabric
The LOI of fabrics at different blending ratios is shown in Fig. 4.
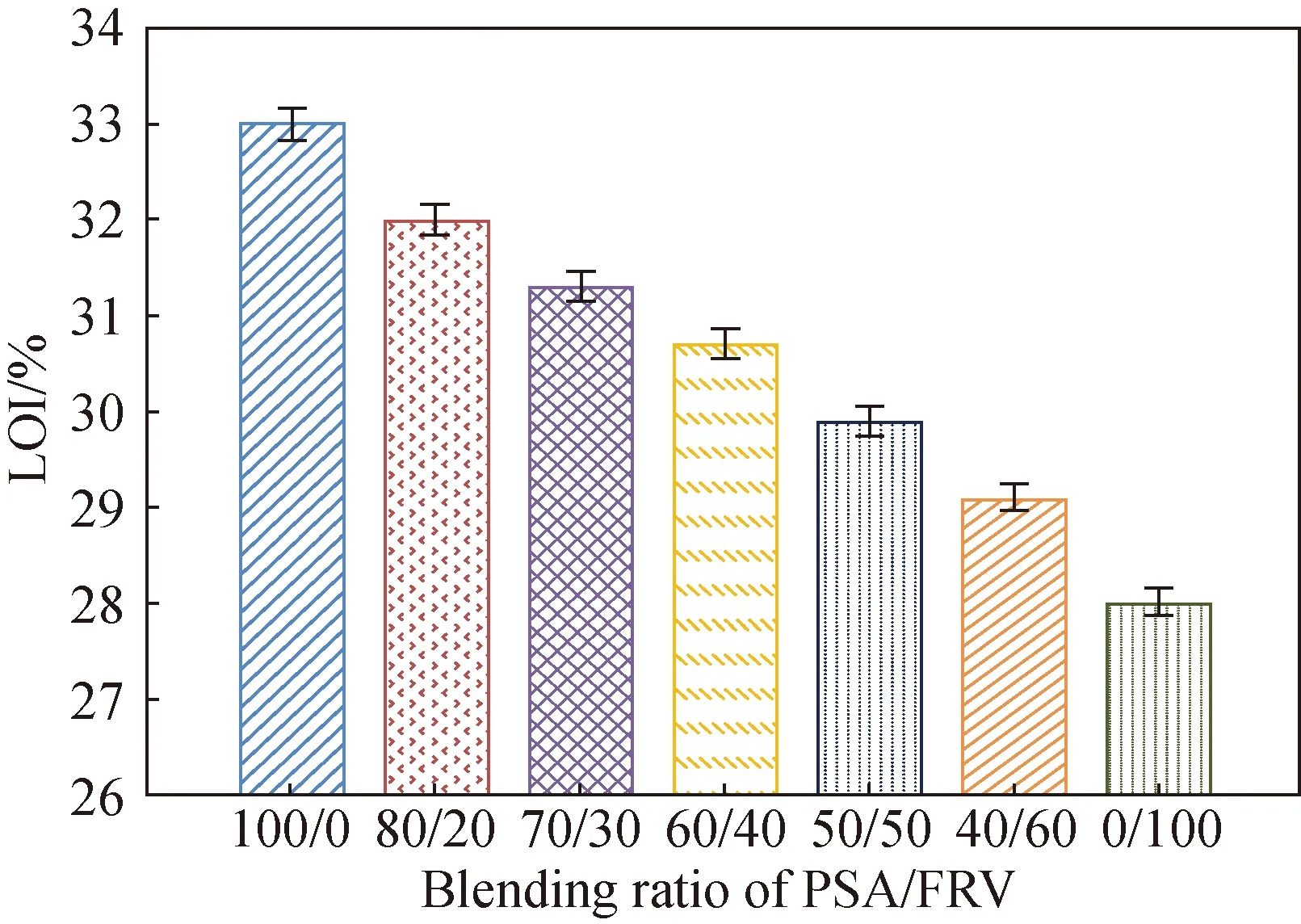
Fig. 4 LOI of fabrics at different blending ratios
Figure 4 demonstrated that with decreasing concentration of PSA fibers, the LOI of the fabric gradually decreased. This is because the LOI of PSA fibers is 33, and the LOI of FRV fibers is 27, with the content of PSA fibers in the blended fabric decreasing, the LOI of the fabric would inevitably decrease. It means that the higher the content of PSA fiber is, the better the flame retardancy of the fabric is. The domestically implemented protective clothing standard GA/T 5454-1997 mentions that the LOI of a flame retardant fabric should be no less than 27. In addition, the higher the LOI is, the less combustible the material is. Therefore, the higher the PSA fiber content is, the better the flame retardant property of the fabric is.
2.5 Effect of blending ratio on antistatic property of fabric
The antistatic properties of fabrics were shown in Table 3.
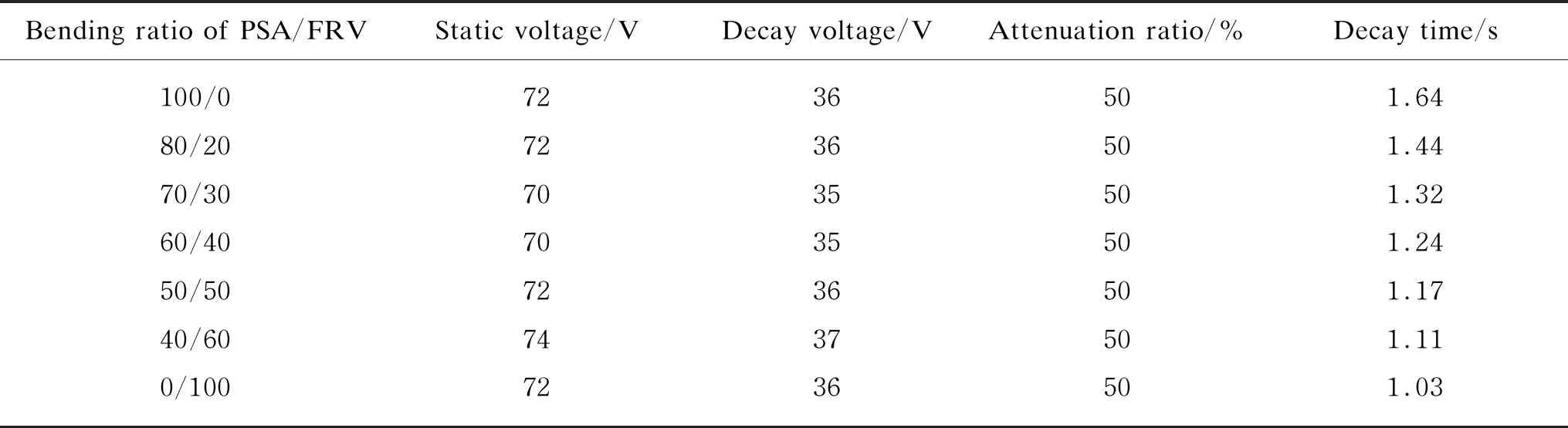
Table 3 Fabric antistatic property test results
It was demonstrated that with the increasing proportion of FRV fibers, the decay time of fabrics gradually decreased. At a PSA/FRV blending ratio of 100/0, the decay time reached the maximum. At a PSA/FRV blending ratio of 0/100, the decay time was the shortest and the antistatic property was the best. This was because the hygroscopicity of FRV fibers was much better than that of PSA fibers. Better hydrophilicity of fibers would lead to more moisture absorption, lower charge capacity, and then better antistatic property.
2.6 Effect of blending ratio on moisture permeability of fabric
The moisture permeabilities of fabrics are shown in Table 4.
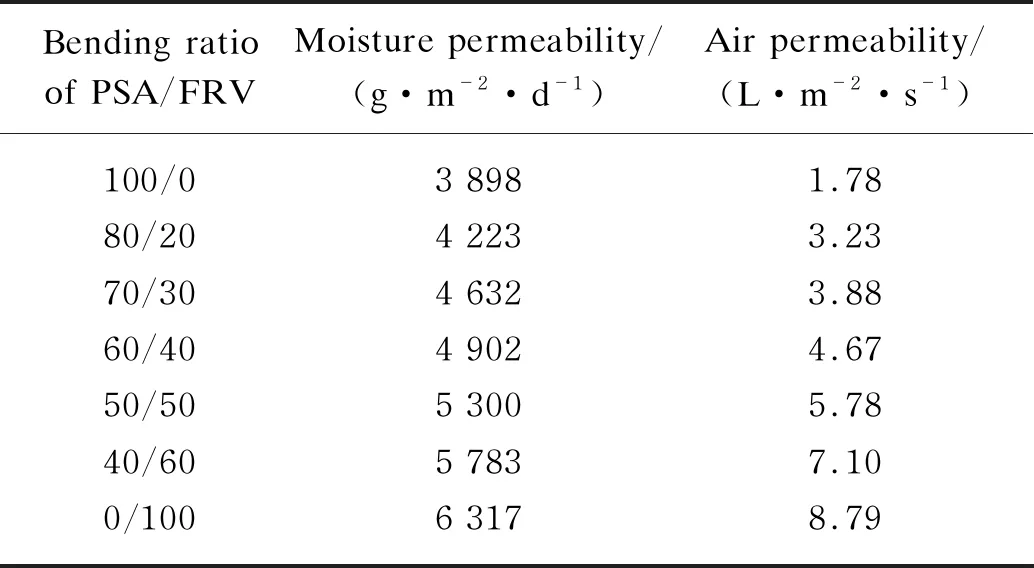
Table 4 Test results of fabric moisture permeability
It could be seen from Table 4 that the blending ratio had a certain effect on the moisture permeability of the fabric. When the PSA/FRV blending ratio was 100/0, the moisture permeability and the air permeability were the lowest. In contrast, when the blending ratio was 0/100, the moisture permeability and the air permeability were the highest. It was mainly due to that FRV fibers had better moisture permeability than PSA fibers. With the content of FRV fibers in the fabric increasing, the moisture permeability of the fabric increased.
2.7 Effect of blending ratio on fabric drape
The fabric drape could be represented by the drape coefficient. The drape coefficients of fabrics at different blending ratios are shown in Fig. 5.
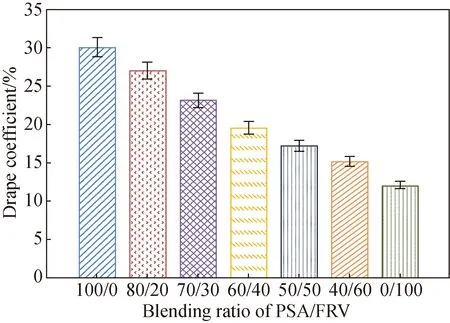
Fig. 5 Fabric drape coefficient
It is known from Fig. 5 that the drape coefficient of the fabric was the highest at a PSA /FRV blending ratio of 100/0. However, with the increasing content of FRV fibers, the drape coefficient of the fabric gradually decreased. When the blending ratio was 0/100, the fabric had the lowest drape coefficient and the fabric was the softest. According to the standard GB/T 14338-1993, the crimp performance of the fibers were tested. The crimp rate of the PSA fiber was 10.56%, and the crimp elastic recovery rate was 15.52%; while the crimp rate of the FRV fiber was 10.05%, and the crimp elastic recovery rate was 72.30%. The crimp elastic recovery rate is an index for evaluating crimp fastness. It can be seen from the results that the crimp performance and the flexibility of FRV fibers are much better than those of PSA fibers. Thus the drape performance of the fabric was better as the content of FRV fibers increased.
3 Conclusions
The PSA/FRV/conductive filament core-spun yarn and fabric successfully prepared. The mechanical properties of the blended yarn were improved with the increasing content of PSA fibers. Moreover, with the increasing content of FRV fibers, the uniformity of the core-spun yarn was improved, and the hairiness and the thickness of the yarn were reduced. The effects of PSA/ FRV blending ratios on mechanical properties, flame retardant properties, antistatic properties, moisture permeability and drape of the fabric were analyzed. The PSA/FRV/conductive filament woven fabric has better overall performance, and it can be widely used in electric power industry, coal mining, chemical industry, and other industries.
杂志排行

Journal of Donghua University(English Edition)的其它文章
- Polyacrylonitrile/Graphene-Based Coaxial Fiber-Shaped Supercapacitors
- Highly Stretchable and Transparent Hydrogel as a Strain Sensor
- Effect of Processing Parameters on Morphology and Mechanical Properties of Hollow Gel-Spun Lignin/Graphene Oxide/Poly (Vinyl Alcohol) Fibers
- Characteristic Analysis and Harmonic Feature Identification of Micro-Vibration on Flywheels
- Defect Detection Algorithm of Patterned Fabrics Based on Convolutional Neural Network
- Tufting Carpet Machine Information Model Based on Object Linking and Embedding for Process Control Unified Architecture